Изобретение относится к области литейного производства и .может быть использовано при производстве прессформ для вулканизации покрышек пневматических шин и других отливок с поднутрениями сложной конфигурации.
Целью изобретения является расширение технологических возможностей формовки.
Способ предназначен для получения отливок с поднутрениями сложной конфигурации.
На фиг.1 изображена полуформа на подмодельной плите (позиция I); на фиг.2 - полуформа, поднятая с отъемньош элементами (позиция II); на фиг.3 - полуформа с одним удаленным отъемным элементом (позиция III); на фиг.4 - полуформа с удаленными отъемными элементами (позиция IV).
Оснастка для осуществления способа содержит подмодельную плиту 1, на которой установлена модель 2 с отъемными элементами 3 и 4, опоку 5, устройство 6, обеспечивающее перемещени опоки (полуформы) по заданной траектории, а также систему тяг 7 и 8, ограничивающих движение отъемных элементов 3 и А относительно полуформы 9.
Изготовление полуфррмы осуществляют следующим образом.
На подмодельную плиту 1 устанавливают опоку 5, заполняют полость опоки формовочным материалом и уплотняют полуформу 9 (позиция I). Затем полуформу 9 поднимают на заданну высоту, превьвпакицую высоту центральной части модели 2 на 5-10 мм (позиция II). Отъемные элементы 3 и 4 остаются в полуформе и поднимаются вместе с ней (фиг.2). В позиции II
под действием устройства 6 изменяют траекторию перемещения полуфорьб 1 9 относительно подмодельной плиты 1 в направлении, параллельном продольной оси (ходу извлечения) отъемного элемента 3, удаляемого первым, и одновременно тягой 7 ограничивают его перемещение относительно полуформы (фиг.З). При отходе полуформы 9 на позицию III отъемный элемент 3 остается в прежнем положении, удерживаемый тягой 7, а затем по направляющим (не показаны) возвращается в исходное положение.
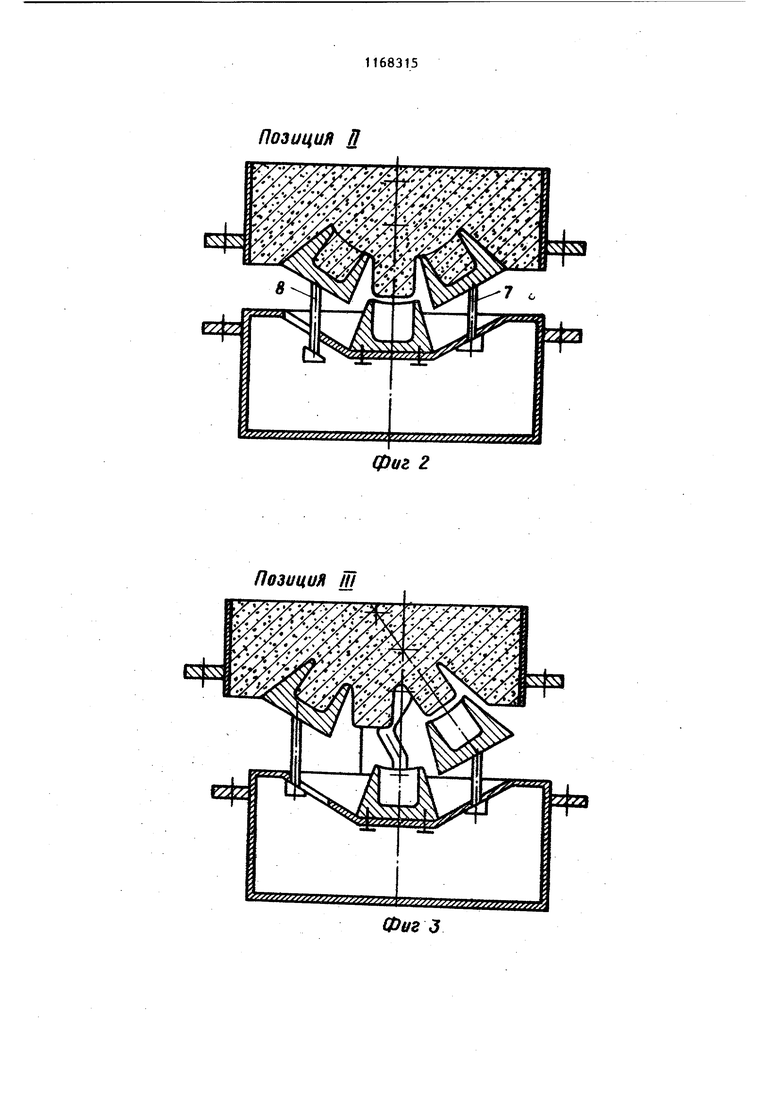
После извлечения элемента 3 траекторию перемещения полуформы 9 относительно подмодельной. плиты 1 изменяют в направлении, параллельном продольной оси отъемного элемента 4, и тягой 8 ограничивают его перемещение относительно полуформы (фиг.4). При отходе полуформы на позицию IV.под действием тяги 8 отъемный элемент 4 остается в прежнем положении, а затем с помощью рычажного механизма (не показан) возвращается в исходное положение.
