11
Изобретение относится к свароч- ному производству и может быть использовано для однопроходной сварки продольных швов обечаек со сквозным проплавлением,
Целью изобретения является повышение эффективности действия прижимов и улучшение условий труда сварщика.
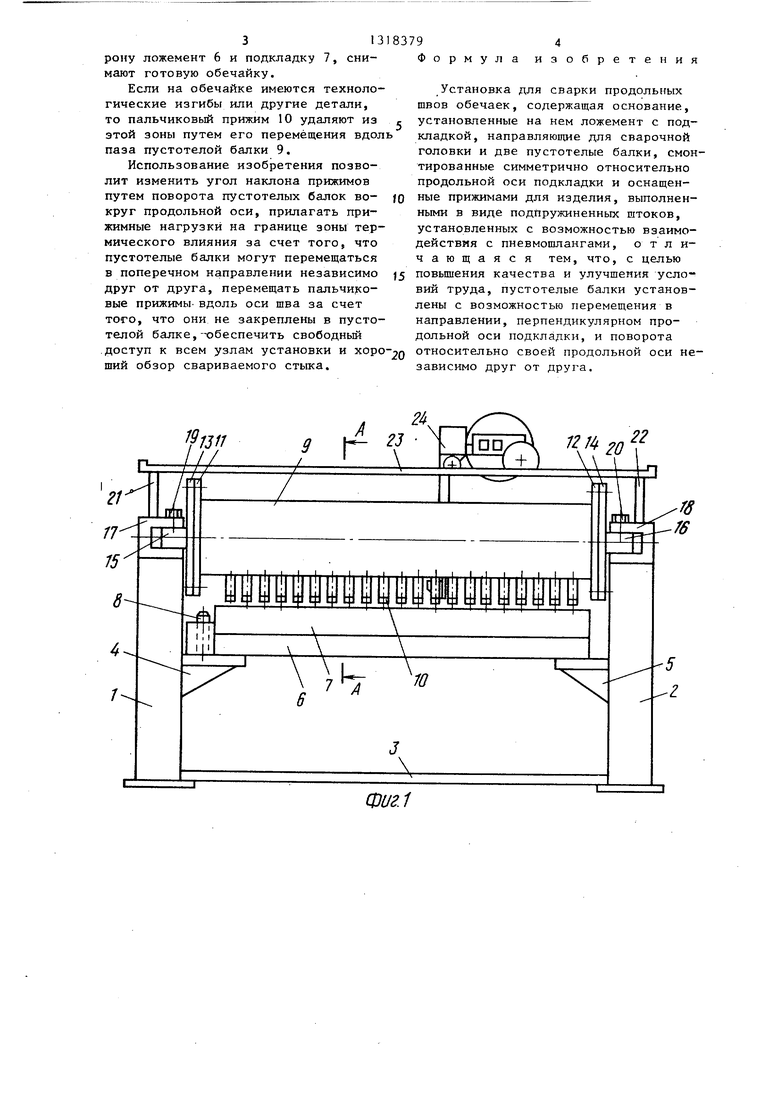
На фиг. 1 показана установка,, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид с торца; на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - пустотелая балка, поперечный разрез; на фиг. 6 - то же, продольный разрез.
Установка для сварки продольных швов обечаек состоит из основания, образованного вертикальными стойками 1 и 2 и связующей балкой 3. На каждой из стоек 1 и 2 смонтированы с воможностью вертикального перемещения кронштейны 4 и 5, на которые опирается ложемент 6 с подкладкой 7. Ложемент 6 на кронштейне 4 установлен с возможностью поворота в горизонтальной плоскости относительно оси 8. Над ложементом 6 и подкладкой 7 расположены пустотелые балки 9, несущие пальчиковые прижимы 10. Каждая пустотелая балка 9 по торцам снабжена фланцами 11 и 12, посредством которых они крепятся к фланцам 13 и 14, жестко связанным с ползунами 15 и 16 имеющими возможность перемещаться в горизонтальных пазах оголовков 17,и
18стоек 1 и 2. Фиксация положения ползунов в пазах оголовков производится с помощью стопорных винтов
19и 20. Поверх оголовков на стойках 21 и 22 смонтированы направляющие
23 сварочной головки 24.
. Фланцы 11 и 12 пустотелых балок выполнены с дугообразными пазами, .что обеспечивает возможность поворота пустотелых балок 9 относительно, их продольной оси и фиксации с помощью винтов, проходящих через дугообразные пазы ф1:анцев 1 1 и 12 и крепящихся во фланцах 13 и 14.
