I
Изобретение относится к механизации процессов обработки металлов давлением и может быть использовано для подачи в штамп штучных заготовок при горячей штамповке.
Цель изобретения - расширение технологических возможностей устройства для подачи в штамп штучных заготовок путем обеспечения возможности отбраковки недогретых заготовок и повышение его надежности.
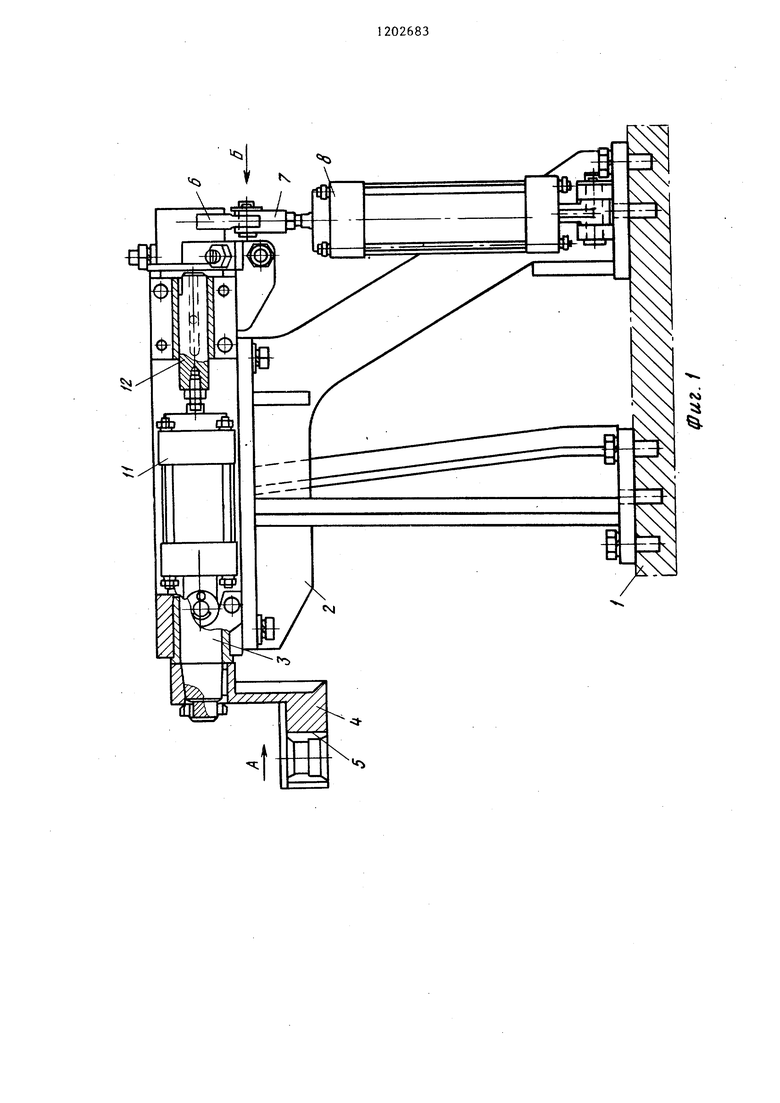
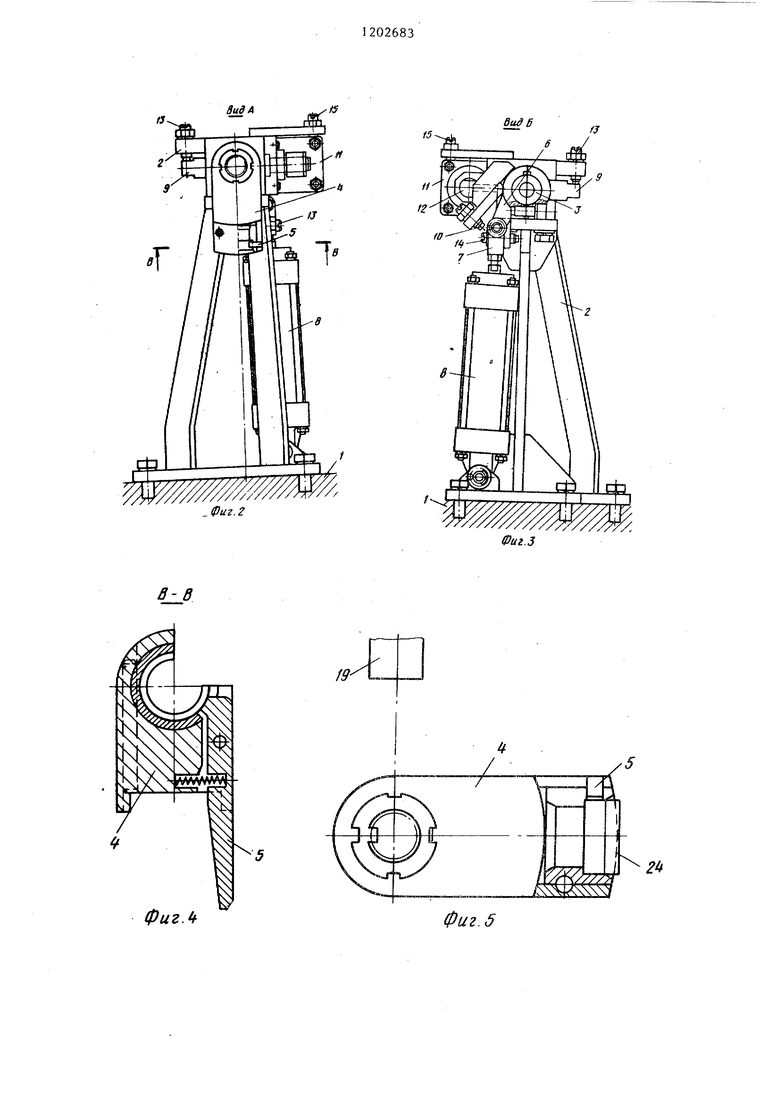
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 вид А на фиг. ; на фиг. 3 -- вид Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 2; на фиг. 5 - положение захвата на позиции захвата заготовки, выходяшей из индуктора; на фиг,, 6 - то же, на позиции отбраковки недогретых заготовок; на фиг . 7 то же, на позиции заталкивания за- готойки в матрицу; на фиг. 8 - сечение Г-Г на фиг. 6.
Устройство для подачи в штамп заготовок размещено на нижней плите 1 штампа и содержит корпус 2, внутри которого в подшипниках размещен вал 3. На коническом конце вала 3 закреплен захват 4 с подпружиненной губкой 5, а на противоположном конце вала 3 имеется рычаг 6, который через серьгу 7 связан с качающимся пневмоцилиндром 8.
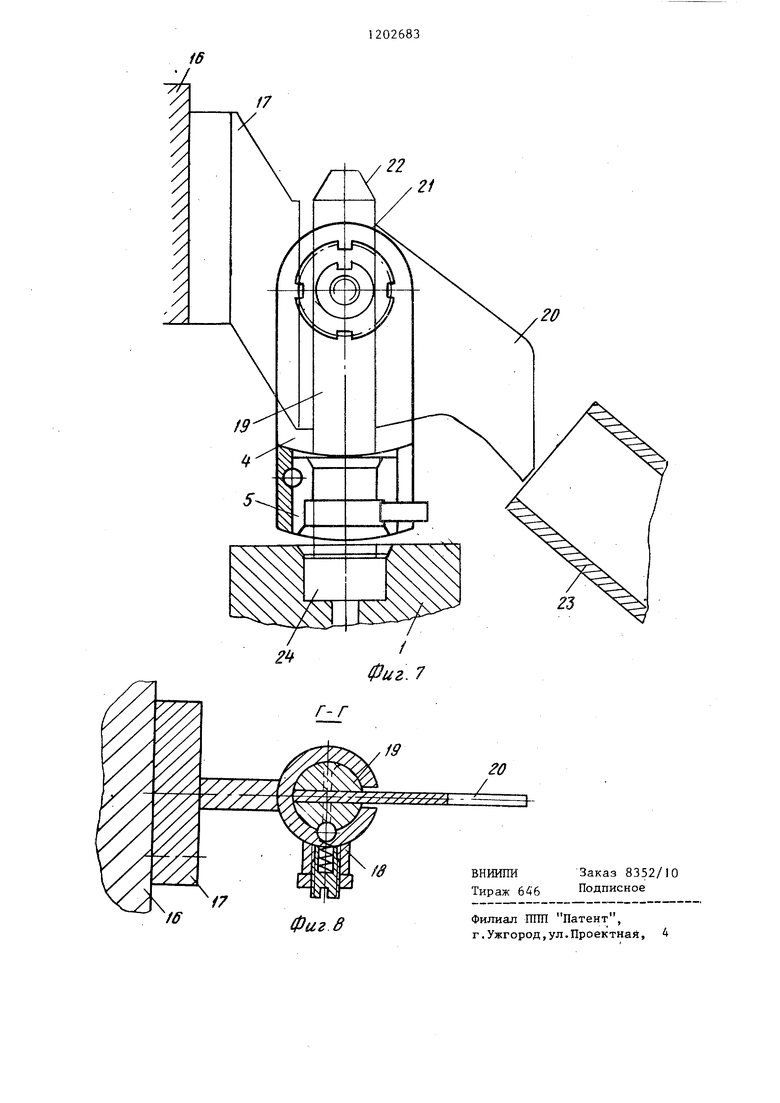
