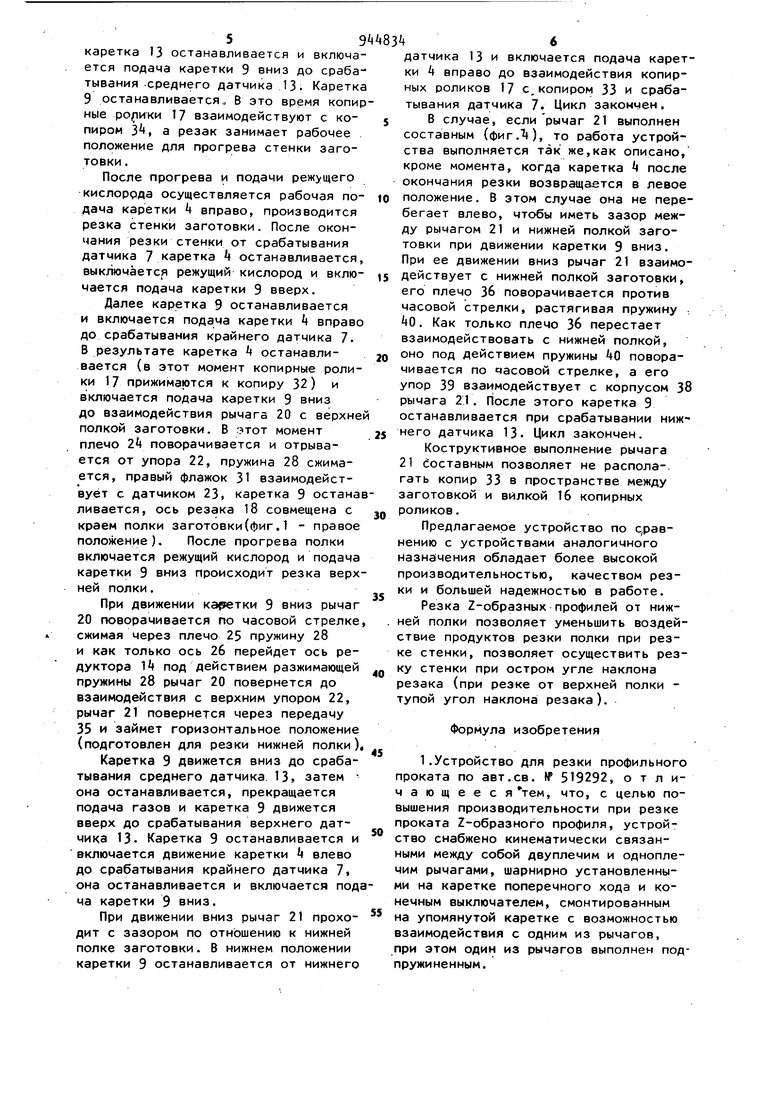
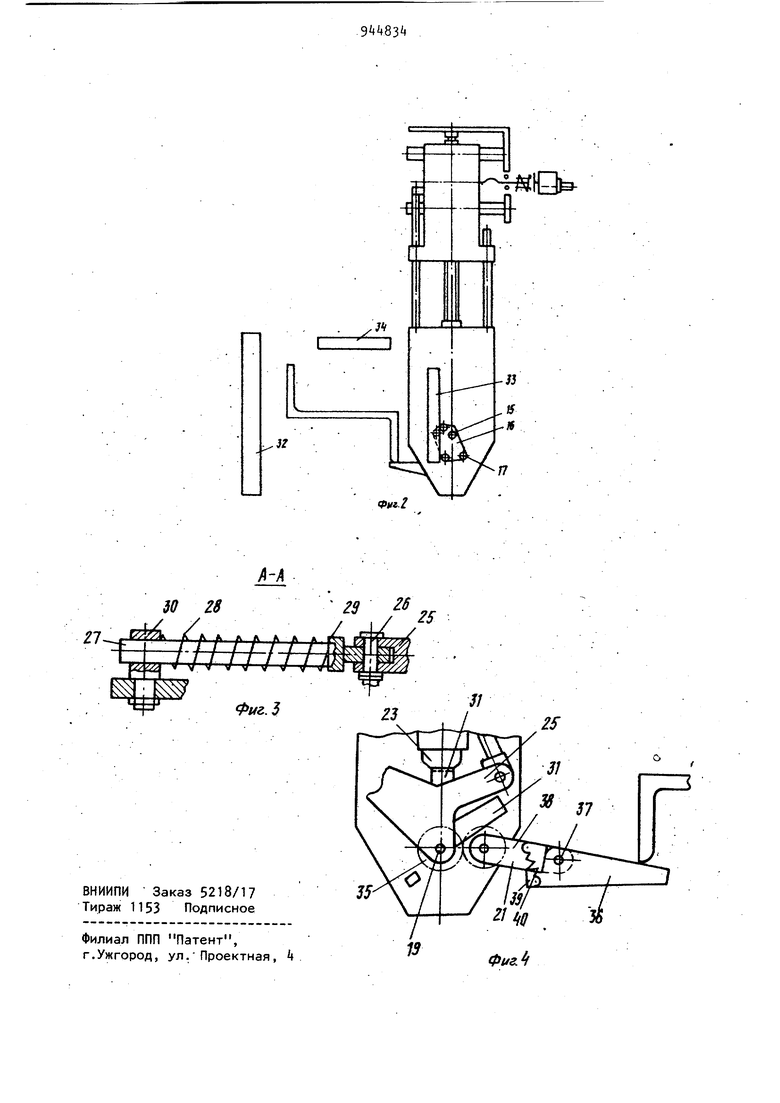
Изобретение относится к газовой резке металлов и предназначено для обрезки торцов балок из профильного проката, например, в вагоностроении. По основному авт. св. № 519292 известно устройство для резки профиль ного проката, содержащее основание с кареткой продольного хода, на которой размещена каретка поперечного хода с резаком, на основании закреплены копи ры, а на каретке поперечного хода уст новлен повышающий редуктор, на входном валу которого смонтирована вилка с четырьмя копирными роликами, попарно размещенными на разных расстояниях от оси вала и взаимодействующими с упомянутыми копирами, при этом резак I закреплен на входном валу редуктораС1}. Однако известное устройство не обес печивает высокую производительность ввиду необходимости ручной настройки резака в начале реза. Цель изобретения - повышение производительности при резке проката Z-обоазного профиля. Указанная цель достигается тем, что устройство снабжено кинематически связанными между собой двуплечим и одноплечим рычагами, шарнирно установленными на каретке поперечного хода, и конечным выключателем, смон- . тированным на упомянутой каретке с : возможностью взаимодействия с одним из рычагов, при этом один из рычагов выполнен подпружиненным; одноплечий рычаг выполнен составным из двух шарнирно связанных между собой и подпружиненных частей, одна из которых снабжена ограничителем,копир установлен на основанной между разрезаемой заготовкой и вилкой с копирными роликами . На фиг.1 по1сазано устройство,вид спереди; на фиг. 2 - то же, вид сзади; на фиг. 3 - сечение А-А на фиг. 1; на 3 . З фиг. k - составной рычаг в начале резки нижней полки. Устройство содержит основание 1, на котором закреплены колонки 2 и электропривод 3. По колонкам 2 перемещается каретка t от электропри вода 3 через предохранительную муфту 5 и винтовую передачу 6. Вдоль колонок 2 расположены датчики 7, которые взаимодействуют с флажком 8 каретки 4., На каретке расположена каретка У поперечного хода, которая перемещается на колонках 10 от электропривода с предохранительной мyфtoй (не показаны) через винтовую передачу 11 На каретке 9 расположены (фиг.1 и 2) фпажок 12, взаимбдействующий с датчиками 13 каретки k и редуктор }kf на входном валу 15 которого зак реплена вилка 16 с копирными ролика ми 17. а на выходном валу - резак 1 На стенке редуктора 14 со сторон резака на осях 19 расположены двуплечий и одноплечий рычаги 20 и 21, упоры 22 и датчик 23. Двуплечий рычат 20 одним плечом 2 взаимодейс вует с верхней полкой профиля., а од ноплечий рычаг 21 - с нижней полкой Плечо 25 