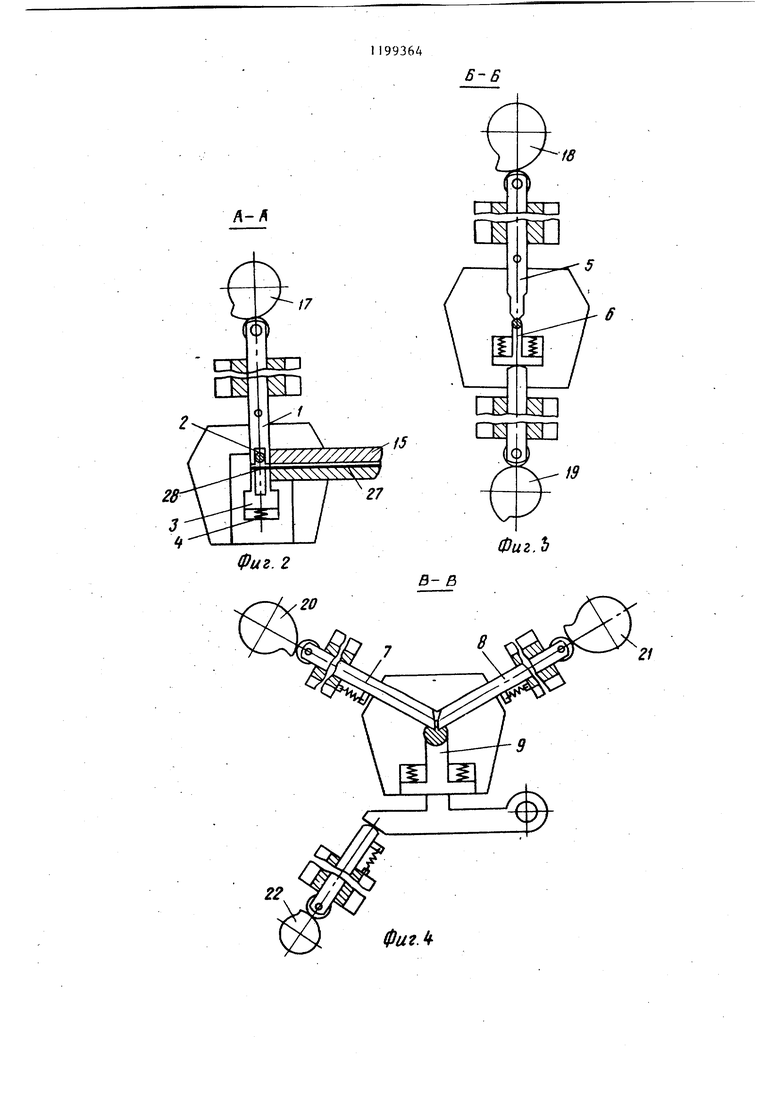
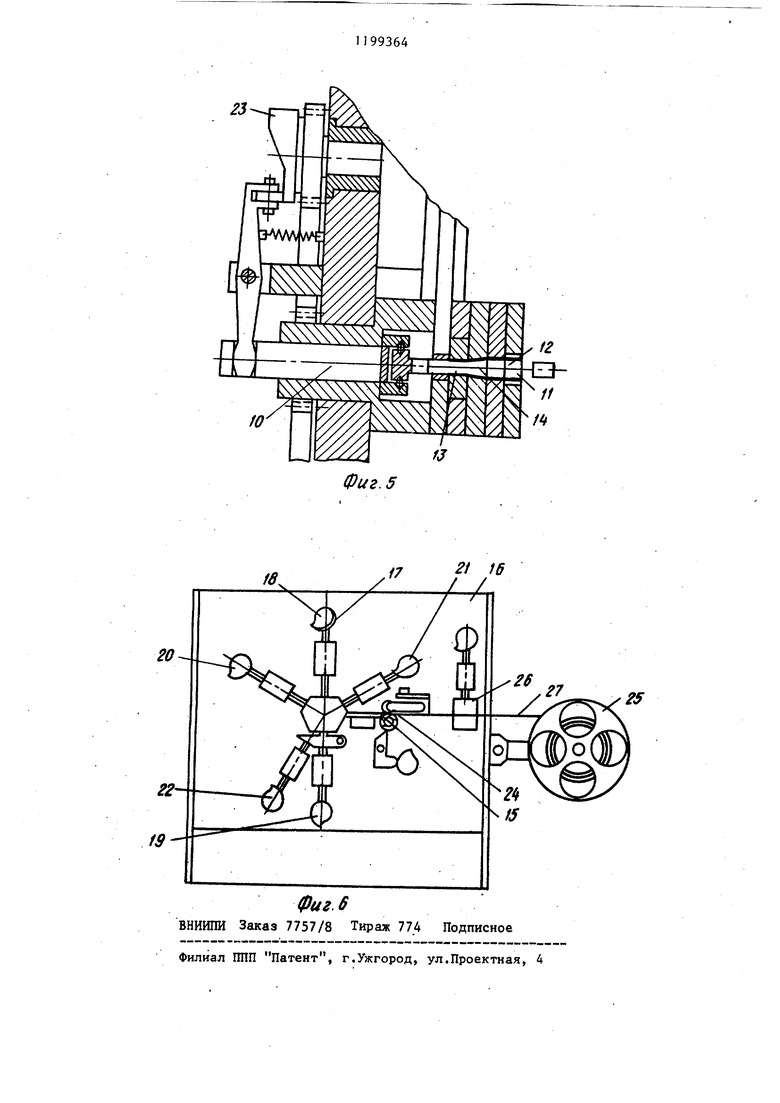
Изобретение относится к обработ ке металлов давлением, в частности к оснастке для штамповки из листового материала. Цель изобретения - уменьшение габаритов устройства. На фиг. 1.показано предлагаемое устройство, общий вид в разрезе; на фиг. 2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1; на фиг. 4 - сечение В-В на фиг.1; на фиг.5 - сечение Г-Г на фиг. 1; на фиг.6,- автомат, в котором применяется устройство. Устройство для последовательной штамповки содержит пуансон 1 для от резки с пазом 2 и опору 3, подпружиненную пружиной 4 и вьтолняющую функции прижима, секции 5 и 6 пуансона предварительной гибки, секции 7-9 пуансона окончательной гибки, шибер 10 и связанную с ним оправку 11,состоящую из утолщенной части 12,тонкой части 13 и соединяющего их плавного перехода 14, направляющие 15. Устройство устанавливается на ку лачковый автомат 16 и все инструмен ты устройства приводятся в действие кулачками 17-23, сидящими каждый на одной оси с соответствующей ему шес терней (показаны не все шестерни ), приводимой во вращение от общего привода (не показан )автомата. Автомат содержит механизм 24 подачи, рулонницу 25 и в нем может пр необходимости устанавливаться комплект 26 инструментов для пробивки, местной формовки и т.