Изобретение относится к устройствам для последовательного перемещения штучных заготовок между позициями штамповки в многопозиционных штампах на прессах простого действия и на многопозиционных прессахавтоматах и может быть использовано в листоштамповочном производстве при автоматической штампоЬке среднегабаритных листовых деталей сложной формы.
Целью изобретения является расширение номенклатуры перемещаемых заготовок и повьшение точности ориентирования заготовок относительно позиций обработки.
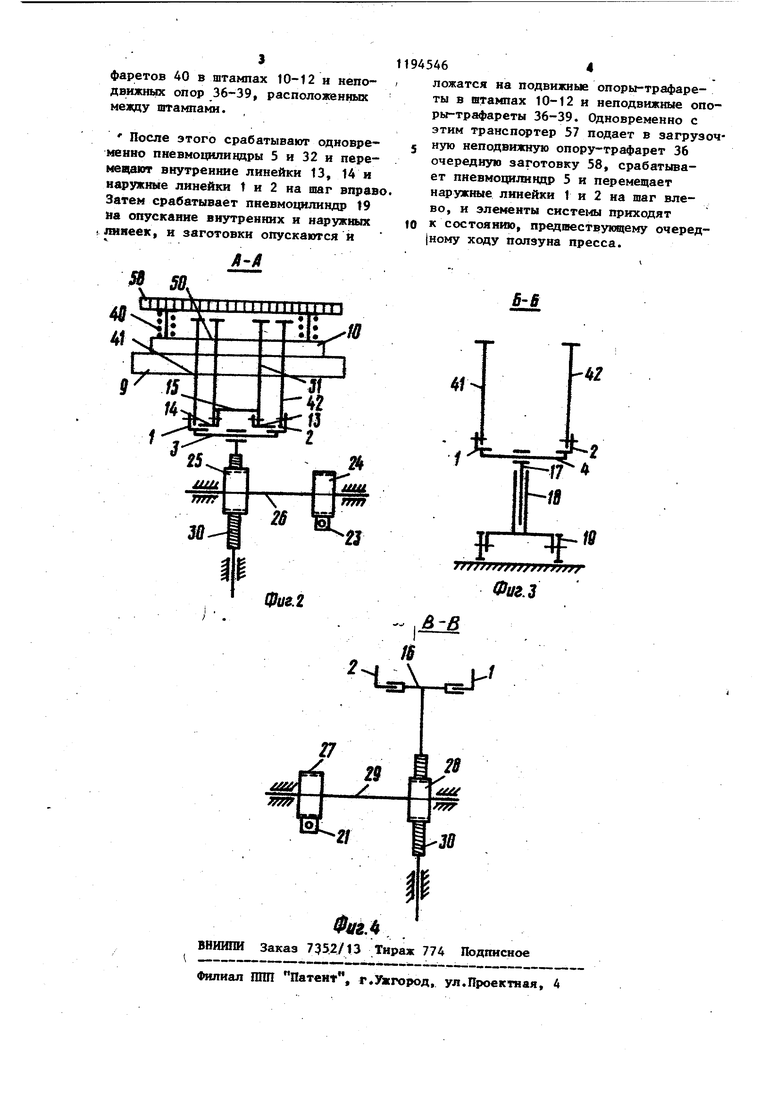
На фиг. 1 изображена схема системы шагового перемещения штучных заготовок; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг, 4 - сечение В-В на фиг. 1.
Система шагового перемещения , штучных заготовок содержит нарзгжные линейки t и 2, жестко связанные меязду собой поперечинами 3 и 4 привод продольного перемещения которых монтируется за пределами стола пресса и является общим для всех блоков штампов, устанавливаемых на стол пресса.
Привод продольного перемещения наружных линеек состоит из пневмоцилйндра 5 двухстороннего действия шток-рейки 6, шестерни 7, кривошипно-шатунного механизма 8. Линейки
Iи 2 смонтированы на монтажной плите 9, где установлены штампы 10,
IIи 12, и две внутренние линейки 13 и 14, проходящие в пазах нижних плит штампов. Внутренние линейки также жестко связаны между собой поперечинами 15 и 16.
Наружные линейки 1 и 2 при помог щи крайней левойпоперечит 4 и штока 17 подвижно в вертикальном направлении соединены с втулкой 18, закрепленной на каретке 19. Внутренние линейки 13 и 14.смонтированы в наружных линейках 1 и 2, как в направляющих и имеют возможность продольного перемещения относительно друг друга. На монтажной плите 9 также смонтирован привод совместного подъема внутренних и наружных линеек, состоящий из пневмоцилиндра 20 двухстороннего действия, штокрейки 21, связанной тягой 22 с рейкой 23, шестерней 24 и 25, закреп194546
ленных на валу 26, шестерней 27
и 28, закрепленных на валу 29, реек 30 и 31, соединенных с поперечина:ми 3 и 16.
