Изобретение относится к импульсной технике, а более конкретно к конструкцийм электрогидравлических установок для очистки отливок в крупносерийном и массовом литейном производстве.
Цель изобретения - повышение надежности установки.
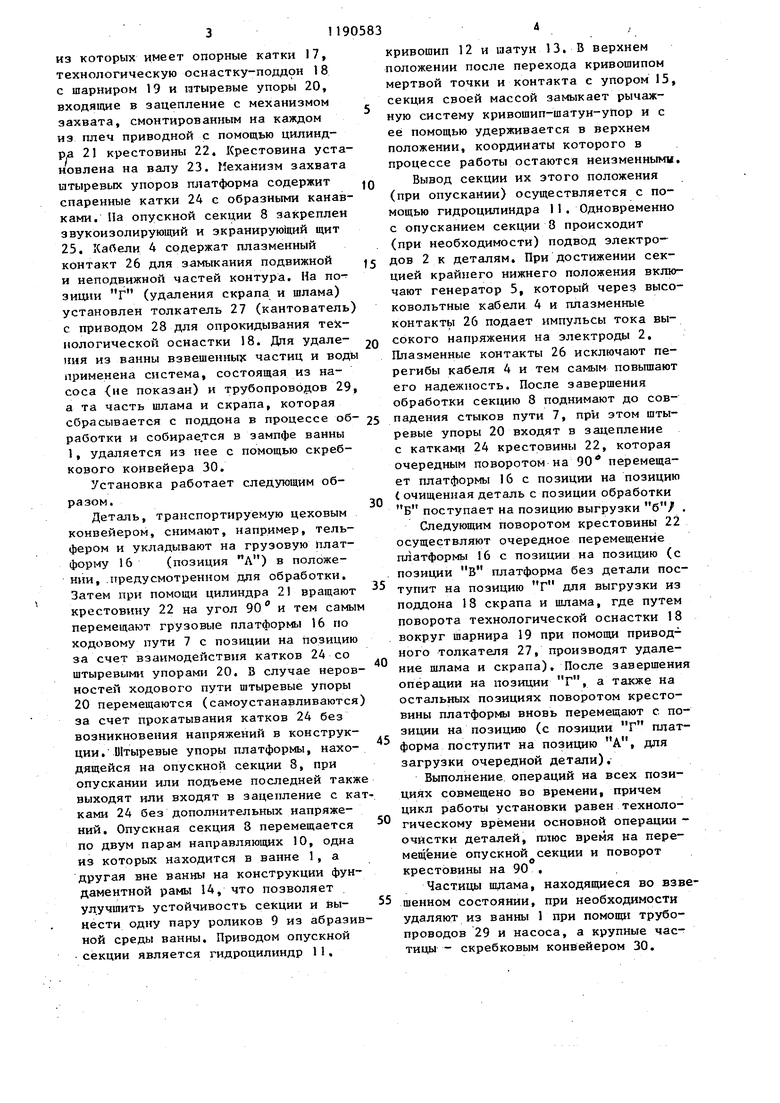
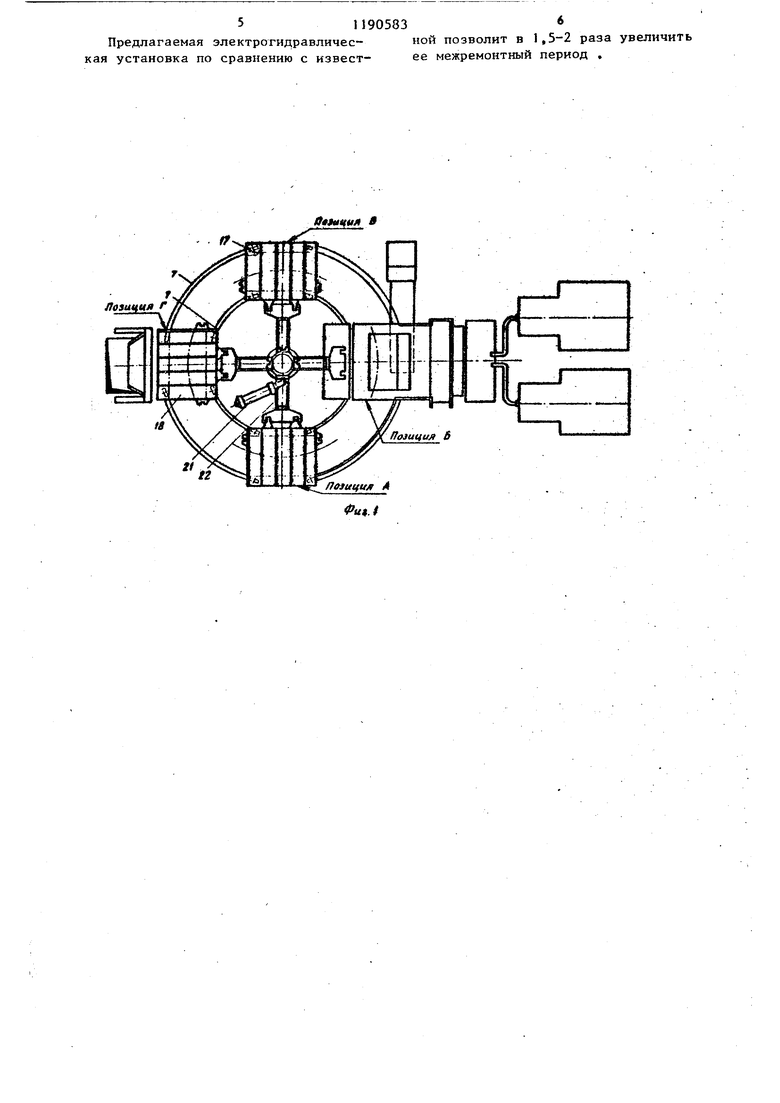
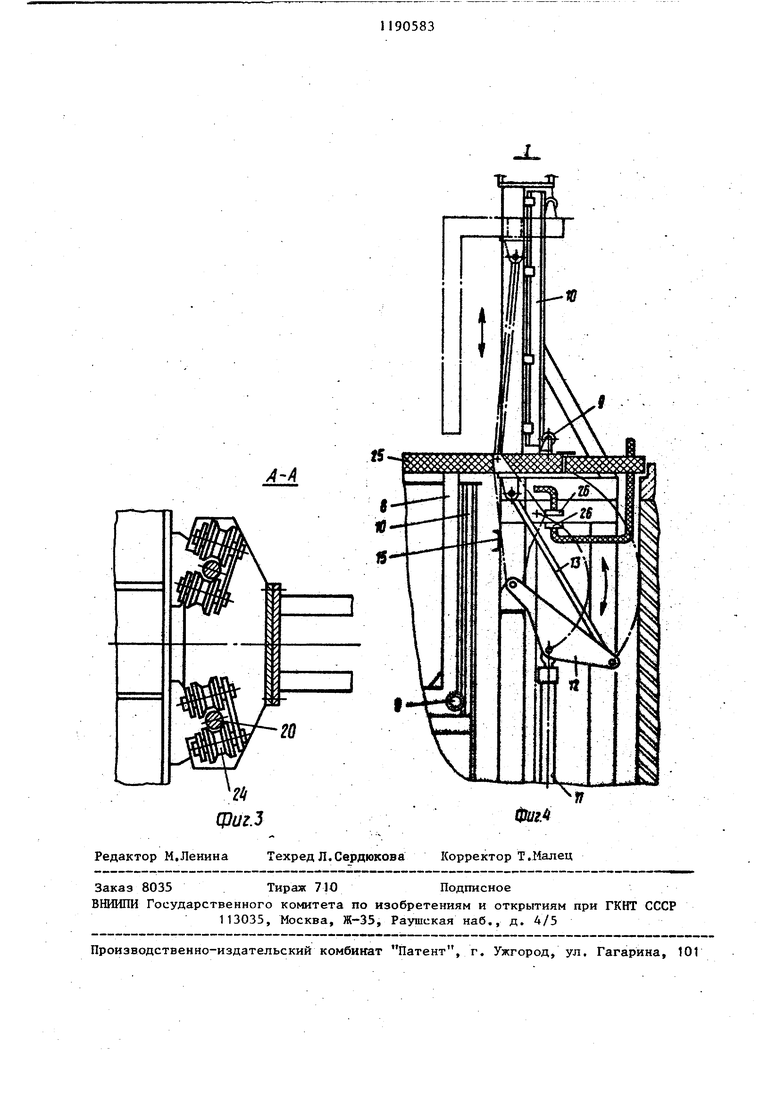
На фиг. 1 изображена предлагаемая установка, вид в плане; на-фиг, 2 - то же, продольный разрез; на фнг. 3 сечение А-А фиг 2.(механизм захвата штыревых упоров платформ); на фиг. 4узел I фиг. 2 (механизм фиксации опускной секции ходового пути),
Установка включает ванну 1 с рабо чей жидкостью, электроды 2 с мёханиз-; мом 3 их перемещения, соединенные кабелями 4 с генераторами 5 импульсных токов (ГИТ), устройство подачи отлисо о ел вок 6 в ванну 1 и удаления из нее шлама и скрапа, выполненное в виде многопозиционного (позиции: загрузки А, обработки Б, выгрузки В%
00 00 удаления шлама и скрапа Г) кольцевого пути 7 с опускной секцией 8., электродами 2 и механизмом 3 их перемещения, установленной на роликах 9 в вертикальных направлениях 10, привод секции выполнен в виде гиДроцилиндра П, кривошипа }2 и шатуна 13, смонтированных на раме фундагментной 14, содержащей упор 15. На кольцевом пути 7 установлены равноотстоящие друг от друга (на каждой из-позиций) грузовые платформы 16, каждая из которых имеет опорные катки 17, технологическую оснастку-поддон 1 8 с шарниром 19 и итыревые упоры 20, входящие в зацепление с механизмом захвата, смонтированным на каждом из плеч приводной с помощью цилиндра 21 крестовины 22. Крестовина уста новлена на валу 23. Механизм захвата штыревых упоров платформа содержит спаренные катки 24 с образными канав ками. На опускной секции 8 закреплен звукоизолирующий и экранирующий щит 25. Кабели 4 содержат плазменный контакт 