Изобретение относится к упрочнению деталей термической обработкой, преимущественно к обработкетяжелых азотируемых коленчатых валов двигателей внутреннего сгорания.
Цель изобретения - уменьшение коробления вала.
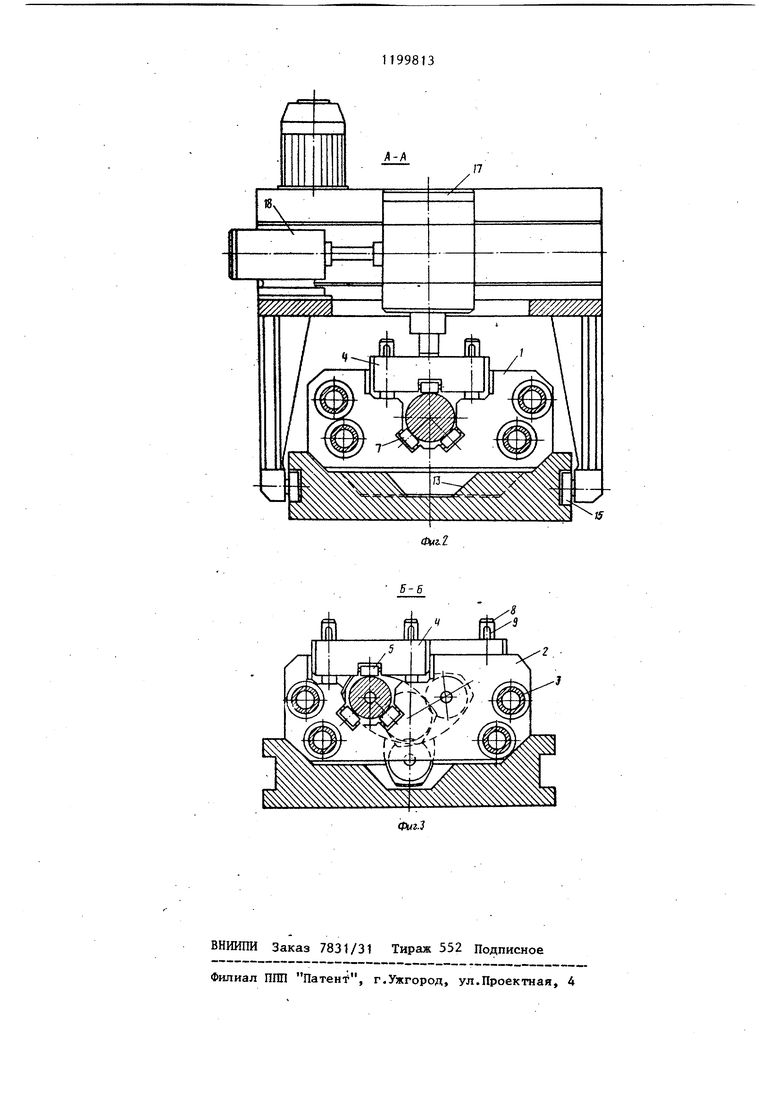
На фиг. 1 изображена схема устройства для термофиксации коленчатых валов; на фиг. 2 - сечение А-Ана фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Устройство для термической обработки коленчатых валов содержит призмы 1 и 2 с отверстиями, соединенные между Собой штангами 3, съемные траверсы 4 с нажимными роликами 5, средство фиксации нажимных роликов 5. Отверстия в призмах выполнены на разных уровнях и их оси смещены одна относительно другой под коренные и шатунные шейки вала 6. В отверстии призм 1 и 2 установлены опорные ролики 7, при этом продольные оси опорных и нажимных роликов расположены перпендикулярно продольной оси отверстий призм 1 и 2. Средство фиксации траверс с нажимными роликами выполнено в виде укрепленных на призмах стоек 8 с прорезями 9 под клинья 10.
Для сборки данного устройства имеется стол 11 с боковыми направляющими. 12, установочным пазом 13 и штифты 14, В боковых направляющих 12 стола 11 размещены катки 15 гидростанции 16, несущей силовой гидроцилиндр 17 и механизм 18 перемещения силового гидроцилиндра 17.
998132
Работа устройства для термообработки коленчатых валов осуществляется следующим образом.
При отведенной в крайнее положение подвижной гидростанции 16 в уста- новочньш паз 13 стола 11 при снятых траверсах 4 на штифты 14 устанавливают призмы 1 и 2, которые располагаются согласно схемы расположения
10 кривошипов и коренных шеек коленчатого вала 6 и жестко связаны штангами 3 . Затем укладывают коленчатый вал 6 на споршле ролики 7 призм 1 и 2, одевают траверсы 4 на стойки 8 и
15 перемещением гидростанции 16 устанавливают силовой гидроцилиндр 17 над одной из призм 1 под коренные шейки вала 6. Включением силового гидроцилиндра 17 через траверсу 4 осуществляют с определенным усилием прижим коренной шейки вала 6 к опорным роликам 7 призмы 1 и закрепляют траверсу 4 клиньями 1 в прорезях 9 сто- ек 8. Затем, последовательно, перемещением гидростанции 16 осуществляют прижим остальных коренных и шатунных шеек коленчатого.вала 6 к опорным роликам 7 призм 1 и 2, где схема порядка фиксации шеек выбира3Q ется сообразно конструкции коленчатого вала. После чего гидростанция 16 отводится в исходное положение и зафиксированный коленчатый вал 6 в призмах 1 и 2 снимают со стола 1 для последующей термообработки.