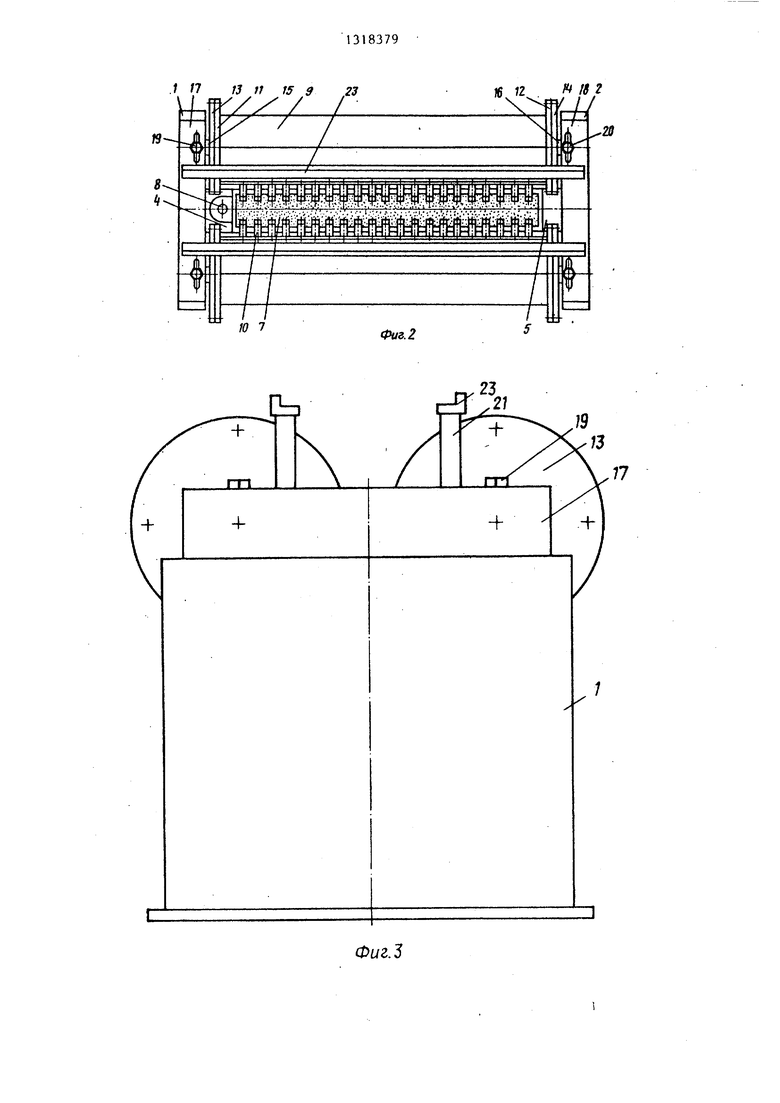
Во внутренней полости пустотелой балки 9 имеется пневморукав 25, который при наполнении воздухом, расширяясь, оказывает давление на подпятник 26, связанный с пальчиковым прижимом 10. Последний выходит из пустотелой балки 9 через продольный паз. При отключении пневморукава 25 .от воздушной сети, пружина 27 воз92
вращает пальчиковый прижим 10 в исходное положение. Для лучшего сцепления прижима 10 с поверхностью свари-, ваемого изделия его свободный конец
выполнен с накаткой 28.
Вдоль продольного паза пустотелой балки 9 установлены полоса 29 и ребра 30, которые одновременно являются дополнительной жесткостью для пустотелой балки и направляющей для пальчиковых прижимов 10 при срабатывании пневморукава 25.
Установка работает следующим об- разом.
По образцу-свидетелю определяют ширину зоны термического влияния. С учетом толщины материала обечайки поворачивают фланцы 11 и 12 с пустотелыми балками 9 вокруг их продольной
оси относительно фланцев 13 и 14, и это положение балок 9 фиксируют. Затем балки 9 посредством ползунов 15 и 16 раздвигают на такое расстояние, чтобы между опущенными пальчиковыми
прижимами 10 было расстояние, равное ширине зоны термического влияния, измеренной на заваренном образце. Такое расстояние между прижимами 1U обеспечивает наиболее эффективную
их работу. Положение балок 9 по ширине фиксируют стопорными винтами 19 и 20. Путем подъема или опускание ложемента 6 с подкладкой 7 регулируют расстояние между подкладкой
7 в сторону, .на них надевают обечайку таким образом, чтобы свариваемый стык располагался вверху.
Поворот ложемента 6 и подкладки 7 осуществляется относительно оси 8,
затем подкладку 7 и ложемент 6 поворачивают обратно, располагая их параллельно пустотелым балкам 9,. и фиксируют их в этом положении на кронштейне 5.
