Изобретение относится к автомати зации сварочных работ, а именно к устройствам нахождения стыка.деталей и направления по нему сварочной головки. Цель изобретения - повышение точ ности слежения за кромкой. : Сущность изобретения заключается в следующем. При слежении за стыком с пневматического датчика Смещения возможна ошибка слежения зайчет ненормированного расстояния этбго датчика до поверхности издели Устройство обеспечивает включение контура слежения за кромкой на-опре деленном расстоянии до поверхности изделия, что обеспечивается пневматическим датчиком расстояния до поверхности детали. На чертеже представлена функциональная схема устройства слежения за кромкой свариваемой детали. Устройство содержит исполнительный механизм 1 поперечного перемеще ния относительно кромки, на рабочем органе 2 которого закреплен исполнительньи механизм 3 изменения расстояния до поверхности детали 4. На рабочем органе 5 исполнительного ме ханизма 3 установлены сварочная головка 6, пневматический датчик 7 см щения кромки детали 4 и пневматичес кий датчик 8 расстояния до поверхности детали 4, причем сварочная головка 6, и датчики 7 и 8 установлены на рабочем органе 5 так, чтобы они находились по одну сторону от кромки свариваемой детали 4, а проекция датчика 7 на поверхность детали 4 была ближе к кромке, чем проекция датчика 8. Выход датчика 8 соединен с входом исполнительного механизма 3 и входом порогового зле мента 9 с регулируемым порогом срабатывания. Выход порогового элемента 9 соединен с управляющим входом аналогового ключа 10, к сигнальному входу которого подключен выход датчика 7. Выход, аналогового ключа 10 соединен с входом исполнительного механизма 1. Устройство работает следующим об разом. Перед началом сварки рабочий орган 2 исполнительного механизма 1 располагают так, чтобы сварочная го ловка 6 и датчики 7 и 8 находились над поверхностью детали 4. Р1бочий орган 5 исполнительного механилма 3 17 . 2 устанавливают так, чтобы датчики 7 и 8 находились на высоте, заведомо превышающей рабочий диапазон датчика 8. После начальной установки включают питание всех элементов схемы. При этом на выходе датчика 8 формируется командный сигнал на уменьшение исполнительным механизмом 3 расстояния от сварочной головки 6 и датчиков 7 и 8 до поверхности детали 4. Одновременно на выходе порогового элемента 9 формируется сигнал, блокирующий прохождение командного сигнала с выхода датчика 7 через сигнальный вход аналогового ключа 10 на вход исполнительного механизма 1. После выхода сварочной головки 6 и датчиков 7 и 8 на номинальный .уровень происходит переключение пороroBOio элемента 9 и снимается блокирующий сигнал с управляющего входа аналогового ключа 10. На вход исполнительного механизма 1 проходит управляющий сигнал с выхода датчика 7 через аналоговый ключ 10, и рабочий орган 2 смещает закрепленные на нем элементы в сторону кромки детали 4. После самоустановки рабочего органа 2 включают привод подачи детали 4 и начинают сварку с одновременным автоматическим поддержанием положения кромки и расстояния до детали 4.. Таким образом устройство слежения за кромкой свариваемой детали позволяет упростить начальную установку подвижной части следящей систе.