рычага 20 соединено шарнир но через ось 26 со штангой 27 (фиг, 1 и З). На штанге 27 расположена пружина 28, нижний конец которой упирается в бурт 29 штанги, а верхний - в палец 30, шарнирно закрепленный в крышке редуктора 1. В пальце 30 выполнено отверстие для размещения и направления штанги 27. На рычаге 20 закреплены флажки 31, взаимодействующие с датчиком 23. Рычаг 20 и резак 18 расположены в разных плоскостях. На основании 1 закреплены вертикальные 32. 33 и горизонтальные 3 копиры. Одноплечий рычаг 21 и двуплечий рычаг 20 соединены между собой кине матически, например зубчатой передачей .35. Одноплечий рычаг 21 может быть вы полнен цельным, в этом случае копир 33 для резки нижней полки профиля должен быть размещен между заготовкой и вилкой копирных роликов 16 (фиг. 2), или составным (фиг. ), в этом случае размещение копира 33 от носительно вилки 1б (слева или спра ва) не имеет значения. Составной рычаг 21 состоит из плеча 36, установленного шарнирно на оси 37 корпуса 33 рычага 21. Рычаг 36 имеет- ограничитель 39, взаимодействующий с корпусом 38, под действием пружины 40. Устройство снабжено системами автоматического зажигания и автоматической подачи газов (не показаны). Устройство работает следующим образом. В исходном положении (фиг.1) каретка 9 находится в нижнем положении, а каретка в крайнем левом положении. Копирные ролики 17 взаимодействуют с левым копиром 33. Правый.рычаг 21 находится в правом положении, а левый рычаг 2k поднят вверх и взаимодействует с упором 22 под действием 28„ Заготовку (Z-образной профиль ) подают зону резки и зажимают. На пульте управления вклю а т кнопку Автоматическая работа. Каретка 9 движется вверх до тех пор, пока рычаг 21 не взаимодействовать с нижней полкой заготовки. В этот момент рычаг 21 поворачивается вокруг оси 19. сжимая пружину 28 и поворачивая рычаг 2А с флажком 31 через передачу 35. Рычаг 2 отрывается от упора 22, а флажок 31 взаимодействует с датчиком 23 и каретка 9 останавливается. Ось резака 18 при этом .проходит через край полки заготовки. Автоматически производится подача смеси газов и ее зажигание, осуществляется прогрев края полки. Затем включается режущий кислород и подача каретки 9 вверх. Происходит резка полки. При каретки 9 вверх рычаг 21 от взаимодействия с полкой пово-; рачивается по часовой стрелке, поворачивая через передачу 35 рычаг 2k против часовой стрелки. Как только ось 26 перейдет ось редуктора Н, плечо 25 под действием разжимающей пружины 28 прижимается к нижнему упору 22,в этот момент рычаги 21 и 2k подготовлены для резки правой верхней полки заготовки (фиг.1 ). После резки нижней полки при срабатывании среднего датчика 13 прекращается подача режущего кислорода. От следующего датчика 13 каретка 9 останавливается и включается движение каретки k вправо до срабатывания промежуточного .