26 для замыкания подвижной и неподв1ижной частей контура. На позиции г (удаления скрапа и шлама) установлен толкатель 27 (кантователь с приводом 28 для опрокидывания технологической оснастки 18. Дпя удаления из ванны взвешенных частиц и вод применена система, состоящая из насоса не показан) и трубопроводов 29 а та часть шлама и скрапа, которая сбрасывается с поддона в процессе об работки и собирается в зампфе ванны 1, удаляется из нее с помощью скребкового конвейера 30. Установка работает следующим образом. Деталь, транспортируемую цеховым конвейером, снимают, например, тельфером и укладывают на грузовую платформу 16 (позиция Л) в положении, .предусмотренном для обработки. Затем при помощи цилиндра 2 вращают крестовину 22 на угол 90 и тем самы перемещают грузовые платформы 16 по ходовому пути 7 с позиции на позицию за счет взаимодействия катков 24 со штыревыми упорами 20. В случае неров ностей ходового пути штыревые упоры 20 перемещаются (самоустанавливаются за счет прокатывания катков 24 без возникновения напряжений в конструкции. Штыревые упоры платформы, находящейся на опускной секции 8, при опускании или подъеме последней такж выходят или входят в зацепление с ка ками 24 без дополнительных напряжений. Опускная секция 8 перемещается по двум парам направляющих 10, одна из которых находится в ванне 1, а другая вне ванны на конструкции фундаментной рамы 14, что позволяет удучшить устойчивость секции и вынести одну пару роликов 9 из абрази ной среды ванны. Приводом опускной секции является гидроцилиндр 11, кривошип 12 и шатун 13. В верхнем положении после перехода кривошипом мертвой точки и контакта с упором 15, секция своей массой замыкает рычажную систему кривошип-шатун-уПор и с её помощью удерживается в верхнем положении, координаты которого в процессе работы остаются