Изобретение относится к области обработки материалов давлением и может быть :использовано для штамповки деталей типа ниппелей из трубча-. тых заготовбк.. Целью изобретения является повышение производительности путем обеспечения одновременной высадки обоих концов трубчатого полуфабриката. На фиг.1 представлено устройство, общ1ш вид; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - вид Б на фиг.1, на фиг.4 - мятричный блок и блок пуансонов в исходном положении на фиг.5 - то же, в момент фиксирования трубчатой заготовки и трубчатых полу фабрикатов на фиг.6 - то же, в момент высадки. Устройство содержитразмещенньй на станине 1 матричньй блок с разъемными матрицами 2, соосно установленный на приводной плите 3 блок пуансонов, вьтолненных в виде корпуса А с установленным внутри него подпружиненным упорным пальцем 5. Устройство содержит также привод упорных пальцев 5 пуансонов, установленньш в направляю щих 6, закрепленных на приводной пли те 3. Привод выполнен в виде ползушк 7, кинематически связанной с кулачко вым приводом 8 устройства. На рабоче торце ползушки 7 закреплены соосно упорным пальцам 5 пуансонов регулируе мые упоры 9. Кроме того, устройство содержит механизм переноса трубчатых (заготовок с одной позиции высадки на другую, которьй выполнен в виде двух связанных между собой плит, одна 10 из которых с разм.ещенными на ней стержневыми фиксаторами 11 установле на с возможностью перемещения вдоль оси высадки и связана кинематически .кулачковым приводом 8, а другая 12с отверстиями 13 для размещения стерж невых фиксаторов 11 установлена на станине 1 с возможностью перемещения в направлении, перпендикулярном оси эысадки, и кинематически связана с кулачковым приводом 8. На плите 10 концентрично среднему стержневому , фиксатору 11 размещен дополнительный пуансон .14. Концентрично дополни,тельному пуансону 14 между плитами 10 и 12 установлено упругое кольцо 15 для возвращения в исходное положение дополнительного пуансона 14, Привод дополнительного пуансона 14 выполнен в виде двух зубчатых реек и размещенным между ними зубчатым колесом 16, установленным на станине 1. Зубчатая рейка 1 7 смонтирована на станине 1 соосно дополнительному пуансону 14 с возможностью взаимодействия с ним посредством бойка 18. Зубчатая рейка 19 жестко связана с плитой 3. Устройство содержит также механизм загрузки 20, лоток 21 и контейнер 22 для готовых изделий. Устройство работает следующим образом. В исходном положении плита ,3 рас-, полагается в крайнем правом положении, матрицы 2 разомкнуты, плита 12 опущена в крайнее нижнее положение таким образом, что самьш верхний стержневой фиксатор располагается на позиции В, плита 10 максимально сближена с плитой 12, ползушка 7 располагается в крайнем положении, зажимая стержневые фиксаторы 11. Трубчатая заготовка 23 механизмом загрузки 20 подается на позицию Б и при движении плиты 3 влево упорным пальцем 5 заталкивается в сомкнутую, матрицу 2. За.тем ползушка 7 перемещается в крайнее правое положение, освобождая упорные пальцы 5, которые под действием трубчатой заготовки 23 отжимаются в крайнее правое положение. При дальнейшем перемещении плиты 3 влево .осуществляется высадка трубчатой заготовки 23 в ее средней части. При перемещении плиты 3 вправо упорные пальцы 5 и ползушка 7 занимают исходное положение. При этом плита 10 за- . нимает крайнее левое положение, при котором стержневые фиксаторы 11 выходят из полостей матриц 2. Затем обе плиты механизма переноса 10 и 12 перемещаются вверх до расположения среднего стержневого фиксатора 11 .по позиции В, Плита 10 вновь занимает положение, при котором стержневые фиксаторы 11 располагаются в полостях матриц 2. Матрицы 2 раскрываются, механизм переноса вместе с высаженным на позиции В трубчатым полуфабрикатом опускается вниз до первоначального положения. Матрицы 2 смыкаются. На позицию В механизмом загрузки 20 подается новая трубчатая заготовка 23. Плита 3, упорные пальцы 5 и ползушка 7 выполняют описанные движения. При этом на позиции Г осуществляется одновременная двусторонняя высадка трубчатого полуфабриката ос 1овным
пуансоном 5 и дополнительным пуансоном 14, которьй приводится следующим образом: двигаясь влево, плита 3 перемещает зубчатую рейку. 19, которая посредством зубчатого колеса 16 передвигает вправо зубчатую рейку 17, воздействующую на дополнительный пуансон 14.
При заполнении всех позиций В, Г и Д изготавливаемыми деталями во время работы механизма переноса в
19 fff /7 f8
Y/////////////////// ///////7//////
fuz. /
A- A
момент отхода плиты 10 в крайнее левое положение со стержня на позиции Д снимается готовое изделие и по лотку 21 поступает в контейнер 22.
