Изобретение относится к перемещению обрабатываемой детали, в частности листовых заготовок, из магазина и иодачи их на рабочую позицию охвата автоматического манипулятора или в рабочую зону оборудования.
Цель изобретения - рас1нирение технологических возможностей устройства путем обеспечения выдачи деталей разной толщины.
На фиг. 1 изображено предлагаемое устройство, обигий вид; на фиг. 2 - то же, положение толкате.чя; на фиг. 3 - сечение А-А iia фиг. 1.
Устройство для попггучной выдачи деталей содержит трубчатый магазин 1, открытый снизу в сторону выдачи деталей 2 на высоту одной детали, поддон 3, имеющий сквозной паз Н1ириной И, корпус 4 с нилипдрами 5 и 6, поршни 7 и 8 поступатол| ного движения, связанные общим HITOKOM 9, дополнительный поршень 10 с 1нт(жом 11, коаксиально расположенный внутри иггока 9, возвратную нружину 12, палец 13, закрепленный на пггоке 11, Н1ибер 14, устаповлепный на оси 15, закре.нлепной на штоке 9. и имеющий наклонный паз 16, к который входит палец 13. На HJTOKC 9 закреплен неподвижный унор 17, а в 1нибер 14 ввернут регулировочный унор 18. На цилиндре расположен регулируемый дроссель 19, порщень 7 уступом 20 образует разделепные возду1нпые нолости 21 и 22.
Устройство работает следующим образом.
Воздух подается через регулируемый дроссель 19 в полость 21 цилиндра 5 и одновременно в по.юсть 22, заетавляя перемещаться поршень 7 поступательного движения вправо. При этом поршень 10 под действием давления также перемещается вправо и сжимает пружину 12. Перемени ние дополнительного норшня 10 происходит быстрее порщпя 7, что достигается регулировкой дросселя 19. Кроме того, инерционность и -еопротивлепие неремеиюпию норшпей 7 и 8 и ujTOKa 9 е размещенным внут)и его приводом шибера 14 значительно больще инерционности и сопротивления перемещению подвижных частей нор1ння 10 и связанного с ним 1пибера, что также увеличивает разницу в скоростях перемещения поршней 7 и 10.
В результате, нрактичееки мгновенно, палец 13, закрепленный на HJTOKC 11 дополнител1)Ного поршня 10, взаимодействуя с 11аклонн1)1м пазом 16 и ибера 14, иоЕЮрачивает ei4j против часовой стрелки вокруг оси 15, закреп-ленпой на нггоке 9. При зтом Н1ибер 14 унирается регулирО1Ючным упором 18 в унор 17, устапов.чепп1 1Й на щтоке 9. fi результате нп|бер выетунает па величину h над 1лоскост|,к) поддона 3, которая может регулироваться унором 18 в зависимости о1 1о,;||ципы деталей 2.
По мере наполнения полости цилиндра 5 через j4poccc,nb 19 п)оисходит медленное переменимте порн1ня 7 внраво до тех пор, пока уступ 20 не выходит из нолости 22, тогда скорость наполнения аи:1иидра 5 уве.щчиваетси за счет открьггия доиолнитсл1)иой ма1ис|-рали, кроме дросселя 19, и взведенный нп1бер быстро псремени1ется порн1нем 7 из ноложения I в положещ1е И, прота.1кивая деталь 2 в зону захвата ее манипуля1Ч)ром. и вся остави1аяся стс)пка деталей .южптся на ноддон 3.
Прп подаче давления в цилиндр ( поЛОСТ1) цн,1индра о сообп1ается с атмос(5ерой. Под действием возвратной пружины 12 норщень И) уходит и через шток 11 и палец 13 в()зврап1ает 1нпбер в исходное иоложение, поворачивая его по часовой стрелке. Далее поршень 8 перемепшет шток 9 влево. Шибер 14 свободно проходит под стопкой деталей 2, лежащих на поддопе 3, не задевая их.
Таким образом, происходит автоматический взвод п1ибера и 1я 1талкивание деталей из ма1азина при подаче воздуха в ци.П1НДР Г) и сброс его при подаче воздуха в цилипд) (), при этом детали все время остаются на поддоне. При переходе к подаче партии деталей другой то.ицины достаточно заменить ма|-азин 1 и отрегулировать упором 18 необходимую величину вь1ступанпя шибера над плоскоет1 ю поддона.
