2. Устройство по п.1, о т л и чающееся тем, что.система управления состоит из кинематически связанного с челноком механизма его
остановки, электрически связанного с.о счетчиком импульсов, причем счет чик импульсов электрически связан с отрезным приспособлением.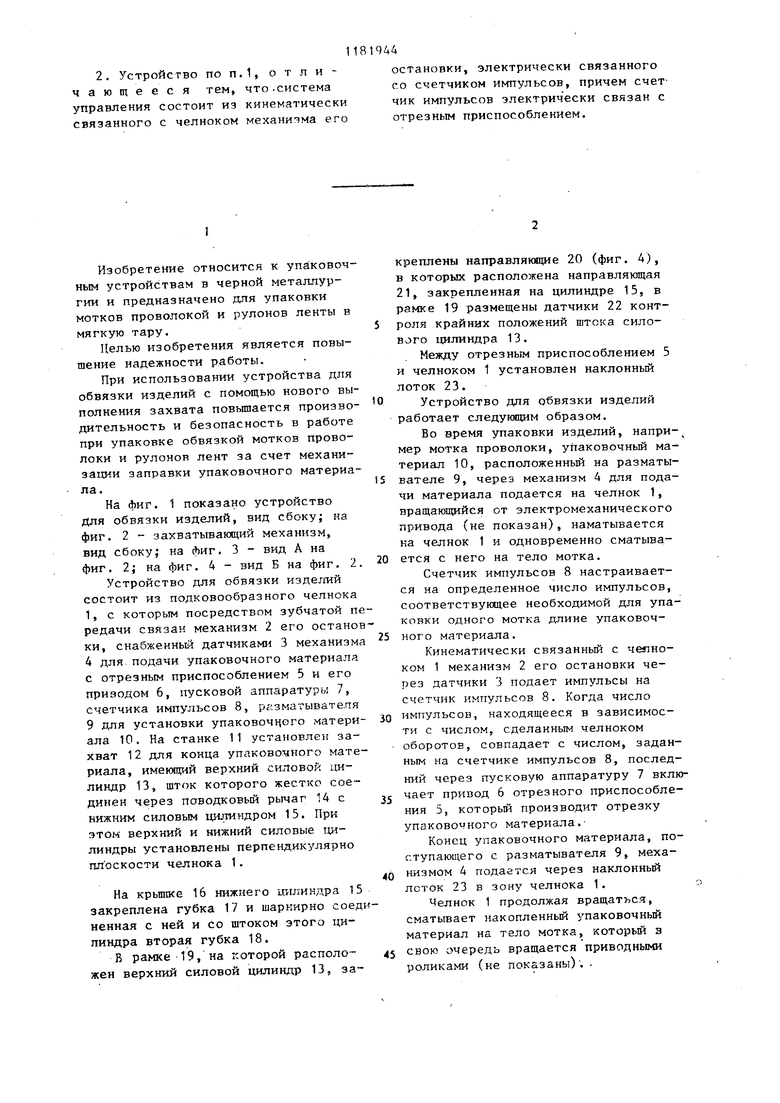
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для консервации мотковпРОВОлОКи | 1979 |
|
SU844094A1 |
| Линия для упаковки большегрузных мотков проволоки | 1979 |
|
SU880549A1 |
| Устройство для обвязки предметов | 1982 |
|
SU1068341A1 |
| Устройство для обвязки изделий | 1976 |
|
SU596508A1 |
| Устройство для упаковки изделий в мешки из термосклеивающегося материала | 1978 |
|
SU765120A1 |
| Устройство для упаковки кольцеобразных изделий | 1978 |
|
SU745785A1 |
| Устройство для скручивания концов обвязочной проволоки | 1983 |
|
SU1111947A1 |
| УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2003 |
|
RU2247065C1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1601030A1 |
| Способ упаковки гибкого материала | 1981 |
|
SU960081A1 |
1. УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ИЗДЕЛИЙ, содержащее механизм для подачи упаковочного материала с отрезным приспособлением, подковообразный челнок и захват для конца упаковочного материала, имекяций установленные на рамке подвижную и неподвижную губки, отличающееся тем, что, с целью повышения надежности в работе, на рамке захвата установлены один над другим два силовых цилиндра, расположенных перпендикулярно плоскости челнока, нижний силовой цилиндр смонтирован на продольных направляющих, закрепленных на рамке, подвижная и неподвижная губки укреплены соответственно на его штоке и корпусе,а на штоке верх него силового цилиндра закреплен пово(Л док для нижнего силового цилиндра, при этом захват связан с челноком и механизмом для подачи упаковочного материала системой управления. со 4 ..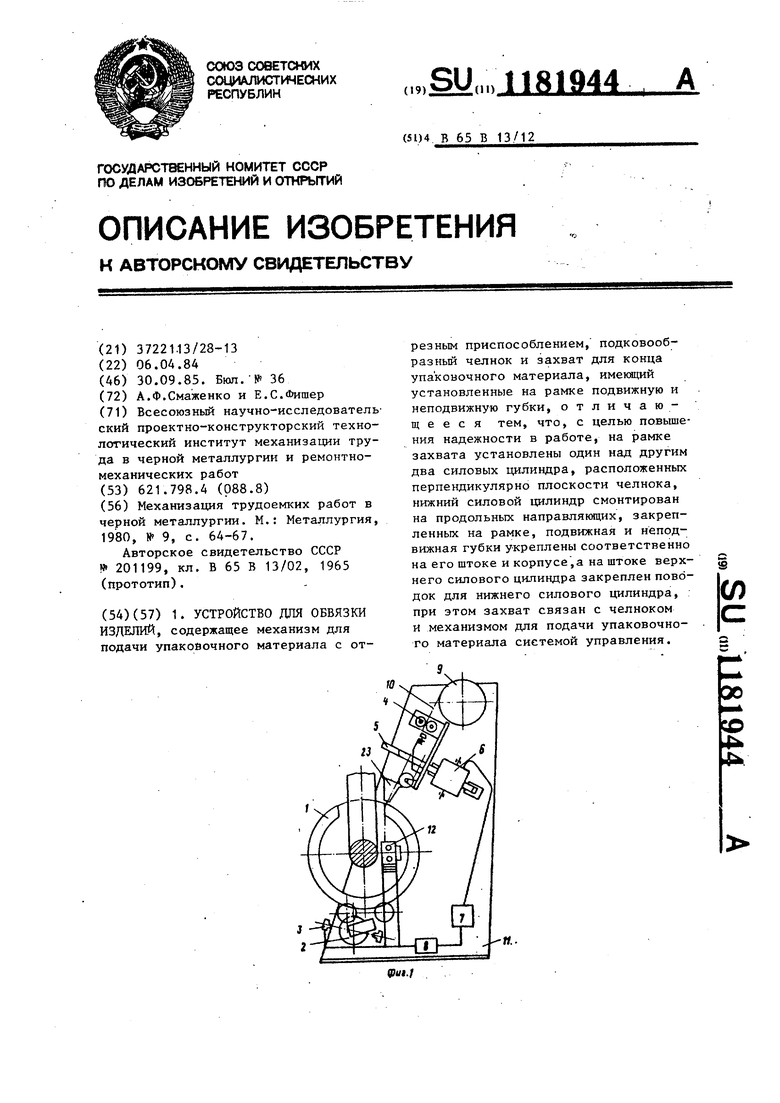