неизменными. Вывод секции их этого положения (при опускании) осуществляется с помощью гидроцилиндра 11. Одновременно с опусканием секции 8 происходит (при необходимости) подвод электродов 2 к деталям. При достижении секцией крайнего нижнего положения включают генератор 5, который через высоковольтные кабели 4 и плазменные контакты 2G подает импульсы тока высокого напряжения на электроды 2. Плазменные контакты 26 исключают перегибы кабеля 4 и тем самым повьппают его надежность. После завершения обработки секцию 8 поднимают до совпадения стыков пути 7, при этом штыревые упоры 20 входят в зацепление с катками 24 крестовины 22, которая очередным поворотом на 90 перемещает платформы 16 с позиции на позицию ( очищенная деталь с позиции обработки Б поступает на позицию выгрузки . Следующим поворотом крестовины 22 осуществляют очередное перемещение платформы 6 с позиции на позицию (с позиции в платформа без детали поступит на позицию г для выгрузки из поддона 18 скрапа и шлама, где путем поворота технологической оснастки 18 вокруг шарнира 19 при помощи приводного толкателя 27, производят удаление шлама и скрапа). После завершения операции на позиции Г, а также на остальных позициях поворотом крестовины платформы вновь перемещают с позиции на позицию (с позиции Г платформа поступит на позицию А, для загрузки очередной детали). Выполнение операций на всех позициях совмещено во времени, причем цикл работы установки равен технологическому времени основной операции очистки деталей, штюс время на перемещение опускной секции и поворот крестовины на 90 . Частицы щпама, находящиеся во взвешенном состоянии, при необходимости удаляют из ванны 1 при помощи трубопроводов 29 и насоса, а крупные частицы - скребковым конвейером 30.
51190583
