Jr iUJi-ii
ч A I I « «т
/у
се
оо
IsD
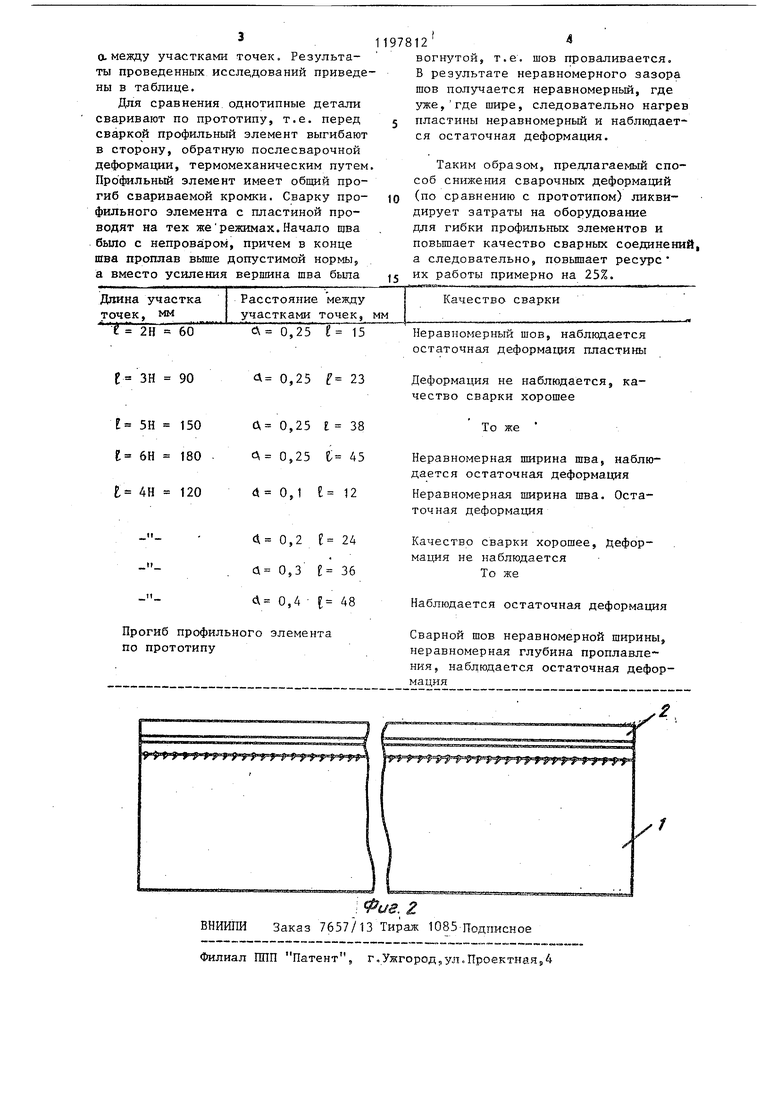
«« « Изобретение относится к сварке, в частности к способам снижения сварочных .г еформаций при сварке тонколистовых элементов с жестким каркасом Чуголком, тавриком), и может быть использовано в различных отраслях промышленности. - Цел-ь изобретения - снижение трудоемкости, .ц .повышение качества длин номерных сва.рньгх соединений. Поставленная щель достигается тем, что согласно способу снижения сварочных деформаций деформацию, обратную сварочной, создают в свариваемой кромке профильного элемента в виде ряда нескольких повторяющихся прогибов путем постановки на кромке профильного элемента, противоположной свариваемой, прерывистого ряда сварных точек, состоящего из участков длиной, равной 3-5 ширины полки профильного элемента, и с расстоянием между участками точек, равным 0,2-0,3 их длины На фиг. 1 изображена схема предлягаемого способа; на фиг. 2 сварное соединение, выполненное предлагаемым способом. Способ осуществляют следу ош;им образом. Перед приваркой листовой длинйо мерной пластины 1 к профильному элементу 2 на кромку 3, противополо ную свариваемой кромке 4 профильног элемента 2 наносят с помощью аргоно дуговой горелки (не показана) сваро ные точки 5. Режим для сварочных то чек подбирают экспериментально с расчетом прогрева всей толщины металла кромки 3. Сварочные точки 5 наносят на кромку 3 на расстоянии от ее торца, обеспечивакщим отсутст вие опавлёния края кромки. Сварочны точки ставят прерьшистым рядом. Дли каждого участка точек равна t (3-5) Н, где Н - ширина полки профильного элемента. Жесткость пол ки проф.Ш1ьного элемента зависит от ее ширины, толщины и марки материала. Марка материала и толщина учиты ваются при разогреве точками полки на всю ширину, а ширину полки учитывают при выборе длины участков точек. Как показали эксперименты, длина ряда точек меньше ЗН не обеспечивает необходимой величины выгиб этого участка профильного элемента т.е. выгиб его значительно меньше. 122 а длина точек больше 5Н вызывает выгиб участка полки с величиной прО гиба, больше допустимого инструкцией зазора при сварке, что снижает качество сварных соединений. Участка сварочных точек 5 длиной 6 ставят на кромку 3 с разрывом СХ (0,2-0,3)Е между участками. Разрыв между участкаьш точек необходим для деформирования кромки отдельными прогибами (дугами). При л меньше 0-, 2 деформация кромки получается сплошной, что снижает качество сварных соединений. При Л больше 0,3 больЕше участки полки остаются без обратного прогиба и при сварке полки с пластиной в последней наблюдались остаточные деформации. Деформация в отдельных прогибов кромки 3 профильного элемента 2 вызывает ответную деформацию кромки 4. Таким образом, свариваемая кромка 4 профильного элемента 2 имеет перед сваркой деформацию в виде ряда прогибов со знаком, обратным сварочной деформации. После приварки к такому профилю пластины, в последней остаточной деформации не наблюдается. , Пример, Автоматической аргоно-дуговой сваркой сваривают детали из сплава АМг-б (тавровый профиль с шириной полки Н 30 мм, толпщной 2,0 мм и длиной 1000 мм с длинномерной пластиной размером 1,0.200 : 1000 мм). Перед сваркой на свариваемой полке профиля создают деформацию, обратную сварочной, в виде ряда повторяющр хся прогибов. Для создания этой деформации на полке, противоположной свариваемой, проставляют сварочные точки с условием прогрева всей металла. Расстояние между каждой точкой выбирают таким, чтобы зоны термического влияния не перекрывали одна другую. Точки ставят на токе J 50 А. Длина участка точек равна f 4-11 4 - 30 120 мм. Расстояние между участками равно с 0,2 0,2120 24 мм. Затем проводят сварку профиля с пластиной на режиме: , 65 А, Mg 10 В, 15 м/ч. После сварки остаточной деформации не наблюдается, пла.тина - плоская. Сварку профильного элемента с листовой пластиной проводят при различных величинах длины t участков точек и с различными расстояниями