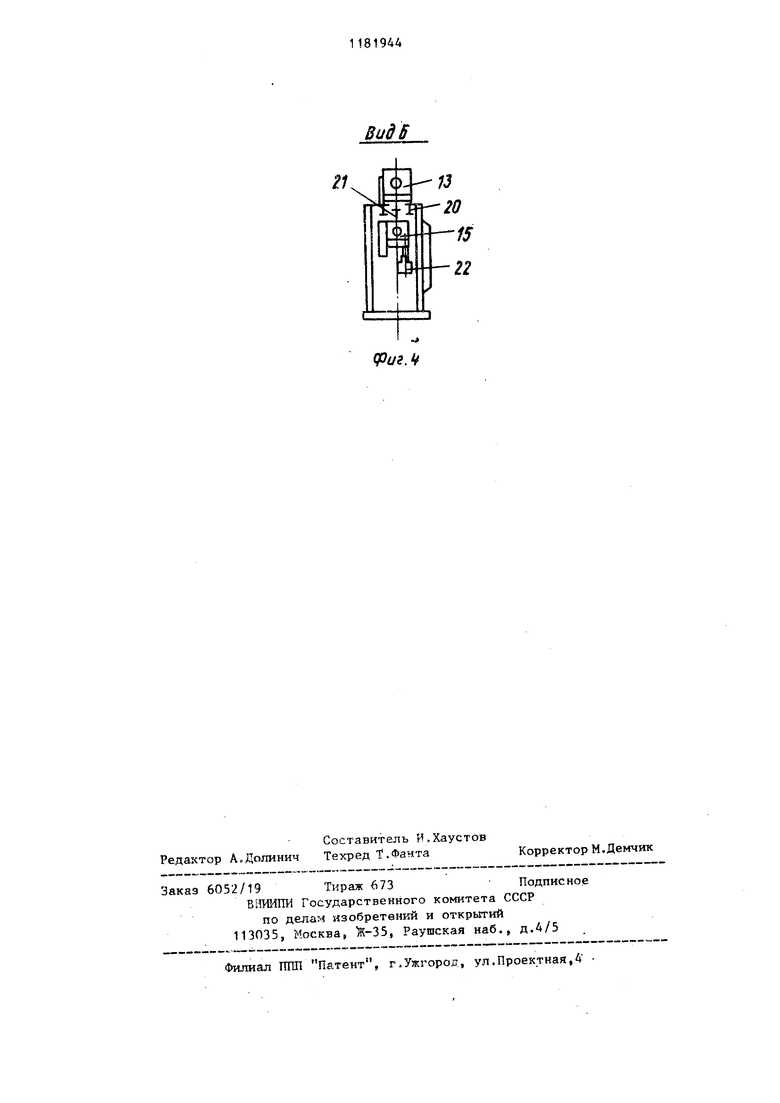
Изобретение относится к упаковочным устройствам в черной металлургии и предназначено для упаковки мотков проволокой и рулонов ленты в мягкую тару. Целью изобретения является повышение надежности работы. При использовании устройства для обвязки изделий с помощью нового вы полнения захвата повышается произво дительность и безопасность в работе при упаковке обвязкой мотков проволоки и рулонов лент за счет механизации заправки упаковочного материа ла. На фиг. 1 показано устройство для обвязки изделий, вид сбоку; на фиг. 2 - захватывающий механизм, вид сбоку; на фиг, 3 - вид А на фиг. 2; на фиг. 4 - вид Б на фиг. 2 Устройство для обвязки изделий состоит из подковообразного челнока 1, с которым посредством зубчатой п редачи связан механизм 2 его остано ки, снабженньй датчиками 3 механизм 4 для подачи упаковочного материала с отрезным приспособлением 5 и его приводом 6, пусковой аппаратуры 7, счетчика импульсов 8, рйзматывателя 9 для установки упаковочного матери ала 10, На станке 11 установлен захват 12 для конца упаковочного мате риала, имекядий верхний силовой цилиндр 13, шток которого жестко соединен через поводковый рычаг 14 с нижним силовым цилиндром 15. При этом верхний и нижний силовые гщлиндры установлены перпендикулярно плоскости челнока 1. На крьшпсе 16 нижнего цилиндра 15 закреплена губка 17 и шарнирно соед ненная с ней и со штоком этого ципиндра вторая губка 18. В рамке 19, на которой расположен верхний силовой цилиндр 13, за креплены направлякнцие 20 (фиг. 4), в которых расположена направляющая 21, закрепленная на цилиндре 