Предлагаемая электрогидравличес- ой позволит в 1,5-2 раза увеличить кая установка по сравнению с извест- ее межремонтный период ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электрогидравлической очистки деталей | 1978 |
|
SU811567A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ ОТЛИВОК | 1984 |
|
SU1236664A1 |
| Технологическая оснастка электрогидравлических установок | 1982 |
|
SU1053383A2 |
| Устройство для укладки плоских изделий стопками в тару | 1980 |
|
SU906798A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |
| Захват крана-штабелера | 1980 |
|
SU903292A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| МАШИНА ДЛЯ АВТОМАТИЗИРОВАННОЙ МОЙКИ КОРПУСОВ БУКС | 2003 |
|
RU2260481C2 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Устройство для перегрузки изделий | 1982 |
|
SU1065316A1 |
УСТА1ЮВ1СА ДОЯ ЭЛЕКТРОП1ДРАВЛИЧЕСКОЙ ОШСТЙ ДЕТАЛЕЙ, содержащая ванну с вертикальными направляющими, установленную на фундаментной раме, кольцевой ходовой путь с приводной, опускной секцией, грузовые платформы с штыревыми упорами и йриводом, выполненным в виде крестовины, на каждом из плеч которой установлен механизм захвата штыревых упоров, технологическую оснастку, установленную на грузовой платформе, механизм перемещения электродов с приводом, гидравлическую систему, о т л и ч а- ю щ а я с я тем, что, с целью повышения надежности, она снабжена механизмом фиксации опускной секцииj выполненным в виде кривошипно-шатунного механизма, соединенного с приводом секции, установленного с возможностью взаимодействия с упором фундаментной рамы, а механизм захвата штыревых упоров выполнен в виде спаренных катW ков с V-образными канавками.
| Авторское свидетельство СССР № 552756, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Установка для электрогидравлической очистки деталей | 1978 |
|
SU811567A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
