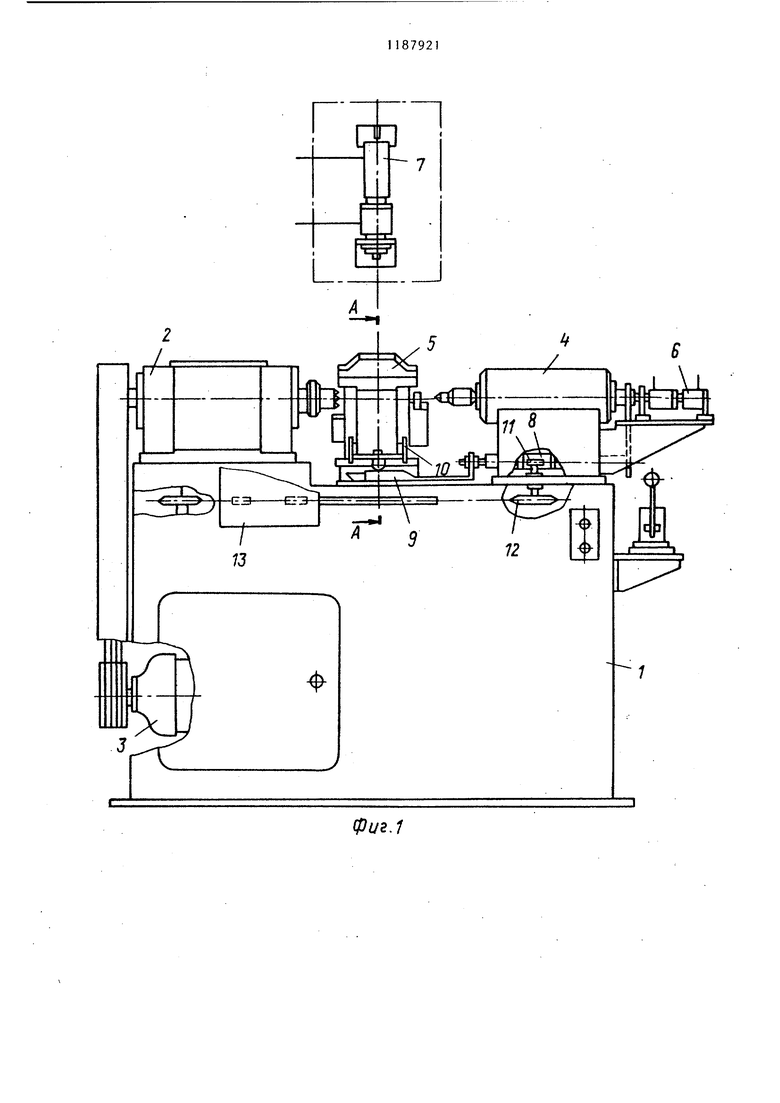
00 --4 VO К 1 Изобретение относится к станкостроению. Цель изобретения - повышение производительности труда путем автоматизации вспомогательных переходов при одновременном улучшении условий эксплуатации станка. На фиг. 1 схематически представлен предлагаемый станок, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Станок содержит станину 1, на которой смонтированы передняя бабка 2, в которой установлен шпиндель станка, приводы 3 вращения шпинделя, задняя бабка 4 с размещенной в ней пинолью, имеющей возможность совершать возвратно-поступательное движение относительно задней бабки, резцовая головка 5, а также гидроцилиндр 6 продольного перемещения пино ли, гидроцилиндр 7 поперечного перемещения резцовой головки, зубчатую рейку 8, закрепленную на щтоке гидро цилиндра продольного перемещения пиноли, кулачок 9,закрепленный на конце зубчатой рейки, фиксирующие призмы 10, установленные с возможностью совершать вертикальное перемещение под воздействием кулачка, шестерни 11, контактирующие с зубчатой рейкой и установленные на одной оси с ведущей звездочкой цепной передачи 12, защитный экран 13, закрепленный на осях цепной передачи. Токарный станок работает следующим образом. 212 Рабочий устанавливает заготовку на фиксирующие призмы 10, При этом заготовку сразу устанавливают по оси шпинделя передней 2 и задней 4 бабок. Включают подачу штока гидроцилиндра 6 продольной подачи пиноли. Происходит предварительное зажатие заготовки и движение кулачка 9, при этом сохраняется верхнее положение фиксирующих призм 10. При дальнейшем движении кулачка 9 фиксирующие призмы 10 опускаются, одновременно происходит окончательный зажим детали в центрах и продвижение защитного экрана 13, закрывающего зону обработки заготовки. Перемещение экрана осуществляется цепной передачей 12 через ведущую звездочку, сидящую на одном валу с шестерней 11 , которая контактирует с зубчатой рейкой 8. Включается привод 3 шпинделя станка, а затем гидроцилиндр 7 поддчи резцовой головки 5. Происходит обработка заготовки. После окончания обработки заготовки остановка всех рабочих органов происходит в обратной последовательности, т.е. остановка шпинделя, отвод резцовой головки, отвод пиноли и кулачка, подъем фиксирующих призм, отвод защитного экрана и съем детали. Предлагаемый станок обеспечивает повышение производительности обработки путем сокращения вспомогательных переходов и улучшения условий труда.
