1
Изобретение относится к газовой резке металлов и предназначено для обрезки торцов белок из профильного проката.
Известно устройство для резки про-5 «Сильного проката по авт.св.№ 519292, содержащее основание с кареткой продольного хода, на которой размещена каретка поперечного хода с резаком, на основании закреплены копиры, а на fO каретке поперечного хода установлен повышающий редуктор, на входном валу которого смонтирована вилка с четырьмя копирными роликами, попарно размещенными на разных расстояниях оси вала и взаимодействующими с упомянутыми копирами, при этом резак закреплен на выходном валу редуктора 1.
Это устройство недостаточно надеж-20 но, так как при холостых переходах резака от одного элемента к другому, когда вилка не взаимодействует ни с одним из копиров, резак вместе с вилкой может развернуться под деист- 25 вием силы упругости и веса рукавов, подсоединенных к резаку для подачи газов. Вследствие разворота резака вилка может занимать неопределенное положение. При взаимодействии с го- ЗО
ризонтальными копирами .при резке стенки двутавра она может взаимодействовать с ними не нижними роликами, а верхним и нижним или только одним нижним. Резак в этом случае развернется в нерабочее положение и резка стенки не начнется. Это также может привести к поломкам подшипников копирных роликов и узлов редуктора.
Целью изобретения является повышение надежности,
Указанная цель достигается тем, что устройство снабжено дополнительным копиро л, размещенным на основании с возможностью взаимодействия с копирными роликами, и механизмом фиксации вилки, расположенным на каретке поперечного хода.
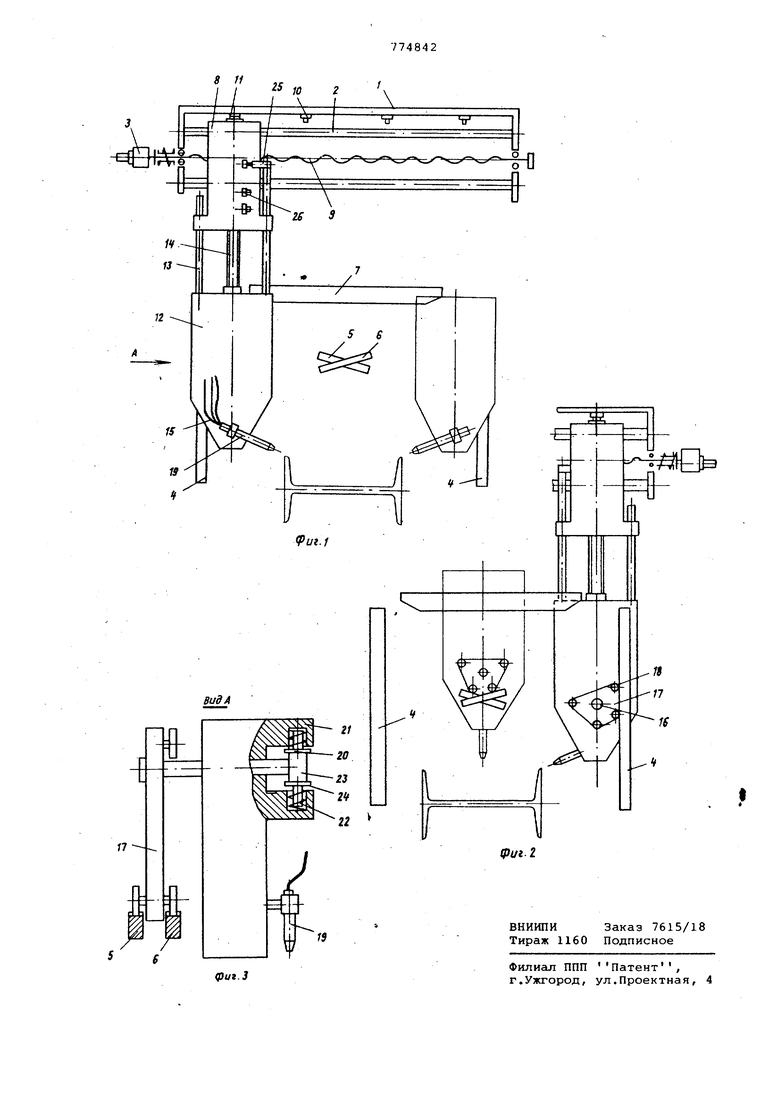
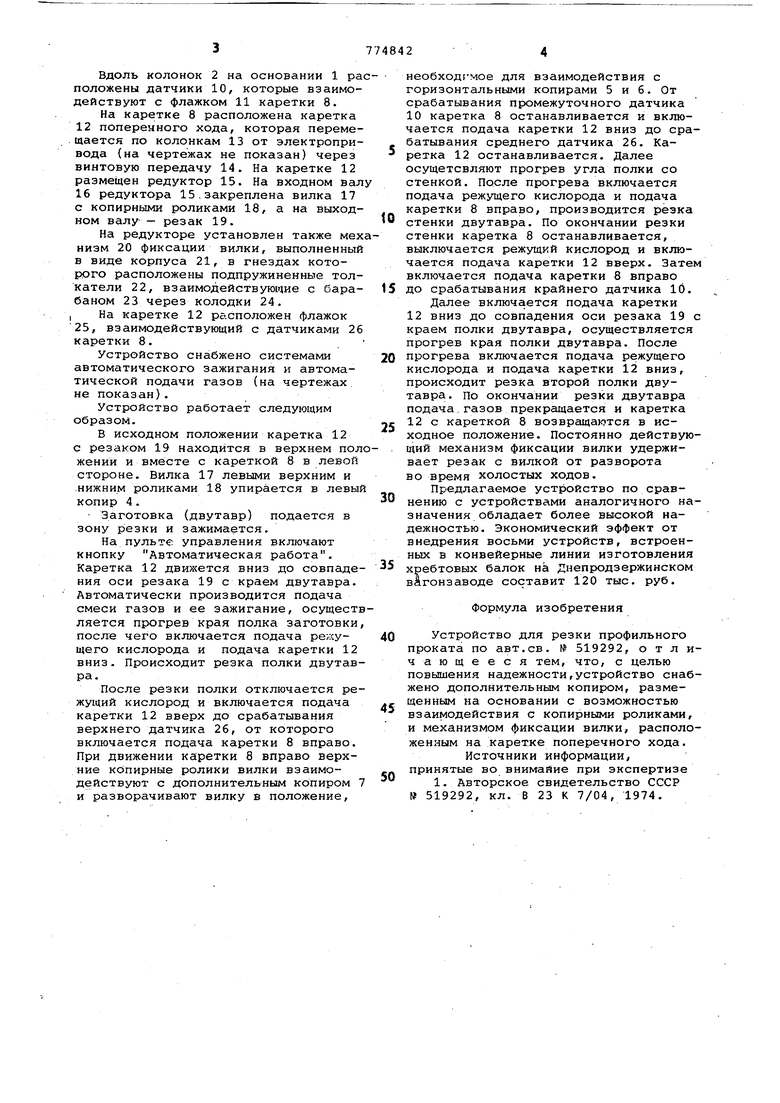
На фиг. 1 схематично показано устройство, вид спереди; на фиг. 2 - то же, вид сзади; на фиг. 3 - вид по стрелке А на фиг. 1.
На основании 1 закреплены колонки 2, электропривод 3, вертикальные 4, горизонтальные 5 и 6 и дополнительный 7 копиры. По колонкам 2 перемещается каретка 8 продольного хода. Движение каретки 8 передается от привода 3 через винтовую передачу 9.,t
Вдоль колонок 2 на основании 1 раположены датчики 10, которые взаимодействуют с флажком 11 каретки 8.
