1
Изобретение относится к газовой резке металлов и предназначено для обрезки торцов балок из профильного проката, например, в вагоностроении и является усовершенствованием уст- 5 ройства по авт. св. № 519292.
Устройство по авт.св. 519292 выполнено в виде основания с кареткой продольного хода, на которой раз- 10 мецена каретка поперечного хода с резаком, на основании закреплены копиры, а на каретке поперечного хода установлены повышающий редуктор, на входном BcUiy которого смонтирована 5 вилка с четырьмя копирными роликами, попарно размещенными на разных расстояниях от оси вала и взаимодействующими с упомянутымикопирами, при этом резак закреплен на выходном валу ре- 20 дуктора fl .
Необходимое для работы усилие прижатия копирных роликов к соответствующим копирам создает значительные и 25 неравномерные нагрузки на узлы устройства и при резке имеет место вибрация резака с частотой 3-5 Гц, а на обрабатываемом торце образуются периодичейкие неровности с шагом 1-3 мм в JQ
зависимости oi скорости резки, что снижает качество обработки.
Целью дополнительного изобретения является повышение качества обработки.
Указанная цель достигается тем, что устройство снабжено размещенными на основании с возможностью- взаимодействия с кареткой продольного хода регулируемыми упорами и направляюь ей, а каретка поперечного хода снабжена дополнительным копирным роликом, установленным с возможностью настроечного перемещения относительно вилки и взаимодействующим с упомянутой направляющей .
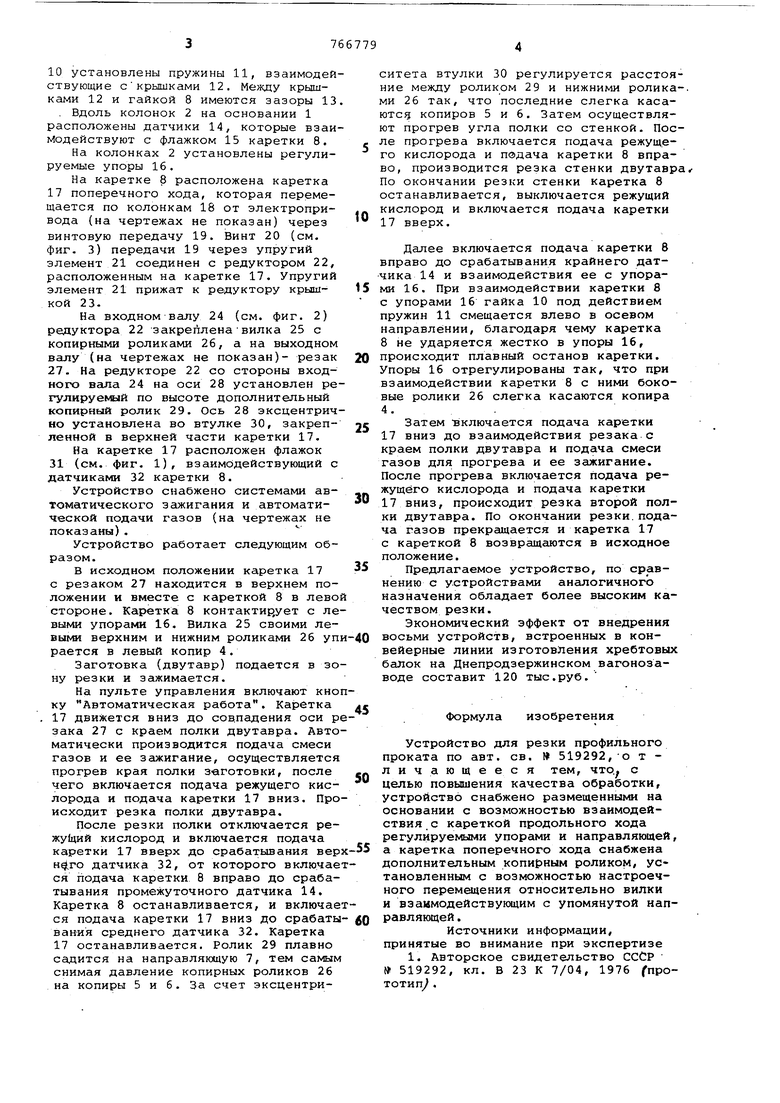
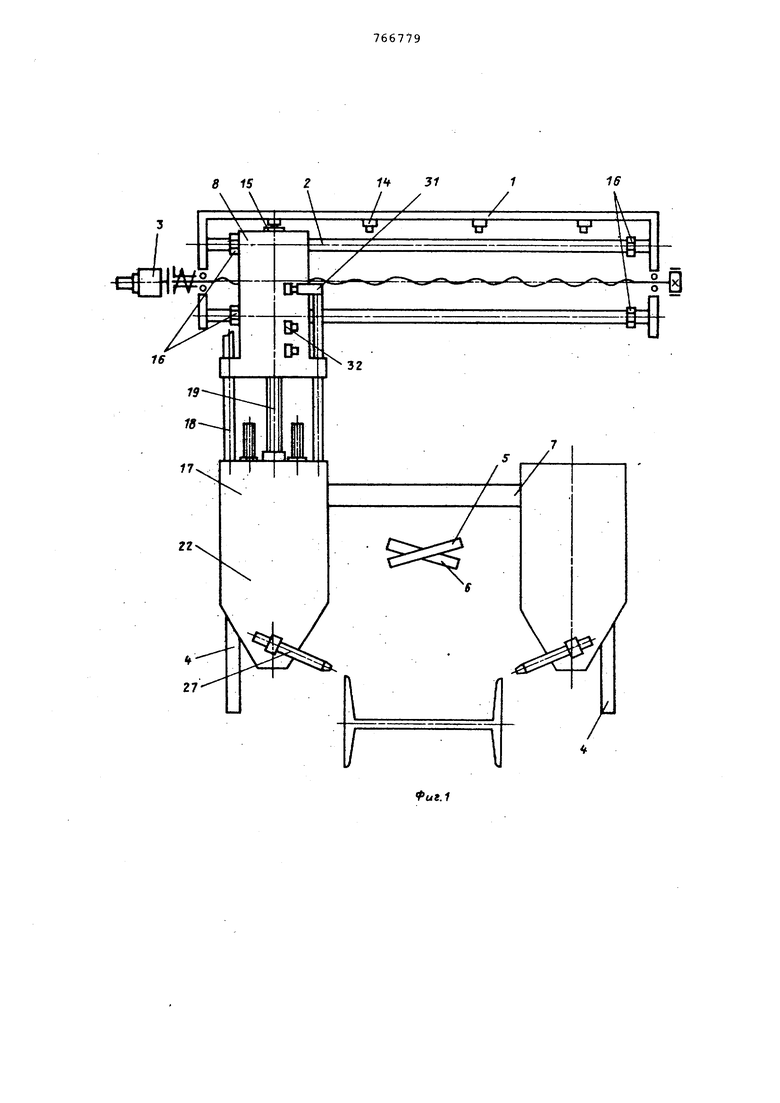
На фиг. 1 схематично показано устройство, вид. спереди} на фиг. 2 - то же, вид сзади на фиг.
-сечение А-А на фиг. 2; на фиг.