д., связанных 64 с приводом автомата аналогично описанному. Устройство работает следующим образом. Полоса 27 через рулонницу 25 подается кулачком 23 через направляющие 15 под пуансон для отрезки. При вращении кулачка 17 пуансон 1 производит отрезку заготовки 28, опуская опору-прижим 3 и сжимая пружину 4. При дальнейшем повороте кулачка 17 пуансон I возвращается в исходное положение, а опора-прижим 3, возвращаясь под действием пружины 4, выставляет заготовку 28 на уровень подачи. Затем от кулачка 23 перемещается шибер 10, перемещая заготовку 28 на позицию предварительной гибки, где секции 5 и 6 производят предварительную гибку на участке 13 оправки 11. При обратном ходе шибера 10 с оправкой 11 согнутая предварительно заготовка, упи эаясь в пуансон при перемещении оправки 11 вдоль его паза 2, перемещается относительно оправки 11 на ее переход 14, разжимаясь за счет разности поперечных сечений и фиксируясь на оправке 11 от смещений. Дальнейшая работа устройства происходит аналогично описанной выше, и заготовки поступают на позицию окончательной гибки и удаляются с оправки, перемещая од на другую. Внедрение изобретения позволит уменьшить габариты устройства за счет исключения самостоятельного привода оправки при связи ее с шибером и выполнении с переменным сечением ее частей.
