Изобретение относится к обработке металлов давлением, в частности к устройствам для одновременной гибки изделий S-образной формы.
Цель изобретения - расширение технологических возможностей и повышение производительности.
На фиг. 1 показан автомат, вид спереди, разрез (без подвижной пли- гы); на фиг. 2 - разрез А-А на- фиг. 1; на фиг. 3 - разрез Б-Б на фиг.1 (разрез гнезда для крепления сменных накладок); на фиг 4 - разрез гне зда со
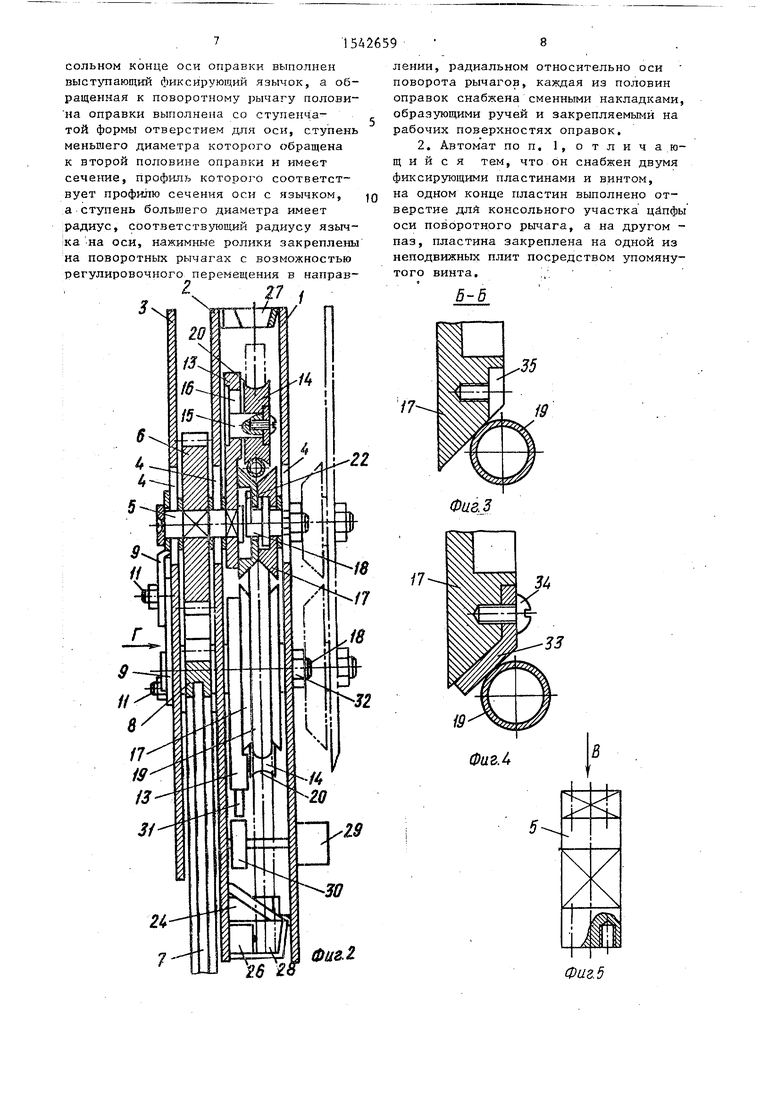
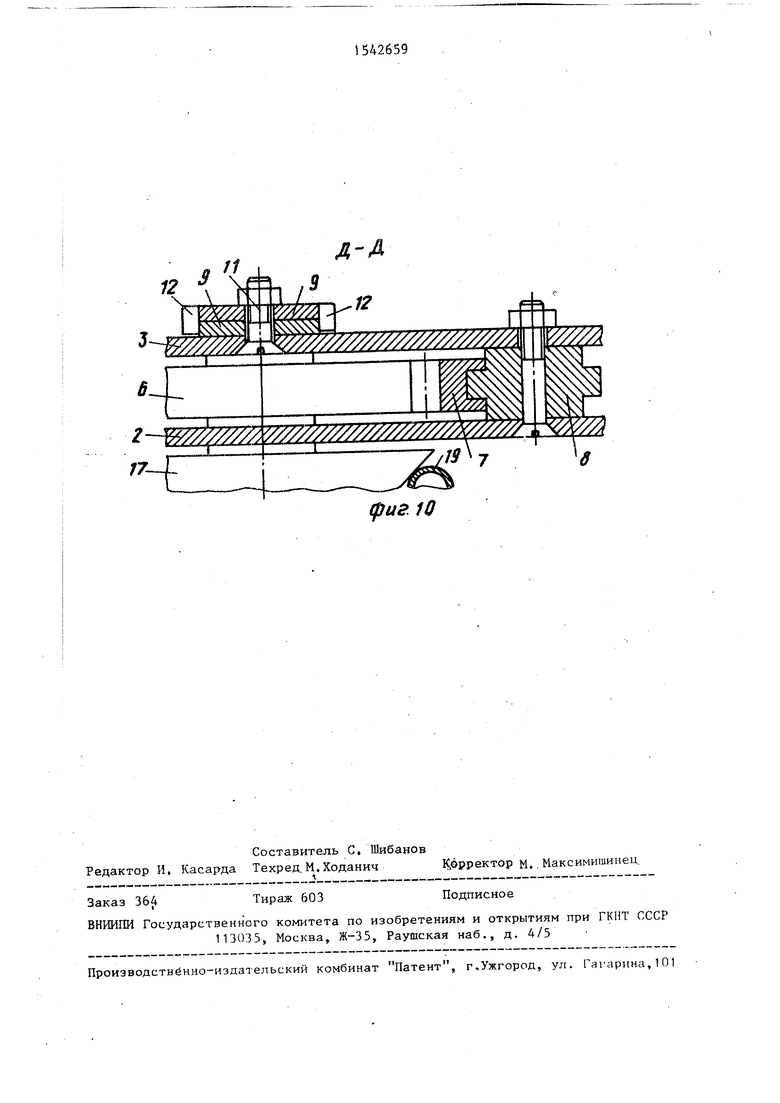
щий и удерживающий заготовку 19, кото рая с противоположной стороны поддерживается вогнутым ручьем 20 нажимного ролика 14. Те половины оправки 17, которые закреплены на рычагах 13, со стороны последних выполнены со ступенчатым отверстием, через овальную меньшую часть 21 которого входит фигурный выступающий язычок 22 оси - фиксатора 18, удерживающий соединенными половины оправки 17 во время гнутья заготовки 19
Разъединение половин оправки 17
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
| Станок для двусторонней гибки труб | 1984 |
|
SU1156768A2 |
| ГИБОЧНОЕ УСТРОЙСТВО | 1992 |
|
RU2067509C1 |
| Автомат изготовления электрических катушек | 1987 |
|
SU1573478A1 |
| Фланцегибочная машина | 1983 |
|
SU1199348A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Установка для дуговой сварки в среде углекислого газа кольцевых швов | 1973 |
|
SU526479A1 |
| Станок-автомат для двусторонней гибки труб | 1980 |
|
SU897331A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для одновременной гибки изделий S-образной формы. Цель изобретения - расширение технологических возможностей и повышение производительности. Автомат содержит плиты 1, 2, оправки 17 и нажимные ролики 14, закрепленные на приводных поворотных рычагах 13. Перед работой производится регулировочное перемещение оправок, поворотных рычагов и нажимных роликов в требуемое положение. После гибки происходит перемещение подвижной плиты 1. Оправка, состоящая из двух половин, размыкается и готовая деталь падает вниз. 1 з.п. ф-лы, 10 ил.
