Изобретение относится к устройствам для передачи колодок с обувью с одного конвейера на другой при производстве резиновой обуви клеевы способом и касается транспортироваНИН изделий конвейерами.
Цель изобретения. - повышение
надежности передачи изделий типа колодок с обувью за счет предотвращения самопроизвольного их опрокидавания.
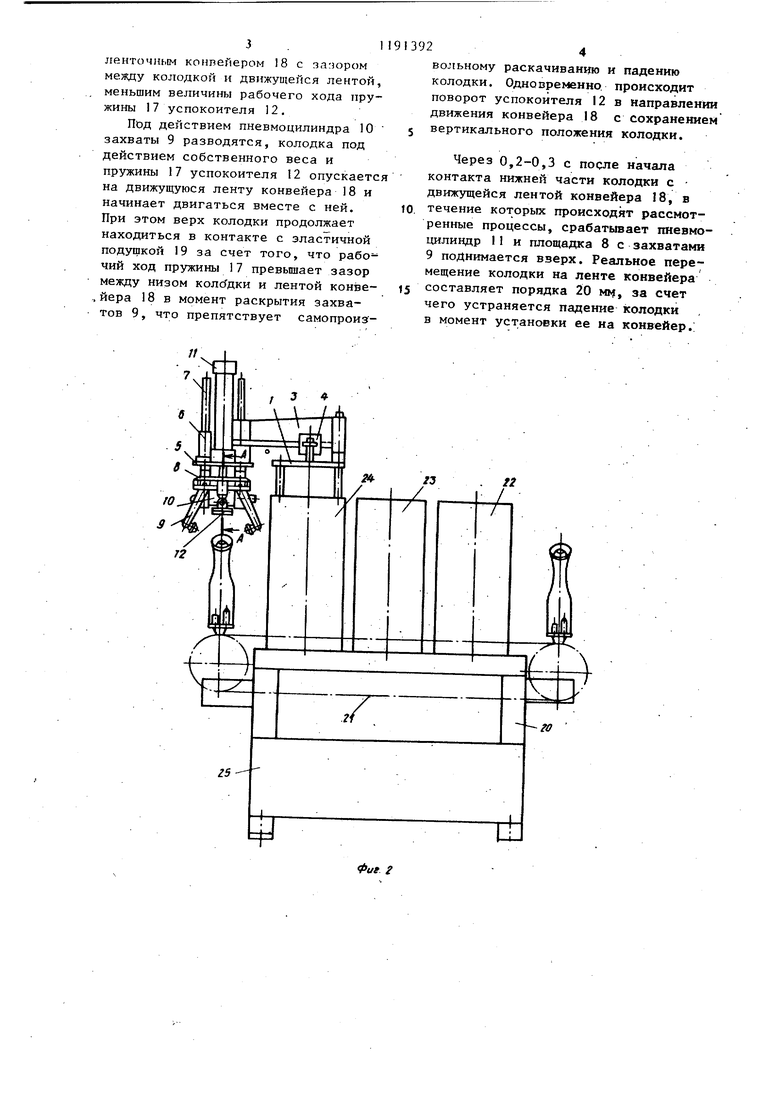
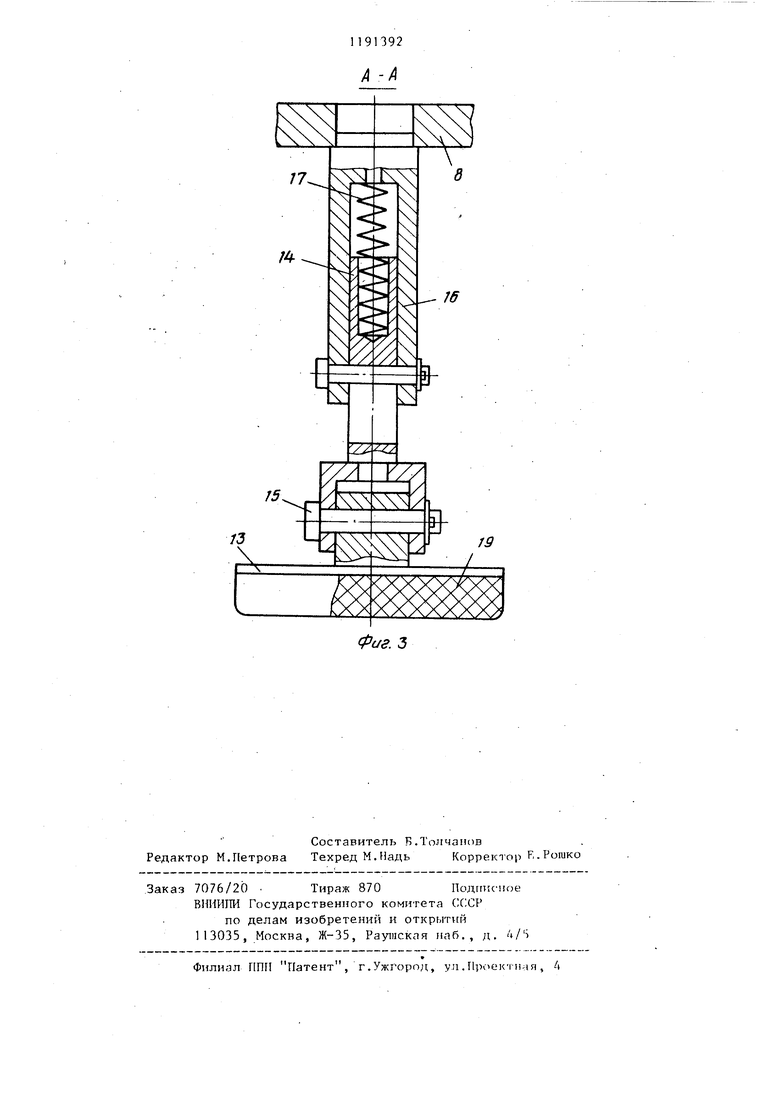
На фиг.1 изображено предлагаемое устройство, вид сверху; на фиг.2 то же, вид сбоку; на фиг.З - сечени А-А на фиг.2.
Устройство для передачи изделий состоит из монтажной плиты.1, на которой закреплены оси двух параллельных рычагов 2 и 3. С рычйгом 3 связан пневмоцилиндр 4 для поворота рычагов 2 и 3 в горизонтальной плоскости. На свободных концах рычагов 2 и 3 шарнирно установлена подвеека 5. На ней жестко закреплены направляющие 6 для стержней 7, на которых жестко закреплена площадка 8. На последней шарнирио установлены захваты 9, связанные с пневмоцилиндрон 10 их перемещения. Площадка 8 закреплена на штоке пневмоцилиндра 11 вертикального перемещения площадки 8 закрепленного на подвеске 5.
Мезкду захватами 9 на площадке В установлен успокоитель 12, который представляет собой пластину 13, щарнирно закрепленную на штоке 14 посредством оси 15.
Шток 14 подвижно установлен во втулке 16, жестко закрепленной на площадке 8. Во втулке 16 установлена пружина 17, взаимодействующая со щто ком 14.,
Рабочий ход пружины 17 превышает зазор между изделием и приемным ленточным конвейером 18 во время установки изделия на него.