Фиг. 2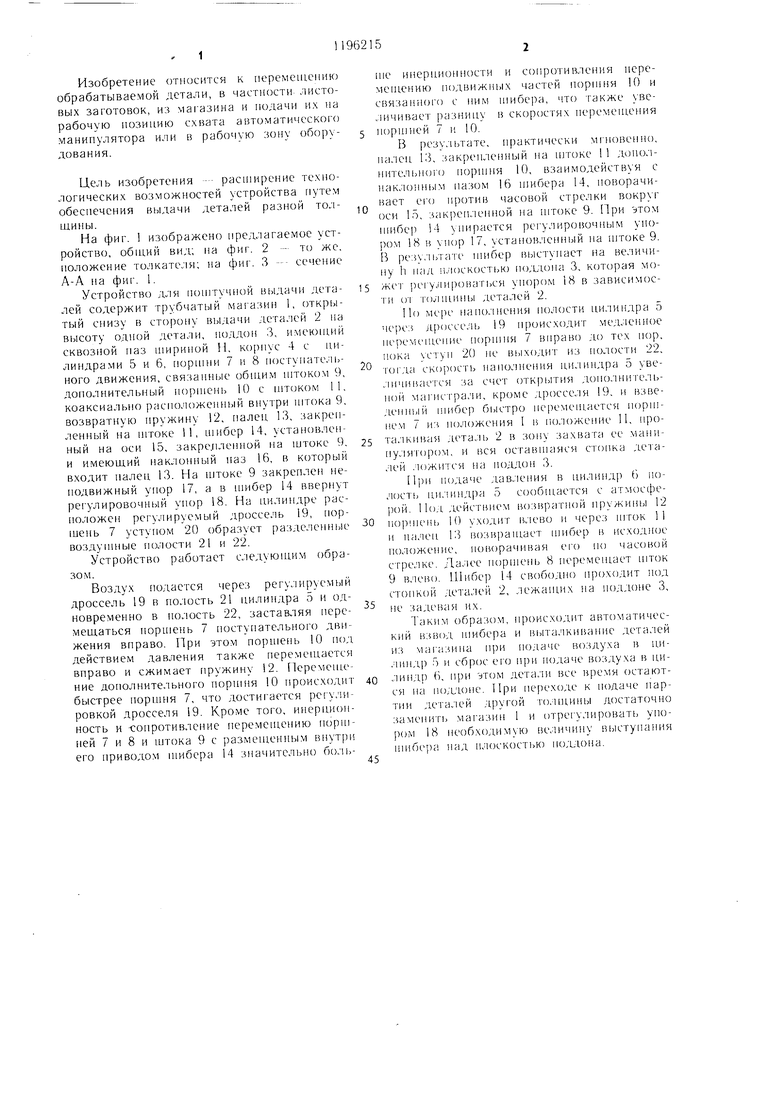
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический пневмопривод | 1979 |
|
SU787743A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |
| Загрузочное устройство | 1987 |
|
SU1437184A1 |
| Загрузочное устройство | 1990 |
|
SU1745514A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Устройство для поштучной выдачи деталей из стопы | 1984 |
|
SU1286324A1 |
| Загрузочное устройство | 1985 |
|
SU1306686A1 |
| Загрузочное устройство | 1979 |
|
SU979076A1 |

УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК, содержжиес магазин с поддоном и толкатель, выполненный в виде поворотной собачки, расно.юженной с возможностью возвратно-ностунательного переменхення от силового цилнидра, отличающееся тем, что, с иел|,1о расширения техно.;к)гнческих возможностей, стройство снабжеио .механизмом у1лс)вого новорота собачки, вынолненным в виде регу.1ируемо1Ч) унора, жестко закрепленного на собачке, BiiicTyna, размещенного иа штоке силового цн.индра с возможностью взаимодействия с регулируемым унором, паза, выиолненного на собачке, и пальца, жестко зак)еи.1енного на HITOKC дополнительно введенного в устройство силового цилиндра с возможностью 1}заимодействия с пазом, нри этом ИГРОК доно.11Н1тельного цилинд1)а разметен коаксиально внутри Н1тока основного цилиндра. € (Л со О5 ю ел иг. 1
фиг. 3
| Загрузочное устройство | 1981 |
|
SU1000221A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