25
30
35
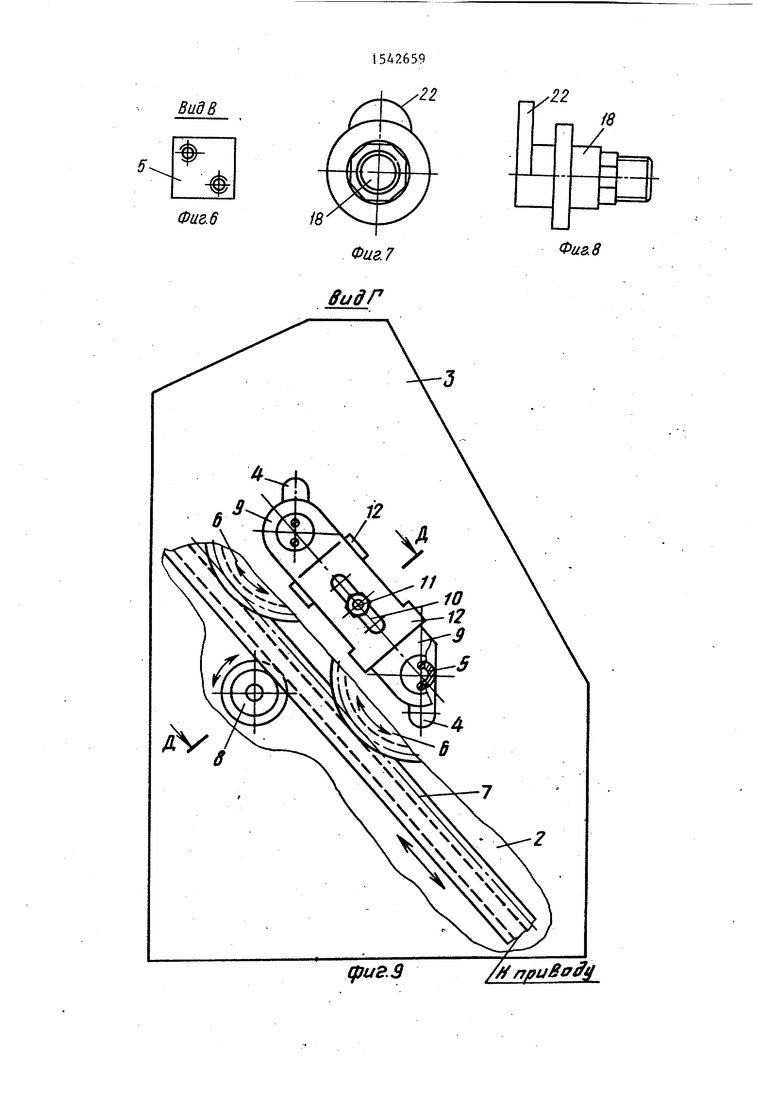
сменной накладной; на фиг, 5 - основ- )$ происходит при выходе из полости ная ось, вид сбоку; на фиг. 6 - вид В на фиг.5; на фиг. 7 - ось - фиксатор, вид спереди; на фиг. 8 - ось - фиксатор, вид сбоку; на фиг. 9 - вид Г на 1фиг.2 (неподвижной (задней) плиты); 20 на фиг. 10 - разрез Д-Д на фиг.9.
Автомат состоит из вертикально расположенных плит : передней подвижной плиты 1 и неподвижных - промежуточной плиты 2;. и задней плиты 3, В каждой плите 1-3 выполнена пара сквозных, вертикально расположенных и несколько смещенных относительно друг друга в вертикальном положении пазов 4.
В пазах 4 неподвижных плит 2 и 3 размещены основные оси 5, на которых жестко закреплены зубчатые колеса 6, контактирующие с приводной зубчатой рейкой 7, поддерживаемой роликом 8. Концы осей 5, выступающие за плиту 3, соединены с фиксирующими пластинами 9, снабженными пазами 10, через которые проходит зажимной болт 11. Во избежание нарушения прямолинейности пластин 9 свободные их концы снабжены упорными выступами 12, исключающими перекос пластин 9. На вторых концах осей 5 жестко закреплены поворотные рычаги 13 нажимных роликов 14, которые, вращаясь на осях 15, мо- гут быть смещены в пазах 16.