15, в рамке 19 размещены датчики 22 контроля крайних положений штока силового цилиндра 13. . Между отрезным приспособлением 5 и челноком 1 установлен наклонньм лоток 23. Устройство для обвязки изделий работает следуюп им образом. Во время упаковки изделий, например мотка проволоки, упаковочный материал 10, расположенный на разматывателе 9, через механизм 4 для подачи материала подается на челнок 1, вращакядийся от электромеханического привода (не показан), наматывается на челнок 1 и одновременно сматывается с него на тело мотка. Счетчик импульсов 8 настраивается на определенное число импульсов, соответствующее необходимой для упаковки одного мотрса длине упаковочного материала. Кинематически связанный с челноком 1 механизм 2 его остановки через датчики 3 подает импульсы на счетчик импульсов 8. Когда число импульсов, находящееся в зависимости с числом, сделанным челноком оборотов, совпадает с числом, заданным на счетчике импульсов 8, последний через пусковую аппаратуру 7 включает привод 6 отрезного приспособления 5, который производит отрезку упаковочного материала,Конец упаковочного материала, поступающего с разматывателя 9, механизмом 4 подается через наклонный лоток 23 в зону челнока 1. Челнок 1 продолжая вращаться, сматывает накопленный упаковочньй материал на тело мотка, который в свою очередь вращается приводными роликами (ке показаны). .
3
Скорости вращения челнока и упаковываемого мотка подбираются таким образом, чтобы обеспечить необходимьй шаг навивки упаковочного материала.
Конец упаковочного материала, попавший в зону челнока, скользит по вращающемуся челноку до прекращения его вращения и вьщачи упаковочного мотка из устройства, после чего конец упаковочного материала пйд собственным весом зависает в зоне челнока.