мы, чем упрощается подготовка к автоматической сварке, а также поддерживать расстояние от датчика 7 до детали 4, при котором датчик 7 обладает заданной постоянной чувствительностью к смещению кромки, что позволяет повысить точность слежения за кромкой. При кратковременном увеличении расстояния от датчиков до поверхности детали, вызванном вибрацией, неточностью изготовления , выбоинами на поверхности детали и другими причинами, выходной сигнал датчика смещения кромки блокируется сигна/1ом датчика расстояния до поверхности, чем исключаются ложные срабатьгаанияв контуре слежения за стьжом. . Использование в качестве датчика смещения кромки и датчика.расстояния до детали пневматических
311995174
элементов эжекционного типа, имею ляет уменьшить вероятность столкщих более,широкий рабочий диапазон, новения датчиков с поверхйостью дечем элемент сопло-заслонка, позво- тали..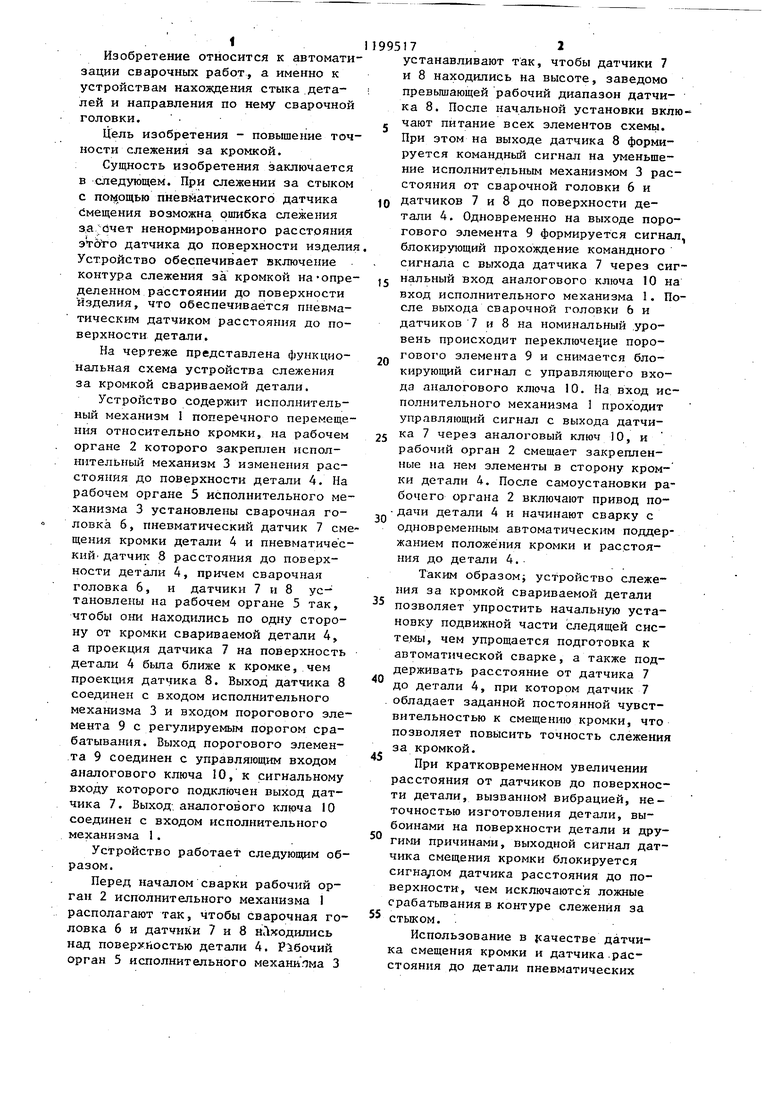
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для позиционирования сварочной головки при автоматической сварке в среде защитных газов | 1988 |
|
SU1562084A1 |
| Устройство для ориентации сварочной горелки | 1975 |
|
SU605705A1 |
| Устройство для ориентации сварочной горелки при сварке незамкнутых швов | 1975 |
|
SU559788A1 |
| Следящая система автоматического направления электрода по стыку свариваемых деталей | 1982 |
|
SU1002115A1 |
| Устройство для ориентации сварочной горелки | 1990 |
|
SU1756058A1 |
| БЕСКОНТАКТНАЯ СЛЕДЯЩАЯ СИСТЕМА | 1993 |
|
RU2066844C1 |
| Устройство для слежения за стыком свариваемых деталей | 1980 |
|
SU919822A1 |
| Способ слежения за стыком свариваемых изделий и устройство для его осуществления | 1987 |
|
SU1741999A1 |
| АВТОМАТ ПОДВЕСНОГО ТИПА ДЛЯ ДУГОВОЙ СВАРКИ | 1972 |
|
SU326026A1 |
| Способ слежения за стыком в процессе сварки | 1985 |
|
SU1720823A1 |
1. УСТРОЙСТВО СЛЕЖЕНИЯ ЗА КРОМКОЙ СВАРИВАЕМОЙ ДЕТАЛИ, содержащее сварочную головку с пневматическим датчиком смещения кромки детали и исполнительный механизм поперечного перемещения сварочной головки относительа о кромки стыка, о тли чающееся тем, что, с целью повышения точности слежения, оно дополнительно снабжено исполнительным механизмом изменения расстояния сварочной головки до детали, пневматическим датчиком расстояния до детали,пороговым элементом и аналоговым ключом, при этом выход датчика расстояния до детали подключен к входам исполнительного механизма изменения расстояния сварочной головки до детали и порогового элемента, выход пневматического датчи-. ка смещения кромки детали через аналоговый ключ подключен к входу исполнительного механизма поперечного перемещения сварочной головки отно-. сительно кромки стыка, выход пороi гового элемента связан с управляю- (Л щим входом аналогового ключа. 2. Устройство поп.1,отличающееся тем, что в качестве пневматических датчиков смещения кромки и расстояния до детали использованы датчики эжекционного типа. со дэ ел
| Пневмодатчик для определения положения стыка свариваемых деталей | 1975 |
|
SU638438A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