Предлагаемое устройство по сравнению с известным обеспечивает повышение производительности за счет одновременной высадки трубчатого полуфабриката с двух сторон и трубчатой заготовки в средней части.
Bud Б
. 2
pu&.3
.iZ
Фиг.if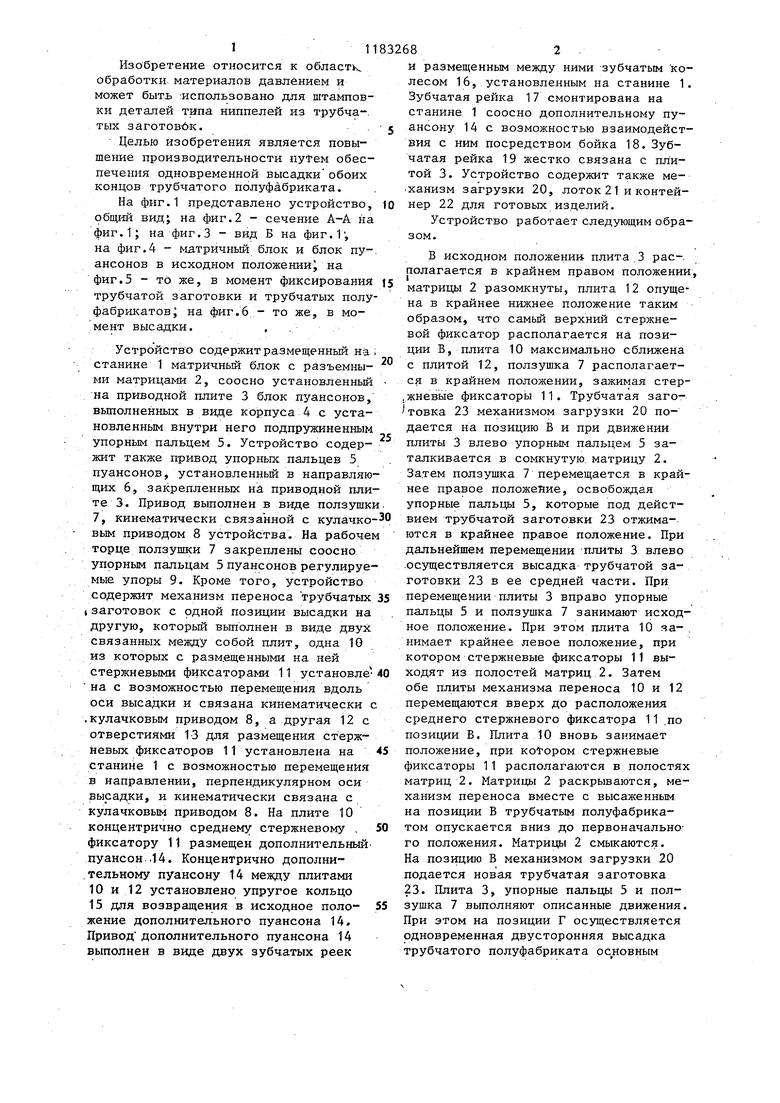
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высадки трубчатых заготовок | 1986 |
|
SU1393518A1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| Автомат для высадки гвоздей | 1971 |
|
SU379119A1 |
| Автомат для двусторонней высадки | 1979 |
|
SU1107945A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Автомат для сборки пряжек | 1981 |
|
SU986701A1 |
| Устройство для калибровки трубчатых заготовок | 1983 |
|
SU1131578A1 |
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |

1. УСТРОЙСТВО ДЛЯ ВЫСАДКИ ТРУБЧАТЫХ ЗАГОТОВОК, содержащее смонтированньм на станине матричный блок с разъемными матрицами, соосно установленньй на приводной плите блок пуансонов, каждьй из которых состоит из корпуса с размещенным в нем упорным пальцем, механизм переноса в виде двух плит, одна из которых с размещенными на ней стержневыми фиксаторами установлена с возможностью перемещения вдоль оси высадки, а другая с отверстиями для размещения стержневых фиксаторов установлена с возможностью перемещения перпендикулярно направлению высадки, кулачковый привод устройства, отличающееся тем, что, с ij-s-:/l ji.. лью повышения производительности путем обеспечения одновременной высадки обоих концов трубчатого полуфабриката, оно снабжено дополнительным приводным пуансоном, устайЪвленным на плите со стержневыми фиксаторами концентрично среднему стержневому фиксатору, упругим кольцом, установленным концентрично дополнительному пуансону между плитами механизма переноса, приводом упорных пальцев пуансонов в виде ползушки с регулируемыми упорами, соосными пальцам пуансонов, при этом ползушка кинематически связана с кула.чковым приводом устройства. (Л 2. Устройство по П.1, отличающееся тем, что Привод дополнительного пуансона выполнен в виде двух зубчатых реек и размещенного между ними зубчатого колеса, установленного на станине, при этом одна из реек размещена на станине соосно дополнительному пуансону, а другая связана с приводной пйитой блока пуансонов.
| Устройство для высадки | 1981 |
|
SU996027A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