Кроме того, каждый рычаг 13 снабжен половиной оправки 17, вторая половина которой установлена на фигурной оси - фиксаторе 18,закрепленной в пазу 4 подвижной плиты 1. Основная ось 5, центры половин оправки 17 и фигурная ось - фиксатор 18 каждого узла расположены в одной горизонтальной плоскости. При этом каждая половина оправки 17 выполнена в виде усеченного конуса и при соединении их они образуют ручей, центрирую40
45
50
55
язычка 22 через овальное отверсти в заданном положении нажимного ро ка 14, т.е. в положении окончания гнутья заготовки 19. Это происход при контакте поворотного рычага 1 с датчиком 23, который одновремен останавливает движение зубчатой р ки 7, включает рабочий и возвратн ход силовых цилиндров 24 и рычаго 13 для установки их в исходное по жение.
Датчик 25 служит для прекращен возврата узлов гибки в исходное п жение, т.е. холостого хода, а дат чик 26 - для включения их рабочег хода. Для правильной ориентации з товок 19 служат верхний заходной нус 27 и нижний заходной конус 28 у которых стенка со стороны загиб конца заготовки отсутствует. Оба нуса 27 и 28 закреплены на промеж точной неподвижной плите 2 со сто ны подвижной плиты 1 .
Учет готовых изделий ведется с чиком 29, который своим поворотны механизмом 30 контактирует с выс пом 31, установленным на одном из поворотных рычагов 13. При необхо мости гнутья заготовок 19 другого типоразмера меняют место положени основных осей 5 и осей - фиксато 18 и пазах 4, фиксируя пластины 9 болтом 11 и оси - фиксаторы 18 га ми 32, а на все половины оправки устанавливают сменные накладки 33 которые крепятся болтами 34 в гне дах 35.
Автомат работает следующим образом.
При известных параметрах изогн тых заготовок устанавливают оси 5 и 18, закрепляют или снимают смен накладки 32 и отодвигают или прид гают нажимные ролики 14 на поворо
5
0
35
$ происходит при выходе из полости 0
40
45
50
5
язычка 22 через овальное отверстие 21 в заданном положении нажимного ролика 14, т.е. в положении окончания гнутья заготовки 19. Это происходит при контакте поворотного рычага 13 с датчиком 23, который одновременно останавливает движение зубчатой рейки 7, включает рабочий и возвратный ход силовых цилиндров 24 и рычагов 13 для установки их в исходное положение.
Датчик 25 служит для прекращения возврата узлов гибки в исходное положение, т.е. холостого хода, а датчик 26 - для включения их рабочего хода. Для правильной ориентации заготовок 19 служат верхний заходной конус 27 и нижний заходной конус 28, у которых стенка со стороны загиба конца заготовки отсутствует. Оба конуса 27 и 28 закреплены на промежуточной неподвижной плите 2 со стороны подвижной плиты 1 .
Учет готовых изделий ведется счетчиком 29, который своим поворотным механизмом 30 контактирует с выступом 31, установленным на одном из поворотных рычагов 13. При необходимости гнутья заготовок 19 другого типоразмера меняют место положения основных осей 5 и осей - фиксаторов 18 и пазах 4, фиксируя пластины 9 болтом 11 и оси - фиксаторы 18 гайками 32, а на все половины оправки 17 устанавливают сменные накладки 33, которые крепятся болтами 34 в гнездах 35.
Автомат работает следующим образом.
При известных параметрах изогнутых заготовок устанавливают оси 5 и 18, закрепляют или снимают сменные накладки 32 и отодвигают или придвигают нажимные ролики 14 на поворотных рычагах 13„ При этом во время смещения основных осей 5 в пазах 4 контактность зубчатых колес 6 с рейкой 7 не нарушается из-за ее постоянного удерживания роликом 8, исключающим нарушение их контактности при любом положении осей в пазах 4. Удостоверившись в правильном соблюдении всех заданный параметров, проводят одновременное включение привода автомата и привода подачи заготовок 19.
Заготовки 19 из питателя с заданной периодичностью в вертикальном положении поочередно одна за другой поступают в конус 27, каждая проскользнув между нажимным роликом 14 и оправкой 17 гибочных узлов, своим нижним концом попадают в нижний конус 28, в котором размещен датчик 26.