Заполняя пневморукава 25 воздухом, обеспечивают необходимое давление на подпятники 26, которые преодолевая сопротивление пружин 27, перемещаются по балке 9, опускают вниз, пальчиковые прижимы 10 и прижимают свариваемый стык обечайки к подкладке 7. После уплотнения флюса в под кладке 7 начинают процесс сварки
стыка. Окончив процесс сварки, отключают пневморукав 25 от воздушной сети, и пальчиковые прижимы 10 под воздействием пружин 27 возвращаются в исход)1ое положение. Повернув в стоpony ложемент 6 и подкладку 7, снимают готовую обечайку.
Если на обечайке имеются технологические изгибы или другие детали, то пальчиковый прижим 10 удаляют из этой зоны путем его перемещения вдол паза пустотелой балки 9.
Использование изобретения позволит изменить угол наклона прижимов путем поворота пустотелых балок во- круг продольной оси, прилагать прижимные нагрузки на границе зоны термического влияния за счет того, что пустотелые балки могут перемещаться в поперечном направлении независимо друг от друга, перемещать пальчиковые прижимы- вдоль оси шва за счет того, что они не закреплены в пустотелой балке,-обеспечить свободный .доступ к всем узлам установки и xopo ший обзор свариваемого стыка.
Формула изобретения
Установка для сварки продольных швов обечаек, содержащая основание, установленные на нем ложемент с подкладкой, направляющие для сварочной головки и две пустотелые балки, смонтированные симметрично относительно продольной оси подкладки и оснащенные прижимами для изделия, выполненными в виде подпружиненных штоков, установленных с возможностью взаимодействия с пневмошлангами, отличающаяся тем, что, с целью повышения качества и улучшения условий труда, пустотелые балки установлены с возможностью перемещения в направлении, перпендикулярном продольной оси подкладки, и поворота относительно своей продольной оси независимо друг от друга.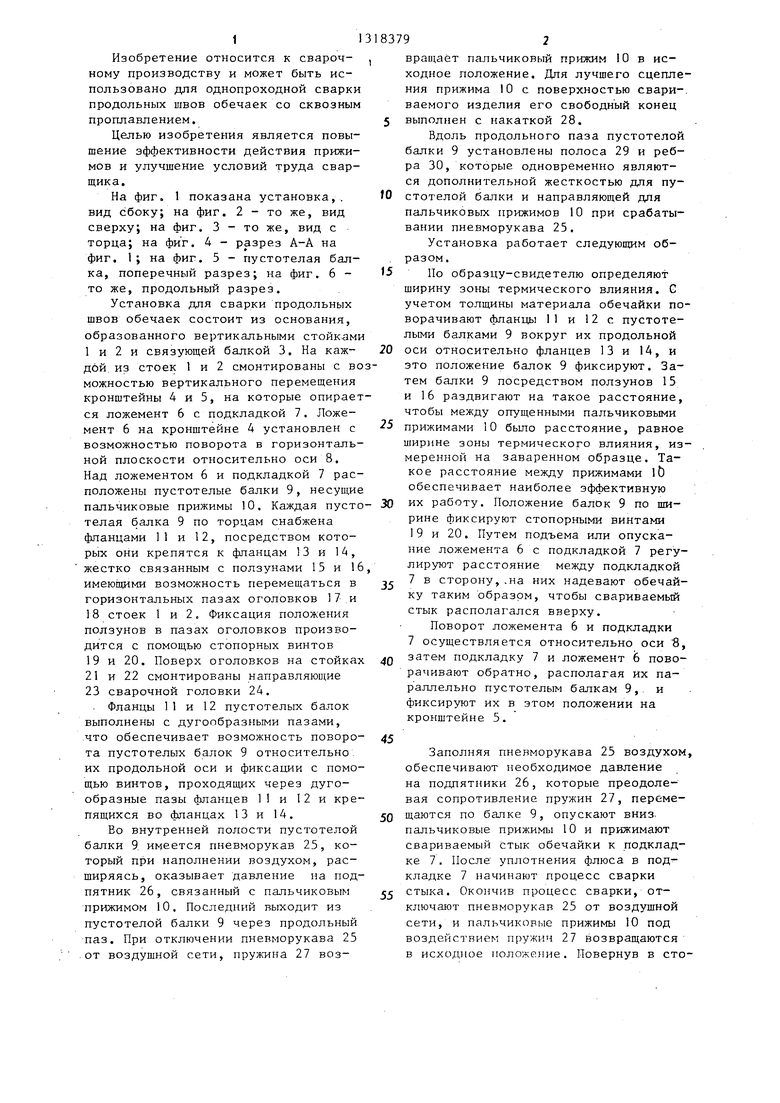