OLмежду участками точек. Результаты проведенных иссле;дований приведены в таблице.
Для сравнения однотипные детали сваривают по прототипу, т.е. перед сваркой профильный элемент выгибают в сторону, обратную послесварочной деформации, термомеханическим путем Профильный элемент имеет общий прогиб свариваемой кромки. Сварку профильного элемента с пластиной проводят на тех жережимах.Начало щва было с непроваром, причем в конце шва проплав выше допустимой нормы, а вместо усиления вершина шва была
1197812
вогнутой, т.е. шов проваливается. В результате неравномерного зазора шов получается неравномерный, где уже,где шире, следовательно нагрев 5 пластины неравномерный и наблюдается остаточная деформация.
Таким образом, предлагаемый способ снижения сварочных деформаций (по сравнению с прототипом) ликвидирует затраты на оборудование для гибки профильных элементов и повышает качество сварных соединений, а следовательно, повьш1ает ресурс их работы примерно на 25%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ снижения сварочных деформаций длинномерных стыковых соединений в листовых конструкциях | 1985 |
|
SU1279777A1 |
| Способ сварки круговых соединений в листовых конструкциях | 1985 |
|
SU1274886A1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ В ТОРОИДАЛЬНЫХ КОНСТРУКЦИЯХ ОБОЛОЧКОВОГО ТИПА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2313433C1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| Способ сварки кольцевых швов оболочковых конструкций | 1983 |
|
SU1159740A1 |
| Способ сварки | 1986 |
|
SU1400831A1 |
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
| Способ дуговой сварки стыковых соединений | 1981 |
|
SU1039666A1 |
| Способ сварки плавлением | 1982 |
|
SU1109274A1 |
| Способ уменьшения сварочных деформаций и напряжений | 1989 |
|
SU1729720A1 |
СПОСОБ СНИЖЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ при сварке встык тонкого листа с профильным элементом. при котором перед сваркой в профильном элементе создают деформацию прогиба, обратную сварочной, отличающийся тем, что, с целью снижения трудоемкости и повьшения качества длинномерных сварных соединений,.деформацию прогиба создают путем постановки на кромку профильного элемента, противоположную свариваемой, прерывистого ряда сварных точек, с длиной каждого участка, равной 3-5 ширины полки профильного элемента, и с растоянием между участками точек, равным 0,2-0,3 их длины. с g (Л
а 0,25 23
ЗН 90
5Н 150
( 0,25 I 38
c 0,25 t 45 6Н 180
4 0,1 е 12
4Н 120
ci 0,2 Е 24 й 0,3 1 36 4 0,4 1 48
Прогиб профильного элемента по прототипу
| iyi4|( ly llJjF-J -J iy r-(KiaJ - -ifjpei
остаточная деформация пластины
Деформация не наблюдается, качество сварки хорошее
То же
Неравномерная ширина шва, наблюдается остаточная деформация
Неравномерная ширина шва. Остаточная деформация
Качество сварки хорошее, деформация не наблюдается То же
Наблюдается остаточная деформация
Сварной шов неравномерной ширины, неравномерная глубина проплавления, наблюдается остаточная деформация
°rf °ryf-
Tf
| Сварка в машиностроении./Справочник под ред | |||
| д-ра техн | |||
| наук проф | |||
| В.А.Винокурова, 1979, т.Ш , с | |||
| Гидравлический подъемник | 1922 |
|
SU389A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| То же, с | |||
| Переносный ветряный двигатель | 1922 |
|
SU384A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