На каретке 8 расположена каретка 12 поперенного хода, которая перемещается по колонкам 13 от электропривода (на чертежах не показан) через винтовую передачу 14. На каретке 12 размещен редуктор 15. На входном вал 16 редуктора 15.закреплена вилка 17 с копирными роликами 18, а на выходном валу - резак 19.
На редукторе установлен также мехнизм 20 фиксации вилки, выполненный в виде корпуса 21, в гнездах которого расположены подпружиненные толкатели 22, взаимодействующие с барабаном 23 через колодки 24. I На каретке 12 рб.сположен флажок 25, взаимодействующий с датчиками 26 каретки 8.
Устройство снабжено системами автоматического зажигания и автоматической подачи газов (на чертежах не показан).
Устройство работает следующим образом.
В исходном положении каретка 12 с резаком 19 находится в верхнем полжении и вместе с кареткой 8 в левой стороне. Вилка 17 левыми верхним и .нижним роликами 18 упирается в левый копир 4.
Заготовка (двутавр) подается в зону резки и зажимается.
На пульте управления включают кнопку Автоматическая работа. Каретка 12 вниз до совпадения оси резака 19 с краем двутавра. Автоматически производится подача смеси газов и ее зажигание, осуществляется прогрев края полка заготовки, после чего включается подача режущего кислорода и подача каретки 12 вниз. Происходит резка полки двутавра.
После резки полки отключается режущий кислород и включается подача каретки 12 вверх до срабатывания верхнего датчика 26, от которого включается подача каретки 8 вправо. При движении каретки 8 вправо верхние кОпирные ролики вилки взаимодействуют с дополнительным копиром 7 и разворачивают вилку в положение.
необходсмое для взаимодействия с горизонтальными копирами 5 и 6. От срабатывания промежуточного датчика 10 каретка 8 останавливается и включается подача каретки 12 вниз до срабатывания среднего датчика 26. Каретка 12 останавливается. Далее осущетсвляют прогрев угла полки со стенкой. После прогрева включается подача режущего кислорода и подача каретки 8 вправо, производится резка стенки двутавра. По окончании резки стенки каретка 8 останавливается, выключается режущий кислород и включается подача каретки 12 вверх. Зате включается подача каретки 8 вправо до срабатывания крайнего датчика 10.
