:0
о: со
00 О5
1
Изобретение относится к машиностроению и может быть применено, в частности, при высокочастотной термической обработке металлических изделий. ...
Целью изобретения является уменьшение энергозатрат и повышение производительности термообработки изделий.
Наличие колпака вокруг нагреваемого изделия позволяет задержать пары масла, выделяющиеся в начальный момент нагрева, изделия, контактируемого с маслрм, и образовать паровую оболочку вокруг изделия. Теплопроводность паров масла во много раз ниже теплопроводности масла, поэтому энергозатраты на нагрев изделия значительно меньше. В связи с этим от одного и того же преобразователя высокой частоты можно одновременно производить термообработку нескольких изделий, т.е. повысить производительность.
Пример. Проводят термообраг ботку изделий в виде цилиндра jJ1530 мм из стали АУГТ.
В емкости с маслом устанавливают спрейер и над ним соосно индуктор, внутри которого расположен колпак из кварцевого стекла. Под колпак помещают .металлическую заготовку, подключают индуктор к источнику тока высокой частоты, нагревая заго963862 .
товку до температуры кипения масла. После заполнения полости колпака парами масла заготовку извлекают. Термообрабатываемое изделие транспортируют под колпак, подключают индуктор к источнику тока высокой частоты и нагревает изделие до 1000°С за 3 с. Опускают изделие в зоне спрейера, охлаждая в течение
О 3 с, при расходе масла 0,4 м/с м , затем опускают изделие ниже спрейера и выдерживают в масле 5 с, после чего изделие извлекают.
Для сравнения аналогично выполняют термообработку таких же изделий известным способом.
Результаты (средние значения за 10 опытов) термообработки приведены в таблице..
Как видно из таблицы, механические свойства изделий, термообработанных предлагаемым способом, не уступают свойствам изделий, термо25 обработанных известным способом, а затраты энергии в 12 раз меньше (в 6 раз меньшая мощность и в 2 раза меньшая длительность).
30 Это позволяет от одного преобразователя, мощностью 60 кВт одновременно производить термообработку шести изделий, т.е. увеличить производительность в 6 раз.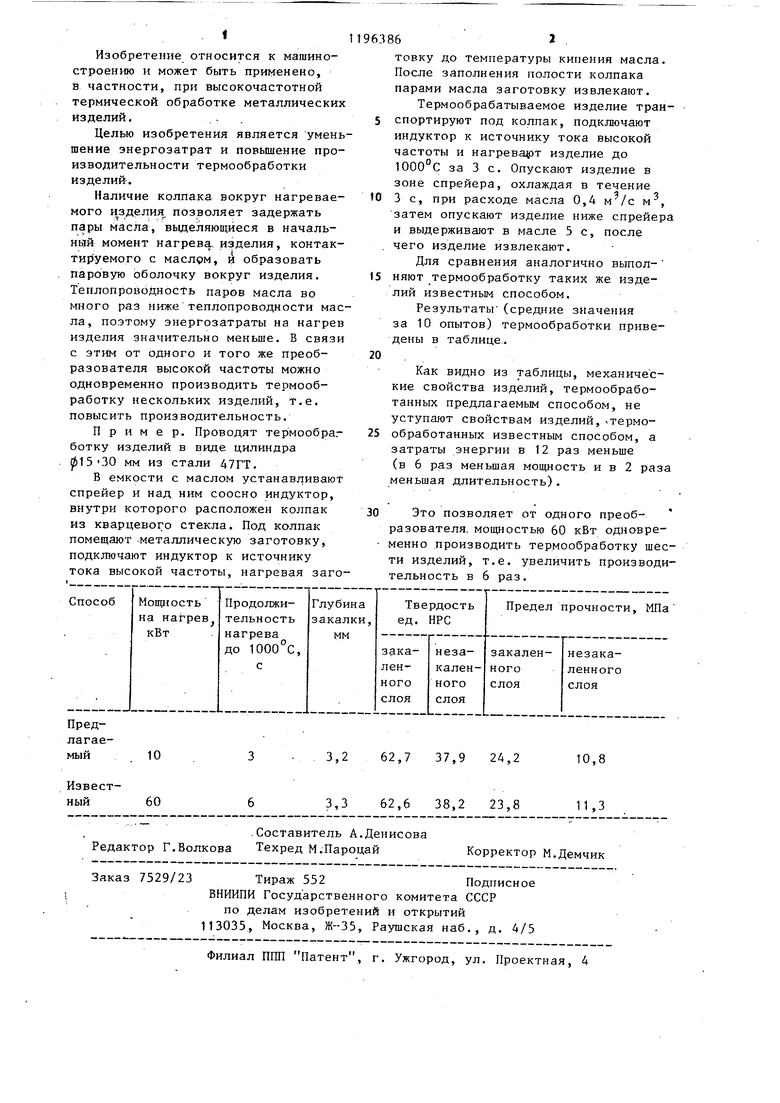
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термообработки плоских деталей | 1988 |
|
SU1615195A1 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2002 |
|
RU2215595C1 |
| ИНДУКЦИОННОЕ УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ С ИХ ВРАЩЕНИЕМ | 2010 |
|
RU2464323C2 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2039420C1 |
| Способ индукционного термического упрочнения остряков стрелочных переводов и установка для его осуществления | 2022 |
|
RU2794329C1 |
| СТВОЛ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ХОЛОДНОГО РАДИАЛЬНОГО ОБЖАТИЯ, И СПОСОБ ЕГО МЕСТНОЙ ЗАКАЛКИ | 2012 |
|
RU2498185C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2000 |
|
RU2160791C1 |
| Способ термической обработки крупномодульных зубчатых колес | 1989 |
|
SU1638182A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2018 |
|
RU2704951C1 |
СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, включающий нагрев их токами высокой частоты и охлаждение масляным душем лод слоем масла, отличаю щи йс я тем, что, с целью уменьшения энергозатрат и повьшгения производительности, во время нагрева изделие располагают под колпаком из изоляционного жаропрочного материала.
| Головин Г.Ф | |||
| Замяткин М.М | |||
| Высокочастотная термическая обработка | |||
| М.: Машиностроение, 1968, с | |||
| Кулисный парораспределительный механизм | 1920 |
|
SU177A1 |