Привод горизонтального йёремещения внутренних линеек 13 и 14 состоит из пневмбцилиндра 32 двухстороннего действия, на штоке 33 которого закреплена направляющая втулка 1 34, подвижно соединенная со стержнем 35, закрепленным на поперечине, жестко связывающей внутренние линейки 13 и 14. .
Кроме того, система содержит не- подвижные промежуточные опоры-трафареты 36-39, закрепленные на монтажной плите 9 между штампами 10,
11и 12 на. расстояниях, равных шагу продольного перемещения заготовок. В нижних частях штампов 10, 11 и
12установлены опоры-трафареты 40 для подъема заготовок над уровнем рабочего инструменташтампов.
На наружных линейках 1 и 2 за,. креплены захваты 41-48 t горизонтальными полка1 ш 49, ориентированными в продольном направлении слева направо, а на внутренних линейках
13и 14 закреплены, захваты 50-55 с горизонтальньада полками 56, ориентированные в продольном направлении , справа налево.
Работа системы шагового перемещения штучных заготовок осуществляется следующим образом.
Захваты 50-54 внутренних линеек 13 и 14 и захваты 41-48 наружных линеек 1 и 2 занимают промежуточное положение между штампами 10, 11 и 12 под промежуточными опорами 36-39,
на которых находятся заготовки, другие заготовки в это время обрабатываются в штампах.
При ходе ползуна пресса вверх опоры-трафареты 40, встроенные в
нижние части штампов 10, 11 и 12, поднимают заготовки.
Срабатывает пневмоцилиндр 32 привода продольного перемещения внутренних линеек 13 и 14 и перемещает их
50 на шаг влево, вследствие чего горизонтальные полки 56 захватов 50-55 заходят под заготовки. После захода полок 56 захватов 50-55 под поднятые заготовки срабатывает пневмо55 щшиндр 19 совместного подъема и опускания внутренних линеек 13, 14 и наружньос линеек 1 и 2, и заготовки поднимаются с подвижных опор-трафаретов 40 в штампах 10-12 и неподвижных опор 36-39, расположенных между штампами. После этого срабатывают одновременно пневмоциливдры 5 и 32 и перемещают внутренние линейки 13, 14 и наружные линейки t и 2 на шаг вправ Затем срабатывает пневмоцилиндр t9 на опускание внутренних и наружных линеек, и заготовки опускаются и ... . 464 ложатся на подвиясные опоры-трафареты в штампах 10-12 и неподвижные опоры-трафареты 36-39. Одновременно с этим транспортер 57 подает в загрузочHjrro неподвижнзпо опору-трафарет 36 очередную заготовку 58, срабатывает пневмоцнлнндр 5 и перемещает наружные линейки 1 и 2 на шаг влево, и элементы системы приходят к состоянию, предшествующему очеред|ному ходу ползуна пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный пресс для штамповки деталей | 1988 |
|
SU1542670A1 |
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| Грейферное устройство для перемещения заготовок к многопозиционному прессу | 1986 |
|
SU1349854A1 |
| Грейферное устройство для перемещения штучных заготовок между рабочими позициями многопозиционного штампа | 1990 |
|
SU1731373A1 |
| Устройство для транспортировки штучных заготовок | 1984 |
|
SU1230727A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Грейферный механизм подачи к штампу | 1990 |
|
SU1729664A1 |
СИСТЕМА ШАГОВОГО ПЕРЕМЕЩЕНИЯ ШТУЧНЫХ ЗАГОТОВОК для последовательной многопозиционной штамповки деталей, содержащая две внутренние параллельно расположенные Линейки, подвижные в продольном направлении и снабженные захватами, две наружные параллельно расположенные линейки, подвижные в продольном направлении и снабженные индивидуальными захватами, и привод продольного возвратно-поступательного перемещения наружных линеек, отличающаяся тем, что, с целью расширения номенклатзфы перемещаемых заготовок и повьшения точности ориентирования заготовок относительно позиций обработки, она снабжена приводом продольногр возвратнопоступательного перемещения внутренних линеек, приводом совместного подъема и опускания внутренних и наружных линеек, утапливаемыми подвижными опорами под заготовки, установленными в зонах позиций обработки, и промежуточными неподвижными 9 ko F опорами под. заготовки, расположенными между позициями обработки на расстояниях, равных шагу продольного перемещения заготовки, при этом захваты снабжены опорами-трафаретами.
| Патент США № 4172517, кл.,198/621, В 21 D 43/05, .1980. |
