f Изобретение относится к устройствам для переработки полимерных термопластичных материалов, а имен но к головкам для формования изделий методом экструзии, и может быть использовано в химическом машиностроении. Цель изобретения - расширение те нологических возможностей головки за счет обеспечения формования труб чатых заготовок с переменной TOJiiiiHной поперечного сечения. На чертеже показана экструзионная головка, общий вид в разрезе. Экструзионная головка содержит. кольцевую матрицу 1, дорн 2, смонтированный с образованием формзпощего зазора с кольцевой матрицей 1 и 1 меющий цилиндрическую а и коническую S части, и механизм регули рования формующего зазора, размещен ный в полости, которая выполнена в дорне 2, и выполненный в виде што ка 3 с конической насадкой 4, снабженных приводом осевого перемещения (не показан). Дорн 2 выполнен полым для обеспечения упругости его конической части 8 , По поверх ности конической насадки 4 выполнены пазы fe переменной глубины, в которых смонтированы элементы 5 качения с возможностью контактировани с внутренней поверхностью конической части S дорна 2. Экструзионная головка работает следующим образом. В экструзионную головку подают расплав полимера, который под дейст вием давления в экструдере (не показан) формуется в виде трубчатой заготовки 6, выходящей через формующий зазор, образуемьш кольцевой матрицей 1 и дорном 2. Регулирование формующего зазора осуществляют путем осевого перемещения штока 3 с конической насадкой 4 в направлении, противоположном движению расплава полимера. При этом элементы 5 качения прокатываются по пазам о конической насадки 4 и деформируют упругую коническую часть S дорна 2 в пределах упругости на величину, соответствующую необходимому изменению толщины стен ки по поперечному сечению трубчатой заготовки 6. Осевое перемещение штока 3 с кони ческой насадкой 4 может осуществлят 49 ся от привода с автоматическим управлением и регулированием толщины стенки заготовки в продольном и поперечном направлениях в пределах цикла формования. В этом случае экструзионная головка обеспечивает изготовление трубчатых заготовок, предназначенных для последующего получения из них изделий прямоугольной формы типа тары или флаконов с прямоугольным корпусом, причем в процессе последующего формования места поперечного сечения трубчатых заготовок, имеющие наибольшую ширину, подвергают наибольшему растяжению. Для изготовления заготовок другой конфигурации производят замену конической насадки 4 и (или) элементов качения - шариков 5 на соответствующие данной конфигурации заготовки. В конкретном примере исполнения экструзионной головки все ее элементы изготовлены из углеродистой консТ рукционной стали. Коническая часть о дорна 2 имеет толщину стенки в пределах 2-5 мм, термообработана до твердости 58-60 HRC и обладает упругими пружинными свойствами. Элементы 5 качения термообработаны до твердости 68-70 HRC. В указанном примере исполнения для производства прямоугольной тары необходимо получить