Далее включается подача каретки 12 вниз до совпадения оси резака 19 краем полки двутавра, осуществляется прогрев края полки двутавра. После прогрева включается подача режущего кислорода и подача каретки 12 вниз, происходит резка второй полки двутавра. По окончании резки двутавра подача.газов прекращается и каретка 12 с кареткой 8 возвращаются в исходное положение. Постоянно действующий механизм фиксации вилки удерживает резак с вилкой от разворота во время холостых ходов.
Предлагаемое устройство по сравнению с устройствами аналогичного назначения, обладает более высокой надежностью. Экономический эффект от внедрения восьми устройств, встроенных в конвейерные линии изготовления хребтовых балок на Днепродзержинском вагонзаводе составит 120 тыс. руб.
Формула изобретения
Устройство для резки профильного проката по авт.св. № 519292, отличающееся тем, что, с целью повышения надежности,устройство снабжено дополнительным копиром, размещенным на основании с возможностью взаимодействия с копирными роликами, и механизмом фиксации вилки, расположенным на каретке поперечного хода.
Источники информации, принятые во внимайие при экспертизе
1. Авторское свидетельство СССР № 519292, кл. В 23 К 7/04, 1974.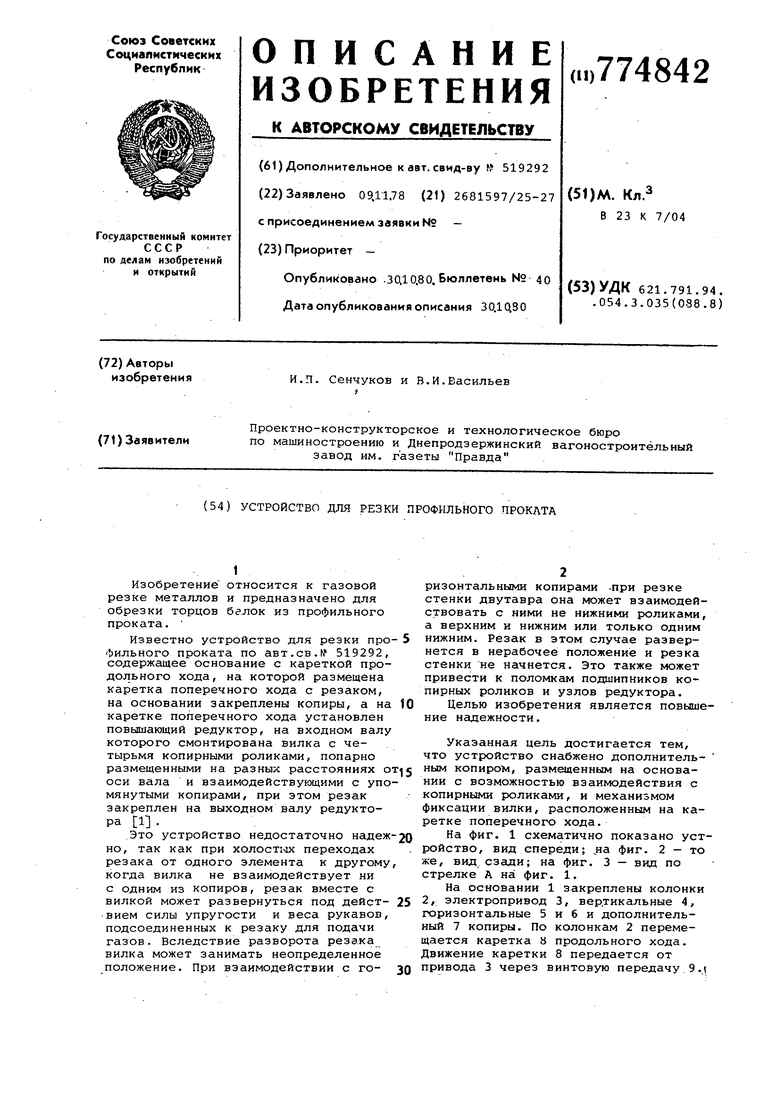
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки профильного проката | 1978 |
|
SU766779A2 |
| Устройство для резки профильного проката | 1978 |
|
SU740427A1 |
| Устройство для резки профильного проката | 1980 |
|
SU944834A2 |
| Устройство для резки профильного проката | 1980 |
|
SU941049A1 |
| Устройство для резки профильного проката | 1984 |
|
SU1194619A1 |
| Устройство для резки профильного проката | 1974 |
|
SU519292A1 |
| Устройство для резки профильного проката | 1981 |
|
SU967708A1 |
| Устройство для резки профильного проката | 1985 |
|
SU1299724A1 |
| Устройство для резки профильного проката | 1989 |
|
SU1710244A1 |
| Стенд для вырезки клиньев из профильного проката | 1977 |
|
SU659305A1 |