со
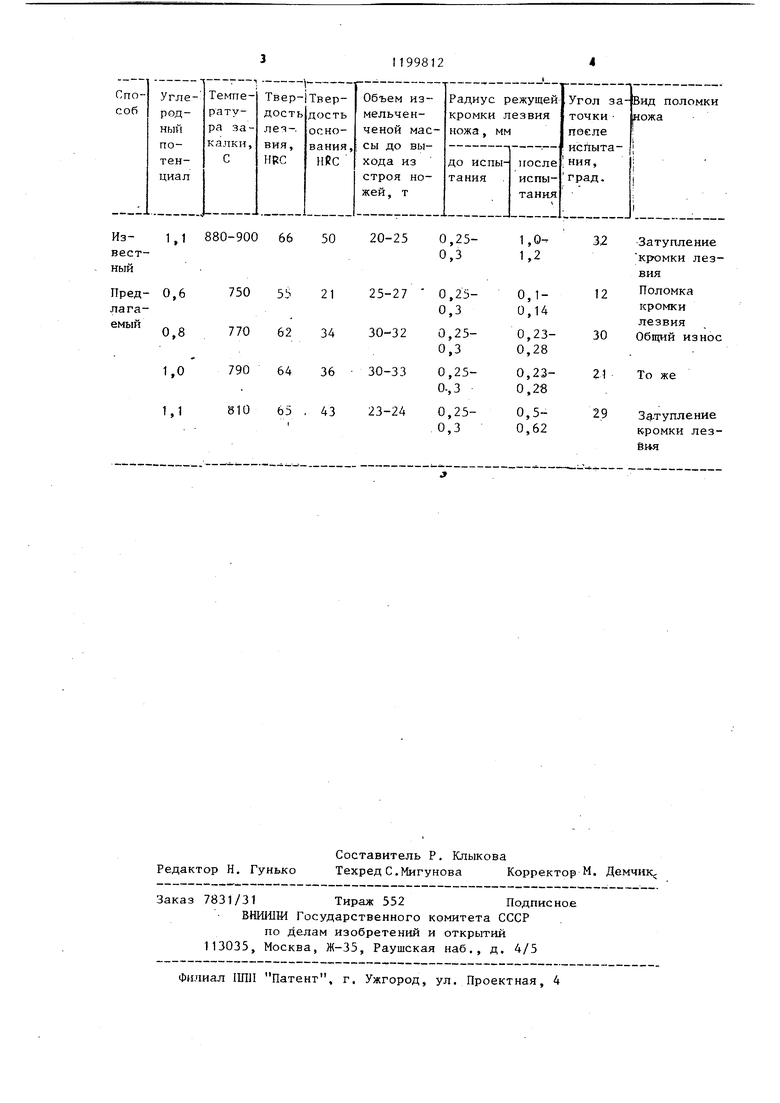
со оо Изобретение относится к машиностроению, преимущественно к технологии изготовления режущего инструмента, и может быть использовано при термической обработке ножей измельчителя комбайна.. Цель изобретения - повышение эксплуатационной стойкости путем сохранения постоянного угла заточек лезвия в процессе эксплуатации. Предлагаемьй способ включает цементацию низкоуглеродистой стали при углеродном потенциале 0,8-1,0, закал ку из межкритического интервала температур основы, при этом температура закалки прямо пропорциональна углеродному потенциалу при цементации и обеспечивает необходимое соотношение структур, а следовательно, и твердостей лезвия и основы. После закалки ножа (подвергавшегося науглераживанию, например, при углеродном потетщале 0,8) с температуры , твердость основы нож,а составляет 34HRC, а твердость лезвия - 62HRC. При закалке ножа (подвергавшегося науглераживанию при углеродном потенциале 1,0) с температуры 790 С твердость основы повьш1ается до 36HRC при соответствукяцем повышении ,твердости лезвия до 64HRC. Такие соотношения твердости лезвия и основы позволяют сохранить требуемый постоянньй угол заточки и радиус режущей кромки ножа, что повьш1ает его стойкость при эксплуатации. Использование углеродного потенци ала менее 0,8 не позволяет получить достаточную износостойкость лезвия, а использование углеродного потенциала выше 1,0 приводит к тому, что нарушается необходимое соотношение 2 структур и твердостей между лезвием и основой. Пример . Изготавливпют две партии ножей измельчителя комбайна Нива. Согласно известному способу ножи из стали 35ХЗГ2Ф после заточки лезвия на 20° цементируют в древесно-угольном карбюризаторе в закрытых ящиках при в течение 12 ч при 1,1 углеродного потенциала. После цементации ножи подвергают закалке с индукционного нагрева до 880-900 С и охлажде ию в Macjje. После закалки ножи отпускают при 180 С в течение 2 ч в отпускной печи. Согласно пред.пагаемому способу ножи из стали 20 после заточки лезвия на 20 и обмазки основания цементируют в древесно-угольном карбюризаторе при и 0,6; 0,8; 1,0; 1,1 углеродных потенциалах в течение 10 ч. После цементации ножи подвергают закалке с нагревом до 750 - 810с и охлаждению в воде. После закалки ножи отпускают при 180 С в течение 2 ч в отпускной печи. Как видно из таблицы, стойкость ножей измельчителя, изготовленных предлагаемым способом, выше стойкости ножей, изготовленньк известным способом. В настоящее время ножи измельчителя комбайна изготавливают путем ручной наплавки лезвия сплавом сормайт. Замена этого .