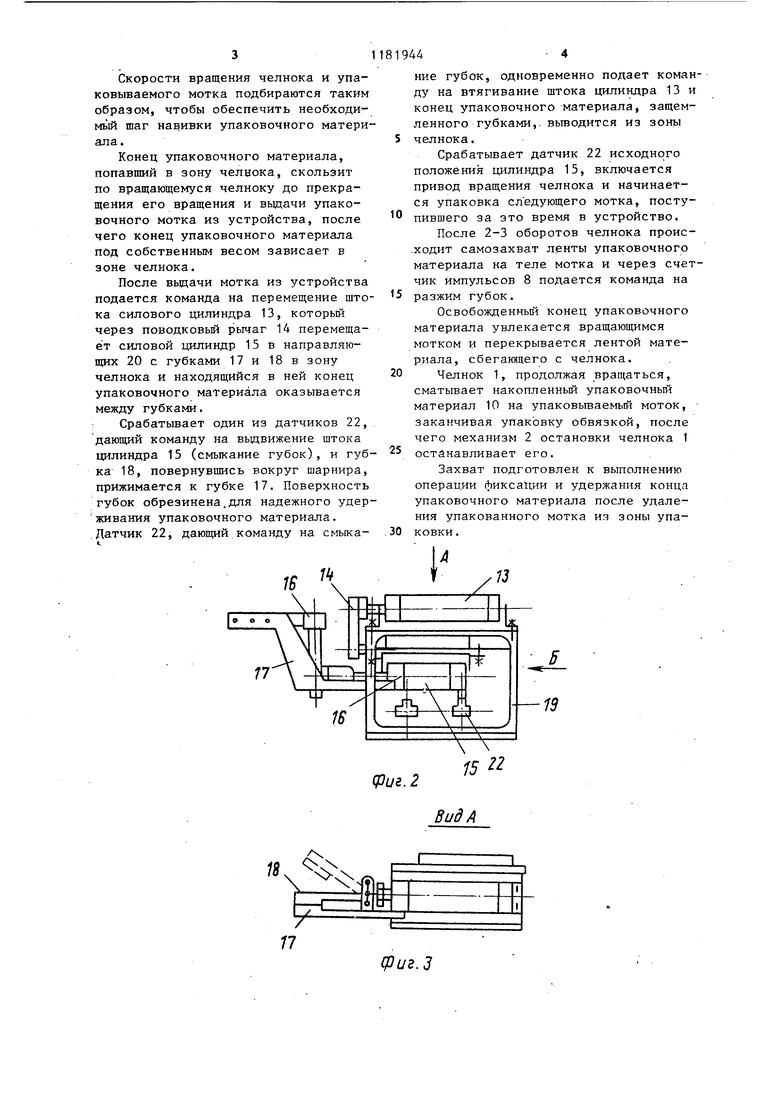
После вьщачи мотка из устройства подается команда на перемещение штока силового цилиндра 13, который через поводковый рычаг 14 перемещает силовой цилиндр 15 в направляющих 20 с губками 17 и 18 в зону челнока и находящийся в ней конец упаковочного материала оказывается между губками.
; Срабатывает один из датчиков 22,
дающий команду на вьдвижение штока цилиндра 15 (смьжание губок), и губка 18, повернувшись вокруг шарнира, прижимается к губке 17. Поверхность губок обрезинена.для надежного удерживания упаковочного материала.
.Датчик 22, дающий команду на смыка16
1944 4
ние губок, одновременно подает команду на втягивание штока цилиндра 13 и конец упаковочного материала, защемленного губками,, вьгеодится из зонъ S челнока.
Срабатывает датчик 22 исходного положения цилиндра 15, включается привод вращения челнока и начинается упаковка следующего мотка, поступившего за это время в устройство.
После 2-3 оборотов челнока проис.ходит самозахват ленты упаковочного материала на теле мотка и через счетчик импульсов 8 подается команда на разжим губок.
Освобожденньм конец упаковочного материала увлекается вращающимся мотком и перекрывается лентой материала, сбегаицего с челнока.
Челнок 1, продолжая вращаться, сматывает накопленный упаковочный материал 10 на упаковываемый моток, заканчивая упаковку обвязкой, после чего механизм 2 остановки челнока 1 останавливает его.
Захват подготовлен к выполнению операции фиксации и удержания конца упаковочного материала после удаления упакованного мотка из зоны упаковки.
7J
(риг. 2
В ид А
| Механизация трудоемких работ в черной металлургии | |||
| М.: Металлургия, 1980, № 9, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| УСТРОЙСТВО для ОБВЯЗКИ ящиков МЕТАЛЛИЧЕСКОЙЛЕНТОЙ | 0 |
|
SU201199A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