На пластине. 13 успокоителя 12 закреплена эластичная подушка 19, обращенная в сторону изделия.
Монтажная плита 1 закреплена на раме 20 пульсирующего подающего конвейера 21, расположенного параллельно приемному непрерывно движущемуся ленточному конвейеру 18. Ось 15 перпендикулярна продольной оси ковейера 18.
Над пульсирующим конвейером 21 расположен по ходу технологическог
процесса ряд технологического обору дования, например устройство 22 для прикатки каблука, устройство 23 для прикатки подошвы, устройства 24 для прикатки ранта и т.д.
Работой пульсирующего конвейера 21 и самого устройства для передачи колодок с этого конвейера на непрерывно движущийся ленточный конве-,йер 18 управляет кулачковьй пневмораспдеделительный. механизм 25, программоносителем которого являетс кулачковый вал. Кулачковый пневмораспределительный механизм 25 смонтрован внутри рамы 20 пульсирующего конвейера 21.
Работа устройства в составе работы автоматической линии для сборки резиновой обуви, осуществляется следующим образом.
Колодки с обувью подаются с ленточного конвейера 18 на пульсирующи конвейер 21, затем колодка проходит все технологические операции: прикатку каблука, прикатку подошвы, прикатку ранта и т.д. и поступает к устройству для передачи ее с пульсируюш.его конвейера 21 на постоянно движущийся ленточный конвейер
В данный момент устройство находится над пульсирующим конвейером 2 Площадка 8 с захватами 9 находится в крайнем верхнем положении, захват 9 разведены.