ГТПП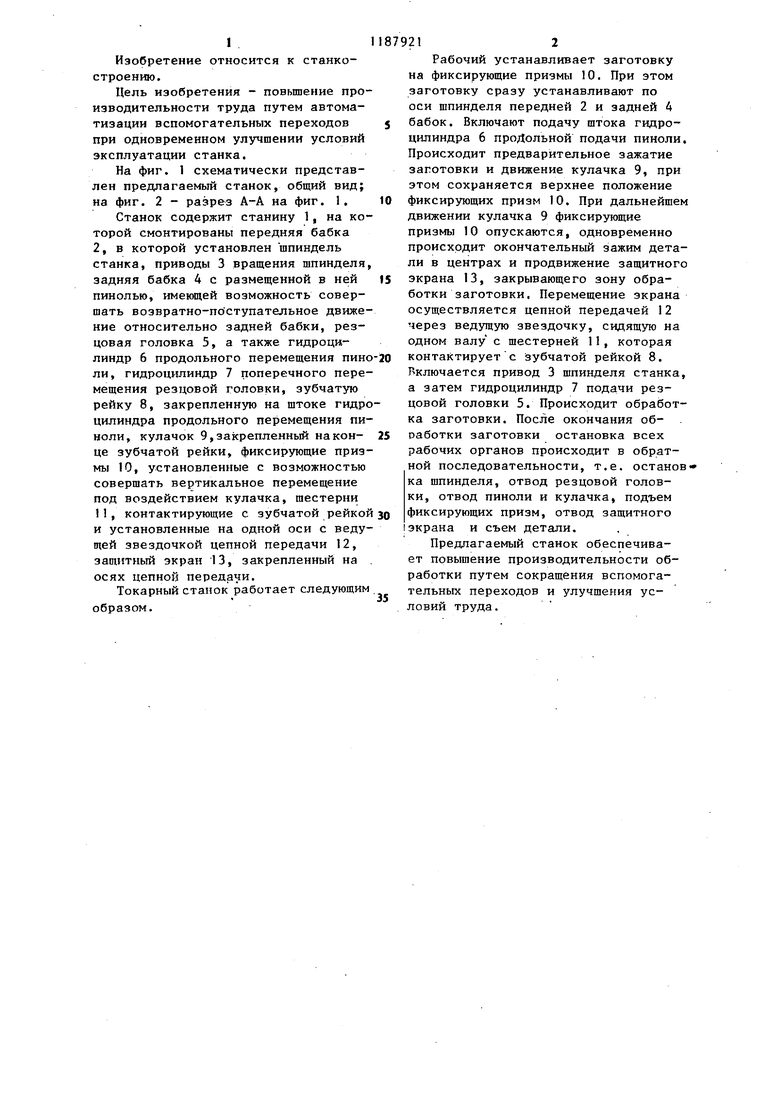
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| ПОЛУАВТОМАТ ДЛЯ ПОДРЕЗКИ БАЗОВЫХ ТОРЦОВ ЗАГОТОВОК ЗУБЧАТЫХ КОЛЕС | 1966 |
|
SU224987A1 |
| Станок для обработки фасок на кулачках распределительных валов | 1977 |
|
SU707701A1 |
| Многорезцовый станок с автоматизацией всего процесса работ | 1938 |
|
SU66613A1 |
| Станок для давильной обработки | 1981 |
|
SU1013029A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
ТОКАРНЫЙ СТАНОК,содержащий установленную на станине переднюю бабку, .заднюю бабку с пинолью, оснащенной приводом ее перемещения, и суппорт, отличающийся тем, что, с целью повышения производительности, он снабжен фиксирующими призмами, установленными на суппорте с возможностью взаимодействия с введением в станок кулачком, связанным с приводом перемещения пиноли.
L,
Фиг.1
| Титов Н.И | |||
| Производство обозных изделий | |||
| М.: Росгизместпром, 1954, с | |||
| Вагонетка для движения по одной колее в обоих направлениях | 1920 |
|
SU179A1 |