заготовку 6 фасонной формы. Для этого к штоку 3 прикрепляют коническую насадку 4 с пазами & , в которых; помещают два элемента 5 качения в виде шариков диаметром 5-6 мм. Пазы Ь с шариками располагаются симметрично относительно оси конической насадки 4. При осевом перемещении штока 3 в направлении, противоположном движению расплава; шарики 3 прокатываются в пазах & и заклиниваются в них, деформируя упругую коническуто часть о дорна 2 и придавая ее основанию овальную форму с большей осью по линии расположения шариков 5. Таким образом, получают разнотолщинную заготовку 6, стенки которой в сечении по наружному контуру имеют форму круга, а по внутреннему эллипса. Из этой заготовки 6 в данном случае должна быть сформована прямоугольная тара. Так как стенки заготовки 6, соответствующие меньшим 3 сторонам прямоугольной тары, растягиваются в пресс-форме в большей степени, то для компенсации этого следует увеличить толщину стенки 1199649 заготовки 6 именно на этих участках, т.е. расположить меньшую часть эллипса перпендикулярно меньшим сторонам тары.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для полимерных материалов | 1982 |
|
SU1047717A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ВЫДУВНОГО ФОРМОВАНИЯ ПОЛЫХ ТЕЛ С СИСТЕМОЙ РАСПРЕДЕЛЕНИЯ ТОЛЩИНЫ СТЕНОК ЗАГОТОВКИ | 2006 |
|
RU2411123C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА С ЦЕНТРИРУЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2245248C1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Способ формования изделий из полимерных материалов и экструзионная головка для его осуществления | 1986 |
|
SU1395523A1 |
| Экструзионная головка для переработки пластмасс | 1983 |
|
SU1125133A1 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СИЛЬФОНА | 2002 |
|
RU2229356C2 |
| Экструзионная головка для переработки пластмасс | 1987 |
|
SU1479309A1 |
ЭКСТРУЗИОННАЯ ГОЛОВКА ДОЯ ВЬЩУВНОГО ФОРМОВАНИЯ, содержащая кольцевую матрицу, дорн, смонтированный с образованием формующего зазора с кольцевой матрицей и имеющий цилиндрическую коническую части, и механизм регулирования формующего зазора, отличающаяся тем, что, с целью расширения технологических возможностей головки за счет обеспечения формования трубчатых заготовок с переменной толщиной поперечного сечения, дорн выполнен полым для обеспечения упругости конической части, а механизм регулирования формующего зазора выполнен в виде размещенного в полости дорна и снабженного приводом осевого перемещения штока с конической насадкой, причем по поверхi ности конической насадки выполнены пазы переменной глубины, в кото(Л рых смонтированы с возможностью контактирования с внутренней поверх- ностью конической части дорна элементы качения. ;о со 9 4 QD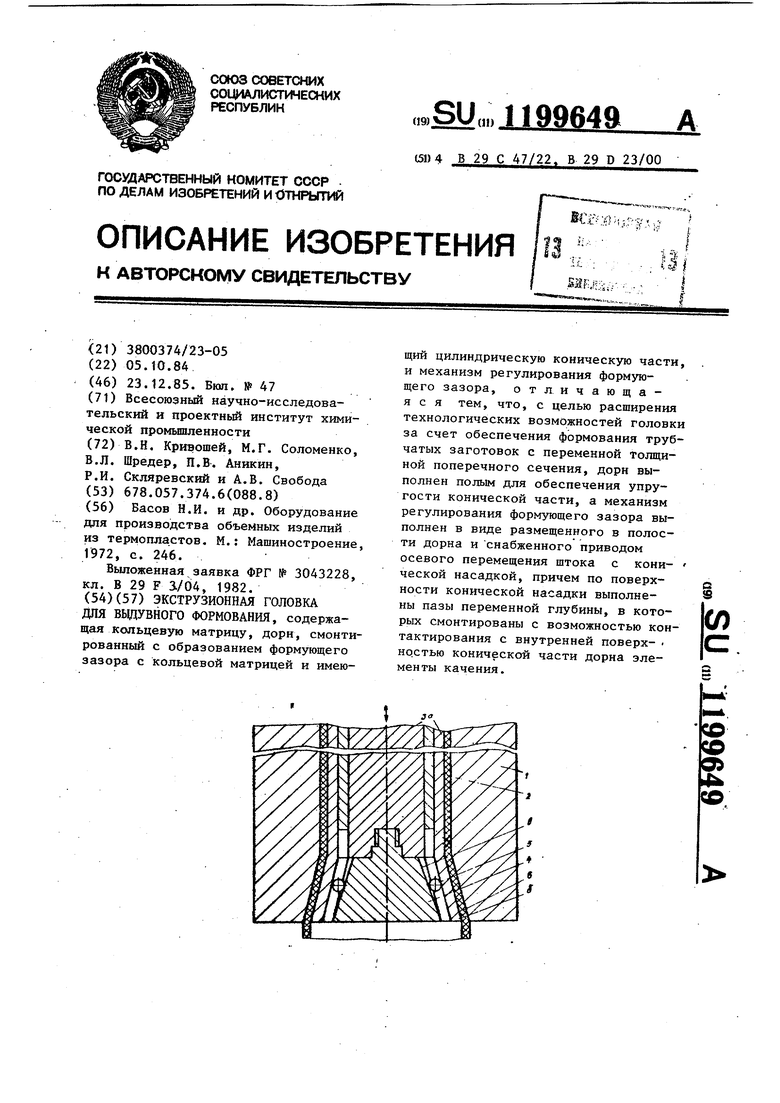
| Басов Н.И | |||
| и др | |||
| Оборудование для производства объемных изделий из термопластов | |||
| М.; Машиностроение, 1972, с | |||
| Котел | 1921 |
|
SU246A1 |
| Вьшоженная заявка ФРГ № 3043228, кл | |||
| Солесос | 1922 |
|
SU29A1 |