А-А
Фиг. 2
/
Фиг.Ь
23
fj
Фиг. 5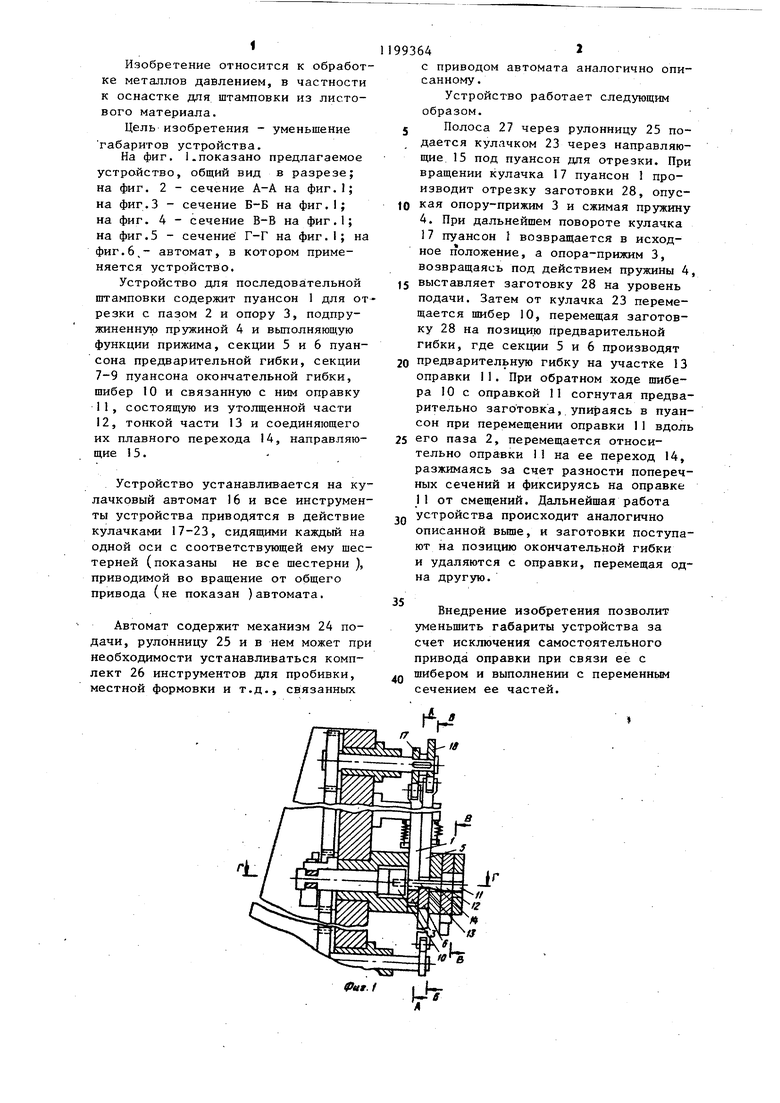
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для штамповки контактов | 1986 |
|
SU1430145A1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
| Автомат для сборки пряжек | 1981 |
|
SU986701A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп-автомат | 1985 |
|
SU1296266A1 |
| Устройство для получения деталейиз лиСТОВОгО МАТЕРиАлА | 1979 |
|
SU831273A2 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Устройство для штамповки деталей из длинномерного материала | 1987 |
|
SU1481086A1 |
| Способ гибки по окружности | 1981 |
|
SU995981A1 |
УСТРОЙСТВО ДЛЯ ПОСЛЕДОВА.ТЕЛЬНОЙ ШТАМПОВКИ из полосы деталей типа втулок, содержащее пуарсон для отрезки заготовки от полосы, имеющий на рабочем торце паз, стенки которого перпендикулярны направлению перемещения полосы, один по меньшей мере секционный пуансон для гибки, опору для перемещения заготовки, шибер для перемещения заготовки, оправку для гибки и элементы для направления полосы, пуансон для отрезки и одна из секций пуансона для гибки расположены в одной части устройства, в другой части устройства расположены другая секция пуансона для гибки и опора, размещенная под пуансоном дпя отрезки, а оправка расположена между секциями пуансона для гибки, отличающееся тем, что, с целью уменьшения габаритов, опора для перемещения заготовки подпружинена к пуансону для отрезки и на ее обращенном к нему торце выполнен паз, стенки которого параллельны стенкам паза . пуансона для отрезки, шибер выпол(5 нен с размерами в поперечном сече(Л нии, меньшими размеров в том же сечении полости, образованной пазами опоры и пуансона для отрезки, а оправка выполнена из двух различных по размерам частей, связанных плавным переходом, каждая из которых имеет постоянное поперечное сечение, жестко связана частью с меньшим поперечным сечением с шиQO бером и расположена в пазу пуансоО5 на для отрезки. о: 41;.
| Дурандин М.М | |||
| и др | |||
| Штампы для холодной штамповки мелких деталей | |||
| Альбом | |||
| М.:Машиностроение, 1978, с.72, фиг.4,15 | |||
| Дурандин М.М | |||
| и др | |||
| Штампы для холодной штамповки мелких деталей | |||
| Альбом.М.Машиностроение, 1978, с.73 ф.4.16. |