Полуформа 9 готова к сборке, а подмодельная плита - к следугацему циклу формовки.
Применение способа для получения цельнолитых секторов пресс-форм для шинной пpo в шшeннocти позволит значительно упростить технологию и заменить трудоемкий процесс литья вкладьш1ей по выплавляемым моделям литьем в песчаные формы. Предлагаемьй способ позволяет объединять несколько деталей в одну и расширить возможности получения пресс-форм с увеличенными габаритными размерами их составных элементов.
Позиция П
фог 2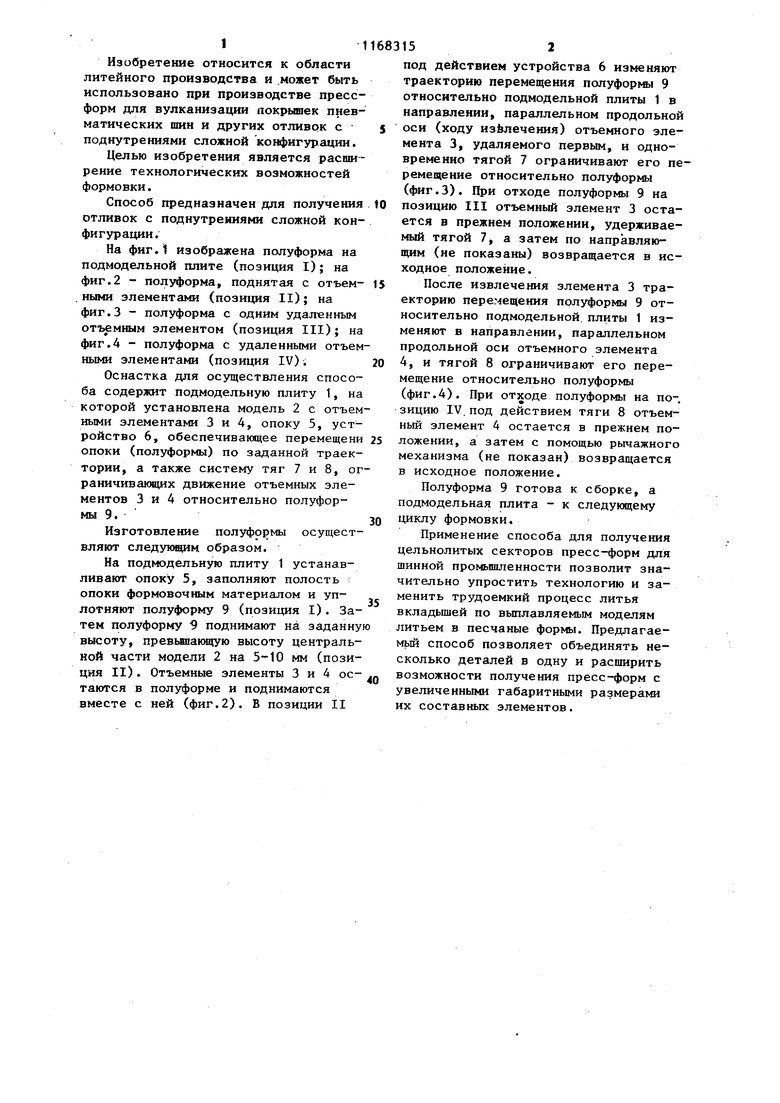
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная оснастка преимущественно для формовки цельнолитых секторов пресс-форм | 1983 |
|
SU1186354A1 |
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Способ изготовления литейных форм | 1979 |
|
SU825269A1 |
| Опока для изготовления литейных форм вакуумной формовкой | 1978 |
|
SU766734A1 |
| КОМПЛЕКТ ОСНАСТКИ ДЛЯ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОЙ ТОЧНОСТИ АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЙ | 2023 |
|
RU2831460C1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU850266A1 |
| Установка для изготовления форм | 1990 |
|
SU1764778A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОшггых СЕКТОРОВ ДЛЯ ПРЕСС-ФОРМ, ж;польЗУЕШХ ПРИ ПОЛУЧЕНИИ ПОКРЫШЕК ПНЕВМАПозиция I ТИЧЕСКИХ ШН, включающий установку опоки на подмодельную плиту с отъемными элементами модели для офсфмпения поднутрений, заполнение полости опоки формовочным материалом., уплотнение с последующим получением (фьш, которую при съеме вертикально пере ющают совместно с отъем{в в В1 элементами .: модели, отличающийся тем, что, с целыо расвшреюм технологических возможностей формовки, отъемше элементы модели удаляют поочередно и одновременно со съемом ползг рмл, при этом при подъеме полуфор «и иэменяют траекторию ее перемещения в направлении, параллельном продольной оси отъемного элемента модели, одновременно ограничивая его перемещение относительно полуфор{ &1 при ее съеме. Од 00 :« ш Срид /
Позиция т
Фиг д
Позиции л
фиг 4
| Пресс-форма для изготовления выплавляемой модели | 1977 |
|
SU627905A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