Применение предлагаемого устройства позволяет осуществить принудительную фиксацию формы вала с обеспечением предотвращения формоизменения вала с использованием закономерностей кинематических свойств металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| УСТРОЙСТВО ИЗМЕНЕНИЯ РАДИУСА КРИВОШИПА КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА | 2015 |
|
RU2595993C1 |
| Установка для металлизации коленчатых валов двигателей внутреннего сгорания | 1983 |
|
SU1162503A1 |
| Автоматическая линия для балансировки коленчатых валов | 1984 |
|
SU1221520A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 2007 |
|
RU2369647C2 |
| Установка для промывки коленчатых валов | 1988 |
|
SU1560331A1 |
| Устройство для многоярусной садки в нагревательную печь крупногабаритных поддонов | 1992 |
|
SU1836448A3 |
| Станок для обработки шеек коленчатых валов | 1984 |
|
SU1225773A1 |
| Самоцентрирующий патрон для закрепления эксцентричных деталей | 1988 |
|
SU1572759A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
УСТРОЙСТВО ДДЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ, преимущественно коленчатых валов. содержащее призмы с отверстиями, соединенные меящу собой штангами, и установленные в отверстиях призм опорные ролики, траверсы с нажимными роликами, расположенными на призмах, и средства фиксации нажимных роликов, отличающее- с я тем, что, с целью уменьшения коробления вала, траверсы выполнены съемными, отверстия в призмах выполнены на разных уровнях и их оси смещены.относительно одна другой, при этом продольные оси опорных и нажимных роликов расположены перпендикулярно продольным осям отверса S тий призм. ю 00 со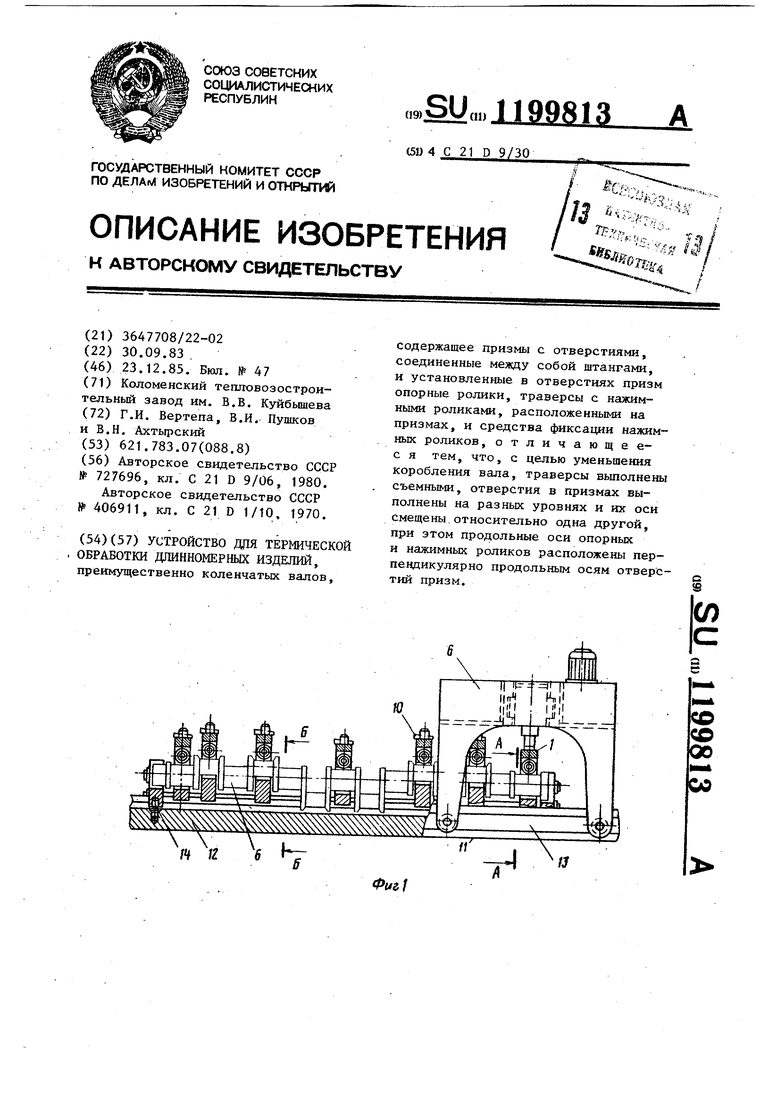
| Плита для термофиксации изделий | 1977 |
|
SU727696A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| 0 |
|
SU406911A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