датчика 7, после чего 5 каретка 13 останавливается и включа ется подача каретки 9 вниз до сраба тывания среднего датчика 13. Каретк 9 останавливается о В это время копи ные ро(1ики 17 взаимодействуют с копиром З, а резак занимает рабочее положение для прогрева стенки заготовки . После прогрева и подачи режущего кислорода осуществляется рабочая по дача каретки k вправо, производится резка стенки заготовки. После окончания резки стенки от срабатывания датчика 7 каретка останавливается выключается режущий кислород и вклю чается подача каретки 9 вверх. Далее каретка 9 останавливается и включается подача каретки Ц вправо до срабатывания крайнего датчика 7. В результате каретка j останавливается (в этот момент копирные ролики 17 прижимаются к копиру 32) и выключается подача каретки 9 вниз до взаимодействия рычага 20 с верхне полкой заготовки. В этот момент плечо 2 поворачивается и отрывается от упора 22, пружина 28 сжимается, правый флажок 31 взаимодействует с датчиком 23) каретка 9 остана ливается, ось резака 18 совмещена с краем полки заготовки(фиг.1 - правое положение). После прогрева полки включается режущий кислород и подача каретки 9 вниз происходит резка верх ней полки. При движении каретки 9 вниз рычаг 20 поворачивается по часовой стрелке сжимая через плечо 25 пружину 28 и как только ось 2б перейдет ось редуктора V под действием разжимающей пружины 28 рычаг 20 повернется до взаимодействия с верхним упором 22, рычаг 21 повернется через передачу 35 и займет горизонтальное положение (подготовлен для резки нижней полки Каретка 9 движется вниз до срабатывания среднего датчика 13, затем она останавливается, прекращается подача газов и каретка 9 движется вверх до срабатывания верхнего датчика 13. Каретка 9 останавливается и включается движение каретки влево до срабатывания крайнего датчика 7. она останавливается и включается под ча каретки 9 вниз. При движении вниз рычаг 21 прохо
дит с зазором по отношению к нижней полке заготовки. В нижнем положении каретки 9 останавливается от нижнего
взаимодействия с одним из рычагов, при этом один из рычагов выполнен подпружиненным. датчика 13 и включается подача каретки 4 вправо до взаимодействия копирных роликов 17 с,копиром 33 и срабатывания датчика 7. Цикл закончен. В случае, если рычаг 21 выполнен составным (фиг.