При срабатывании пневмоцилин дра 11 вертикального перемещения площадка 8 опускается вниз до упора в каблук обуви, при этом эластичная подушка 19 сжимается, облегая каблу пружина 17 сжимается на величину рабочего хода, а захваты 9 под действием пневмоцилиндра 10 сводятся, захватывая колодку с изделием. Далее под действием пневмрцилин- дра 1I вертикального перемещения площадка 8 с захватами 9 и с захваченной колодкой поднимается в крайнее верхнее положение, и включается пневмоцилиндр 4 поворота рычагов 2 и 3. Площадка 8 с колодкой, совершая плоскопараллельное перемещение совместно с рычагами 2 и 3 в сторону движущегося ленточного конвейера 18, останавливается над ним. Под действием пневмоцилиндр гя 1 1 площадка 8 с колодкой опускается в крайнее положение и останавливается над
3 .11
ленточным конвейером 18 с загюром между колодкой и движущейся лентой, меньшим величины рабочего хода пружины 17 успокоителя 12,
Под действием пневмоцилиндра 10 захваты 9 разводятся, колодка под действием собственного веса и пружины 17 успокоителя 12 опускается на движущуюся ленту конвейера 18 и начинает двигаться вместе с ней. При этом верх колодки продолжает находиться в контакте с эластичной подушкой 19 за счет того, что рабочий ход пружины 17 превышает зазор между низом колодки и лентой конве.йера 18 в момент раскрытия захватов 9, что препятствует самопроиз24
вольному раскачиванию и падению колодки. Одновременно происходит поворот успокоителя I2 в направлении движения конвейера 18 с сохранением вертикального положения колодки.
Через 0,2-0,3 с после начала контакта нижней части колодки с движущейся лентой конвейера 18, в
течение которых происходят рассмотренные процессы, срабатывает пневмоцилиндр I1 и площадка 8 с захватами 9 поднимается вверх. Реальное перемещение колодки на ленте конвейера