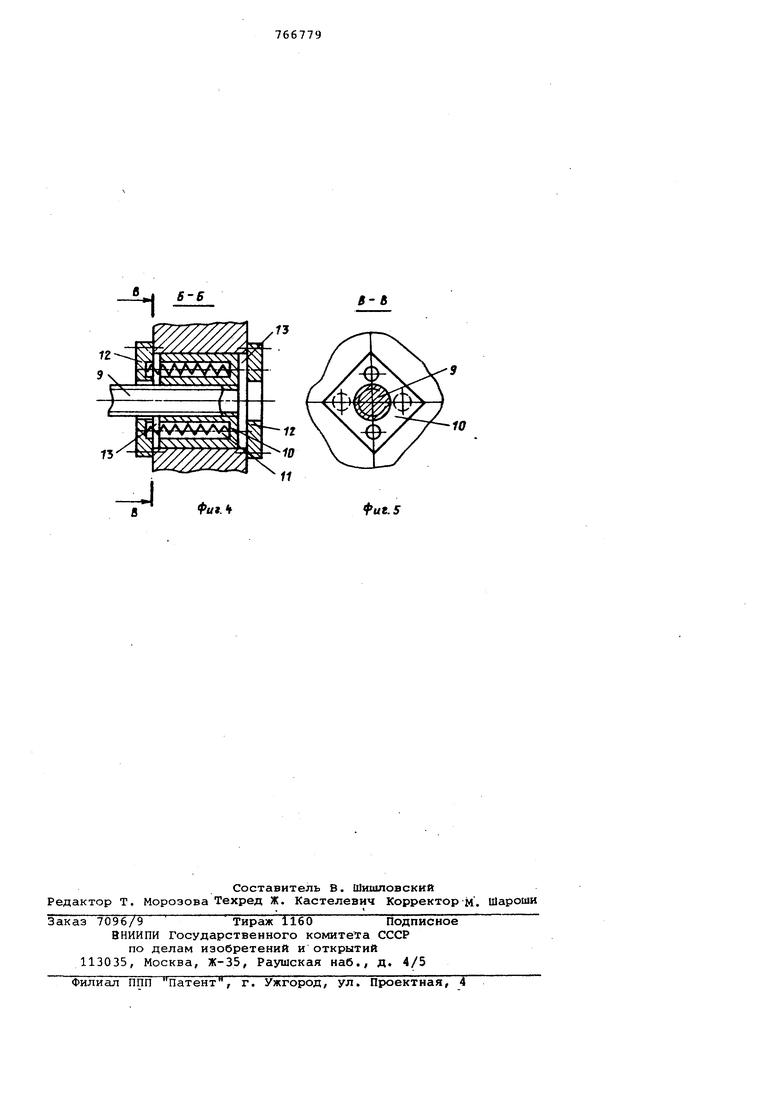
-сечение Б-Б на фиг. 2; на фиг.
5 - сечение В-В на фиг. 4.
На основании 1 закреплены колонки 2, злектропривод 3, вертикальные 4, горизонтальные 5 и 6 копиры и направляющая 7. По колонкам 2 перемещается каретка 8 продольного хода. Движение каретке 8 передается от привода 3 через винтовую передачу, состоящую из винта 9 и гайки 10. В гнездах гайки 10 установлены пружины 11, взаимодей ствующие скрышками 12. Между крышками 12 и гайкой 8 имеются зазоры 13 . Вдоль колонок 2 на основании 1 расположены датчики 14, которые взаи модействуют с флажком 15 каретки 8. На колонках 2 установлены регулируемые упоры 16. На каретке 8 расположена каретка 17 поперечного хода, которая перемещается по колонкам 18 от электропривода {на чертежах не показан) через винтовую передачу 19. Винт 20 (см. фиг. 3) передачи 19 через упругий элемент 21 соединен с редуктором 22, расположенным на каретке 17. Упругий элемент 21 прижат к редуктору крышкой 23. На входном валу 24 (см. фиг. 2) редуктора 22 закрепленавилка 25 с копирными роликами 26, а на выходном валу (на чертежах не показан)- резак 27. На редукторе 22 со стороны входного вала 24 на оси 28 установлен ре гулируе№лй по высоте дополнительный копирный ролик 29. Ось 28 эксцентрич но установлена во втулке 30, закрепленной в верхней части каретки 17. На каретке 17 расположен флажок 31 (см. фиг. 1), взаимодействующий с датчиками 32 каретки 8. Устройство снабжено системами автоматического Зс1жигания и автоматической подачи газов (на чертежах не показаны). Устройство работает следующим образом. В исходном положении каретка 17 с резаком 27 находится в верхнем положении и вместе с кареткой 8 в лево стороне. Каретка 8 контактир.ует с ле выми упорами 16. Вилка 25 своими левыми верхним и нижним роликами 26 уп рается в левый копир 4. Заготовка (двутавр) подается в зо ну резки и зажимается. На пульте управления включают кно ку Автоматическая работа. Каретка . 17 движется вниз до совпадения оси р зака 27 с краем полки двутавра. Авто матически производится подача смеси газов и ее зажигание, осуществляется прогрев края полки заготовки, после чего включается подача режущего кислорода и подача каретки 17 вниз. Про исходит резка полки двутавра. После резки полки отключается режу1ций кислород и включается подача каретки 17 вверх до срабатывания вер датчика 32, от которого включае ся подача каретки 8 вправо до срабатывания промежуточного датчика 14. Каретка 8 останавливается, и включае ся подача каретки 17 вниз до срабаты вания среднего датчика 32. Каретка 17 останавливается. Ролик 29 плавно садится на направляющую 7, тем самым снимая давление копирных роликов 26 на копиры 5 и 6. За счет эксцентриситета втулки 30 регулируется расстояние между роликом 29 