Ц), то работа устройства выполняется так же,как описано, кроме момента, когда каретка k после окончания резки возвращается в левое положение. В этом случае она не перебегает влево, чтобы иметь зазор между рычагом 21 и нижней полкой заготовки при движении каретки 9 вниз. При ее движении вниз рычаг 21 взаимодействует с нижней полкой заготовки, его плечо Зб поворачивается против часовой стрелки, растягивая пружину tO. Как только плечо 36 перестает взаимодействовать с нижней полкой, оно под действием пружины 0 поворачивается по часовой стрелке, а его упор 39 взаимодействует с корпусом 38 рычага 21. После этого каретка 9 останавливается при срабатывании нижнего датчика 13. Цикл закончен. Коструктивное выполнение рычага 21 Составным позволяет не распола-. гать копир 33 в пространстве между заготовкой и вилкой 16 копирных роликов. Предлагаемое устройство по с,равнению с устройствами аналогичного назначения обладает более высокой производительностью, качеством резки и большей надежностью в работе. Резка Z-образных профилей от нижней полки позволяет уменьшить воздействие продуктов резки полки при резке стенки, позволяет осуществить резку стенки при остром угле наклона резака (при резке от верхней полки тупой угол наклона резака). Формула изобретения 1.Устройство для резки профильного проката по авт.св. № 519292, о т л ич а ю щ е е с , что, с целью повышения производительности при резке проката Z-образного профиля, устройство снабжено кинематически связанными между собой двуплечим и одноплечим рычагами, шарнирно установленными на каретке поперечного хода и конечным выключателем, смонтированным на упомянутой каретке с возможностью 2.Устройство по п.1, о т л и ч аю щ е е с я тем, что одноплечий рычаг выполнен составным из двух шарнирно связанных между собой и подпружиненных частей, одна из которых снабжена ограничителем . 3.Устройство по П.1, от ли ч аю щ е е с я тем, что копир установлен на основании между разрезаемой заготовкой и вилкой с копирными роликами, Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 519292, кл. В 23 К 7/Oi, 02.01.7 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки профильного проката | 1978 |
|
SU740427A1 |
| Устройство для резки профильного проката | 1978 |
|
SU774842A2 |
| Устройство для резки профильного проката | 1978 |
|
SU766779A2 |
| Устройство для резки профильного проката | 1981 |
|
SU967708A1 |
| Устройство для резки профильного проката | 1985 |
|
SU1299724A1 |
| Устройство для резки профильного проката | 1980 |
|
SU941049A1 |
| Устройство для резки профильного проката | 1984 |
|
SU1194619A1 |
| Устройство для резки профильного проката | 1974 |
|
SU519292A1 |
| Устройство для резки профильного проката | 1989 |
|
SU1710244A1 |
| Стенд для вырезки клиньев из профильного проката | 1977 |
|
SU659305A1 |
Фп.2