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для сварки продольных стыков обечаек | 1984 |
|
SU1181835A1 |
| Установка для сварки продольных швов многошовных цилиндрических обечаек | 1977 |
|
SU737178A2 |
| Установка для сварки продольных швов обечаек | 1978 |
|
SU785005A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
Изобретение относится к сварочному производству и может быть использовано для однопроходной сварки продольных швов обечаек со сквозным проплавлением. Целью изобретения является повышение эффективности действия прижимов и улучшение условий труда сварщика. Установка содержит пустотелые балки (Б), смонтированные симметрично относительно продольной оси подкладки и оснащенные прижимами, выполненными в виде подпружиненных штоков, взаимодействующих с пневмо- шлангами. В зависимости от толйщ- ны и материала обечайки поворачивают Б 9 относительно их продольной оси и фиксируют это положение Б с помб- щью фланцев Б и ползуна. Затем Б 9 посредством ползунов раздвигают на такое расстояние, чтобы между пальчиковыми прижимами IО было расстояние, равное ширине зоны термического влияния. Положение Б 9 по ширине фиксируют стопорными винтами. Отклонив ложемент 6 и подкладку 1 в сторону на них надевают обечайки, поворачивают ложемент и подкладку обратно и фиксируют в этом положении на кр онштейне. Заполняя пневмо- рукава воздухом, обеспечивают прижим свариваемого стыка обечаек к подкладке 7 с помоп(ью пальчиковых прижимов. 6 ил. О & сл А-А со 00 со 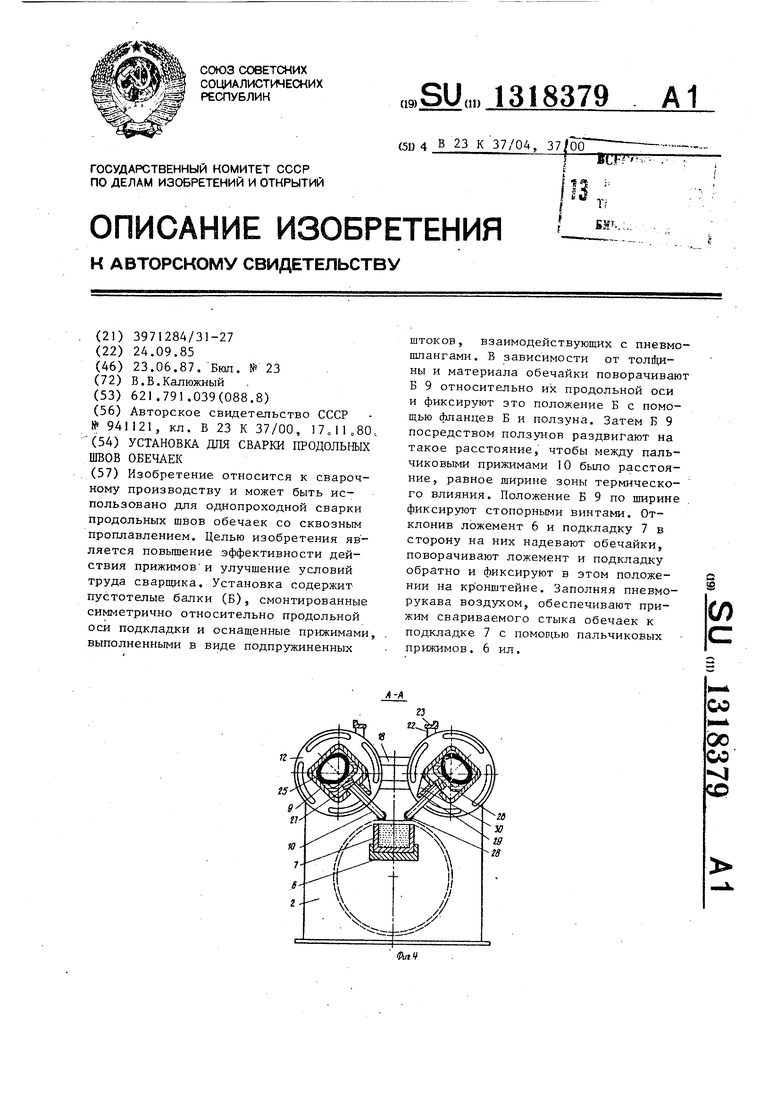
f/J//
///
4
;.«,;
фиг.1
.;
Ю 1
xWV/
-ч- I-/5
26
Фиг. 2
19
13
фуг. 5
28
Фиг. 5
Редактор О.Юрковецкая
Составитель Е.Крюкова Техред Л.Олейник
Заказ 2459/11
Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 6
Корректор А.Ильин
| Прибор для контроля чистоты поверхности изделий | 1952 |
|
SU94112A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