составляет порядка 20 мм, за счет чего устраняется падение колодки в момент установки ее на конвейер.:
/J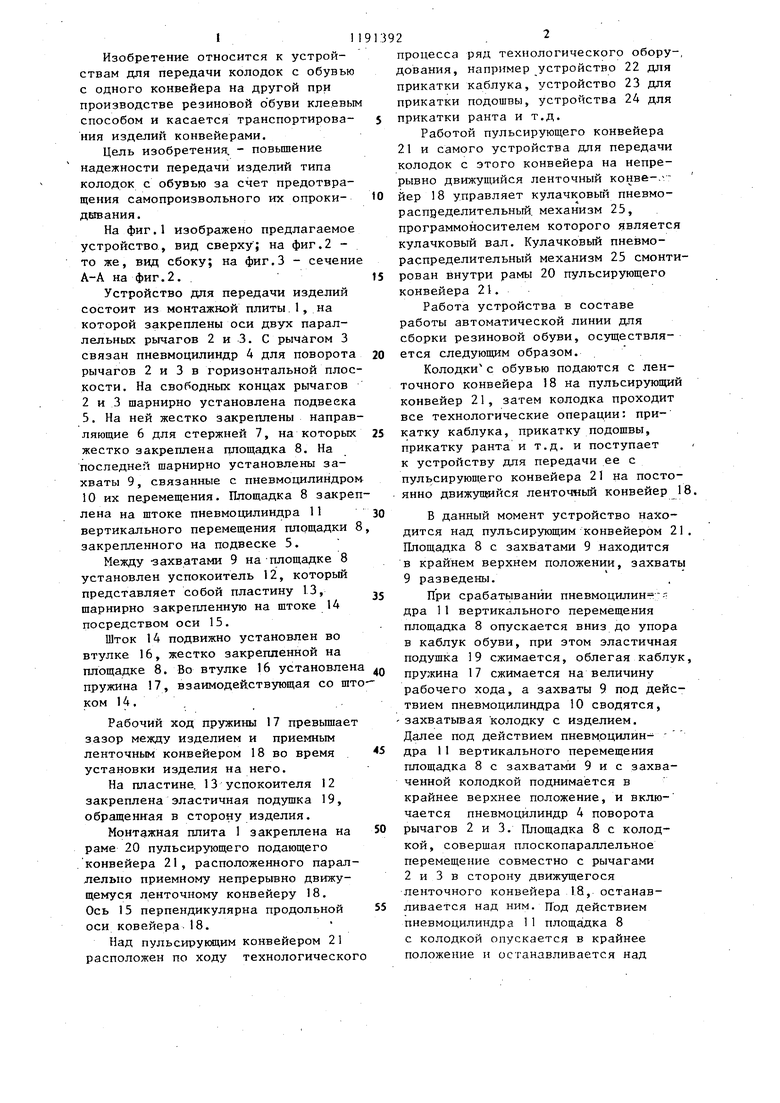
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Устройство для наложения заготовки верха резиновой клееной обуви | 1985 |
|
SU1358916A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| ПРЕСС ДЛЯ РЕМОНТА ОБУВИВСЕСОЮЗНАЯЛЙТЕНТНО-Г>&К1;И^'ЕС11Д1!| | 1972 |
|
SU323117A1 |
| Пресс для приклеивания подошв к обуви | 1989 |
|
SU1666049A1 |
| Устройство для горячей вулканизации резинового низа обуви | 1944 |
|
SU68544A1 |
| Полуавтомат для прикрепления каблуков; к обуви клеевым способом | 1955 |
|
SU105307A1 |
| Устройство для съема обуви с колодки | 1978 |
|
SU795531A1 |
| Линия для формования подошв на голенища обуви | 1985 |
|
SU1512472A3 |
I. УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ИЗДЕЛИЙ С ПОДАМЦЕГО КОНВЕЙЕРА НА ПРИЕМНЫЙ, включающее площадку с установленными на ней захватами,механизмы вертикального и горизонтального перемещений площадки и механизм управления, отличающееся целью повышения надежности передачи изделий типа колодок с обувью за счет предотвращения самопроизволь - ного их опрокидьгеания, оно снабжено размещенным между захватами успокоителем, -выполненном в виде пластины, установленной на площадке посредством подпружиненного по вертикали штока, при этом пластина соединена со штоком посредством оси с возможностью поворота в направлении перемещения приемного конвейера. 2. Устройство по п.1, о т л, и ч а ю щ е с я тем, что пластина с « снабжена эластичной подушкой, установленной с возможностью взаимоW действия с изделиями. t со со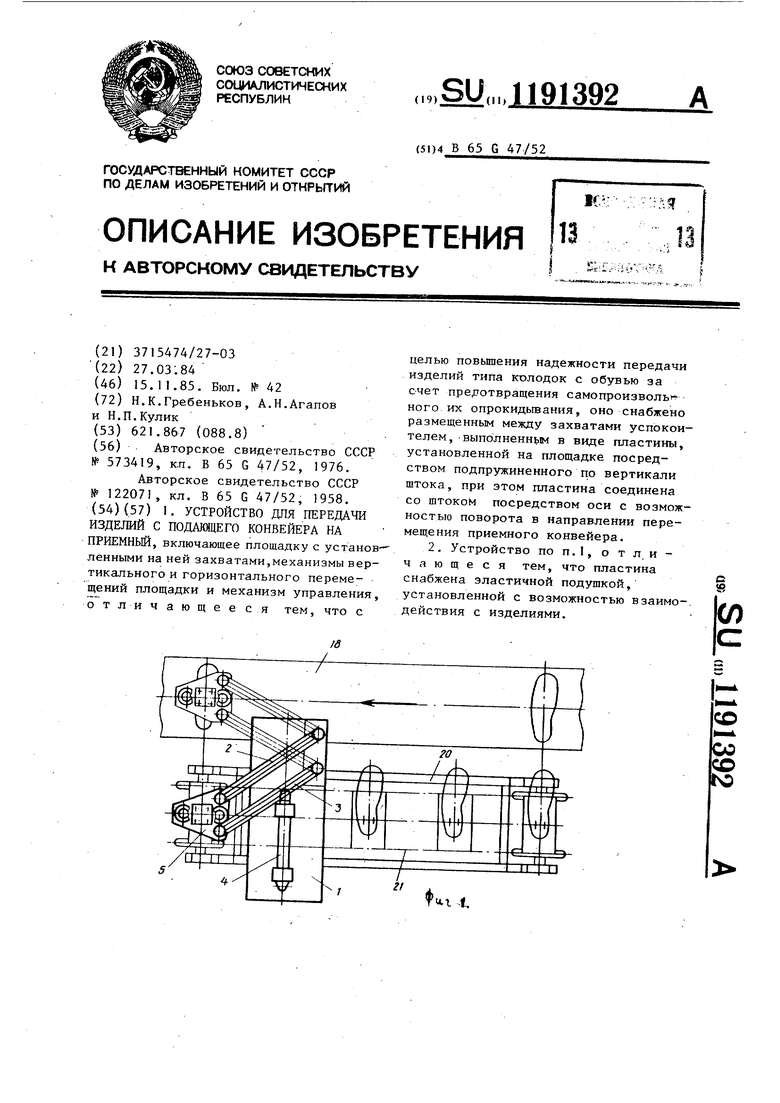
| Устройство для захвата и передачи бутылей с одной транспортной установки на другую | 1973 |
|
SU573419A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