На рычаге 6 закреплены жесткий 9 и регулируемый 10 упоры. К боковой поверхности корпуса 2 устройства прикреплен пневмопривод 11 для подвижного упора 12. Кроме того, к корпусу 2 устройства прикреплены регулируемые упоры 13 - 15. На верхней плите 16 штампа закреплен кронштейн 17, в котором с помощью подпружиненного самоустанавливающегося шарикового фиксатора 18 установлен затг1лкиватель 19.
К заталкивателю 19 прикреплен плоский упор 20, В кронштейне 17 имее;тся вертикальная прорезь 21 для перемещения в ней упора 20. Верхняя часть 22 заталкивателя 19 выполнена конической, может взаимодействовать с- конечным выключателем для отключения пресса и индуктора при аварийной ситуации, например при неточном центрировании захвата. В устройстве предусмотрен лоток 23 для приема вы2026832
биваемых из механической руки недогретых заготовок 24.
Устройство работает следующим образом.
е, От пневмоклапана сжатый воздух подают в поршневую полость пневмо- цилиндра 8, и захват 4 занимает горизонтальное положение (фиг, 5) напротив выходного очка индуктора.
10 Точность этого положения определяется упорами 9 и 14. Длинный конец губки 5 контактирует с упором 15, захват раскрывается, и заготовка 24 из индуктора свободно заталкивается в
15 захват 4. Температура заготовки определяется фотопирометром. Если заготовка недогрета до ковочной температуры, во внештоковую полость цилиндра пневмопривода 11 подают