При нажатии заготовкой 19 на датчик 25 автоматически включается привод рабочего хода рейки 7, которая, поворачивая колесо 6, вращает оси 5, а те, в свою очередь, вращают рычаги 1 3 с нажимными роликами 14 и половинами оправок 17, и выключается поддача заготовок 19 о Поворачиваясь вместе с рычагами 13, нажимные роли- ки 14 изгибают оба конца заготовки 19 вокруг оправок 17 с заданной кривизной концов и радиусом дуг.
Достигнув заданной кривизны, один из рычагов 13 контактирует с датчиком 23, который автоматически выключает рабочий ход привода рейки 7 и включает поступательный ход поршней силовых цилиндров 24„ Последние отодвигают на заданное расстояние подвижную плиту 1, влекущую за собой половины оправок 17 вместе с осями 18, фигурные выступы 22 которых вышли из зацепления с половинами оправок 17 на рычагах 13, через овальные отверстия 21. В этом положении половины оправок 17 изогнутая заготовка 19 ничем не удерживается и проваливается вниз на транспортер или в контейнер
После удаления изогнутой заготовки 19 по команде датчика 23 поршни цилиндров 24 возвращаются в исходное положение и включается обратный ход рычагов 13о При этом рычаг 13 с выступом 31, контактируя последним с поворотным механизмом 30, производит поворот счетчика 29 на одну единицу, а сконтактировав с датчиком 25, включает подачу заготовок 19 с одновременным отключением возврата в исход5426596
ное положение рычагов 13. Рабочий цикл автомата повторяется.
Формула изобретения
5 рычага, шарнирно закрепленные на осях, цапфы которых расположены и закреплены в отверстиях, выполненных в плитах, два нажимных ролика, шарнирно закрепленных на осях, цапфы
0 которых расположены и закреплены
в соответствующих отверстиях, выполненных в поворотных рычагах, отличающийся тем, что, с целью расширения технологических возможнос5 тей и повышения производительности, автомат снабжен дополнительной плитой, расположенной параллельно первым с возможностью возвратно-поступательного перемещения в направлении, пер0 пендикулярном ее плоскости, а все плиты расположены вертикально, рабочие поверхности оправок и нажимных роликов выполнены с ручьем треугольного профиля, каждая оправка выполне, на из двух половин с плоскостью разъема, расположенной перпендикулярно оси и проходящей через вершину профиля ручья, оси оправок консольно закреплены на подвижной плите с возQ можностью регулировочного перемещения в вертикальном направлении и расположены так, что общая касательная к обращенным навстречу друг другу рабочим поверхностям оправок располо5 жена вертикально, при этом в подвижной плите выполнены пазы для цапф осей оправок, з отверстия в неподвижных плитах для цапф осей поворотных рычагов выполнены также в форме пазов, расположенных напротив соответствующих пазов подвижной плиты, при этом оси поворотных рычагов установлены в неподвижных плитах с возможностью регулировочного перемещения в вертикальном направлении и закрепления напротив осей оправок, а сами поворотные рычаги закреплены на консольной части осей, расположенной со стороны подвилной плиты, ка кон0
5
сольном конце оси оправки выполнен выступающий фиксирующий язычок, а обращенная к поворотному рычагу половина оправки выполнена со ступенчатой формы отверстием для оси, ступень меньшего диаметра которого обращена к второй половине оправки и имеет сечение, профиль которого соответствует профилю сечения оси с язычком, а ступень большего диаметра имеет радиус, соответствующий радиусу язычка на оси, нажимные ролики закреплены на поворотных рычагах с возможностью регулировочного перемещения в направЈ
26 Ы
Фиг. 2
лении, радиальном относительно оси поворота рычагов, каждая из половин оправок снабжена сменными накладками, образующими ручей и закрепляемыми на рабочих поверхностях оправок.
6-6
ФиаЗ
34
Фаг 5
В ид В
фиг.з
,ы
Фиг. 8
/tfwuSoJg
w/////////7////
- i„V/, ESsS
™rr
КШ /////////////Я%
17A
(риг. 10
| Устройство для одновременной гибки концов длинномерных заготовок | 1977 |
|
SU623611A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