и нижними ролика-. ми 26 так, что последние слегка касаютсд копиров 5 и 6. Затем осуществляют прогрев угла полки со стенкой. После прогрева включается подача режущего кислорода и подача каретки 8 вправо, производится резка стенки двутавра По окончании резки стенки каретка 8 останавливается, выключается режущий кислород и включается подача каретки 17 вверх. Далее включается подача каретки 8 вправо до срабатывания крайнего датчика 14 и взаимодействия ее с упорами 16. При взаимодействии каретки 8 с упорами 16 гайка 10 под действием пружин 11 смещается влево в осевом направлении, благодаря чему каретка 8 не ударяется жестко в упоры 16, происходит плавный останов каретки. Упоры 16 отрегулированы так, что при взаимодействии каретки 8 с ними боковые ролики 26 слегка касаются копира 4. . . Затем включается подача каретки 17 вниз до взаимодействия резака с краем полки двутавра и подача смеси газов для прогрева и ее зажигание. После прогрева включается подача режущего кислорода и подача каретки 17 вниз, происходит резка второй полки двутавра. По окончании резки.подача газов прекращается и каретка 17 с кареткой 8 возвращаются в исходное положение. Предлагаемое устройство, по сравнению с устройствами аналогичного назначения обладает более высоким качеством резки. Экономический эффект от внедрения восьми устройств, встроенных в конвейерные линии изготовления хребтовых балок на Днепродзержинском вагонозаводе составит 120 тыс.руб. Формула изобретения Устройство для резки профильного проката по авт. св. 519292,-о т личающееся тем, что. с целью повышения качества обработки, устройство снабжено размещенными на основании с возможностью взаимодействия с кареткой продольного хода регулируемыми упорс1ми и направляющей, а каретка поперечного хода снабжена дополнительным копи)ным роликом, установленным с возможностью настроечного перемещения относительно вилки и взаимодействующим с упомянутой направляющей . Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 519292, кл. В 23 К 7/04, 1976 fnpoтотип . 8 1S
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки профильного проката | 1978 |
|
SU774842A2 |
| Устройство для резки профильного проката | 1978 |
|
SU740427A1 |
| Устройство для резки профильного проката | 1980 |
|
SU944834A2 |
| Устройство для резки профильного проката | 1980 |
|
SU941049A1 |
| Устройство для резки профильного проката | 1984 |
|
SU1194619A1 |
| Устройство для резки профильного проката | 1974 |
|
SU519292A1 |
| Устройство для резки профильного проката | 1981 |
|
SU967708A1 |
| Устройство для резки профильного проката | 1985 |
|
SU1299724A1 |
| Стенд для газовой резки профильногопРОКАТА | 1979 |
|
SU812458A1 |
| Устройство для резки профильного проката | 1989 |
|
SU1710244A1 |
tut.t
В- В
ut.S