дорогостоящего и трудоемкого способа изготовления ножей измельчителя предлагаемым позволит за счет упрощения технологического процесса, а также за счет повьшгения стойкости ножей в 1,1-1,4 раза обеспечить экономический эффект 150-200 тыс. руб. в год.
1,1 880-900 66
50
750 5S
21 34
0,6 0,8 770 62
1,0 790 64 36
1,1 810 65 , 43
0,250-25
1,032 Затупление 1,2 0,3 кромки лезвия
2 Поломка
5-27
0,250,1KpOh«CH0,14 0,3
лезвия
0,250,230-3230 Общий износ 0,28 0,3
0,230-33
0,2521 То же 0,28
о-,з 3-24
0,250,529 ЗЗ-тупление 0,62 0,3 к-ромки лезвия
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НОЖЕЙ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН | 1992 |
|
RU2031146C1 |
| Способ обработки штамповых сталей | 1977 |
|
SU771173A1 |
| Способ термической обработки низкоуглеродистых легированных сталей | 1981 |
|
SU1122750A1 |
| Способ обработки инструмента | 1987 |
|
SU1516507A1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2553107C2 |
| СПОСОБ РЕСУРСОСБЕРЕГАЮЩЕЙ СТУПЕНЧАТОЙ ЦЕМЕНТАЦИИ СТАЛИ | 2020 |
|
RU2728479C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ЦЕМЕНТАЦИИ (НТЦ) СТАЛИ | 2018 |
|
RU2709381C1 |
| СПОСОБ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ И ТЕПЛОСТОЙКИХ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ | 1992 |
|
RU2029793C1 |
| Низколегированная конструкционная сталь для изготовления ответственных деталей | 1956 |
|
SU106160A1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ИНСТРУМЕНТА, преимущественно ножей измельчителя комбайна, включающий цементацию, поверхностную закалку и отпуск, отличающийся тем, что, с целью повышения эксплуатационной стойкости путем сохранения постоянного угла заточки лезвия в процессе работы, ножи изготавливают из низкоуглеродистой стали, цементацию осуществляют при углеродном потенциале 0,8-1,0, закалку ведут с температуры в интервале от Ас до AC.J , при этом температуру закалки выбирают прямо пропорционально велис чине углеродного потенциала. (Л
| Тракторы и сельхозмашины | |||
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Металлургия | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Металлургия | |||
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| Способ производства бурового инструмента | 1979 |
|
SU1032030A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