20 сжатый воздух и упор 12 выдвигается. При поступлении команды на срабатывание захвата 4 сжатый воздух подают в штоковую полость пневмо- цилиндра 8 и захват-рука 4 начинает
25 поворачиваться 5 губка 5 освобождается и под действием пружины зажимает заготовку 24 в захвате 4. Поворот захвата 4 происходит до соприкосновения упоров 10 и 12. При ходе ползуна пресса вниз плоский
30
упор 20 выбивает недогретую заготовку 24 из захвата 4 в отводной лоток 23. При подъеме ползуна захват 4 совершает обратный ход, и далее цикл повторяется.
При выходе из индуктора заготовок 245 нагретых до ковочной температуры, пневмопривод 11 срабатывает в обратную сторону, упор 12 убирается, происходит поворот захвата 4
(фиг. 7) так, что заготовка 24 размещается над матрицей. Точность конечного положения захвата 4 определяет взаимодействие упоров 9 и 14. При ходе ползунов пресса вниз
заталкиватель 19 выбивает нагретую заготовку 24 из захвата 4 в матрицу. Если заготовка в матрицу не попадает, например, при неточном центрировании руки, срабатывает пружинный
фиксатор, и заталкиватель 19 приподнимается вверх относительно кронштейна 17 и своей конической 22 частью нажимает на конечный выключатель , выключая тем самым пресс и
индуктор. На этом цикл заканчивается.
Л4
::i
ts
8ид A
фиг. 2
Вид б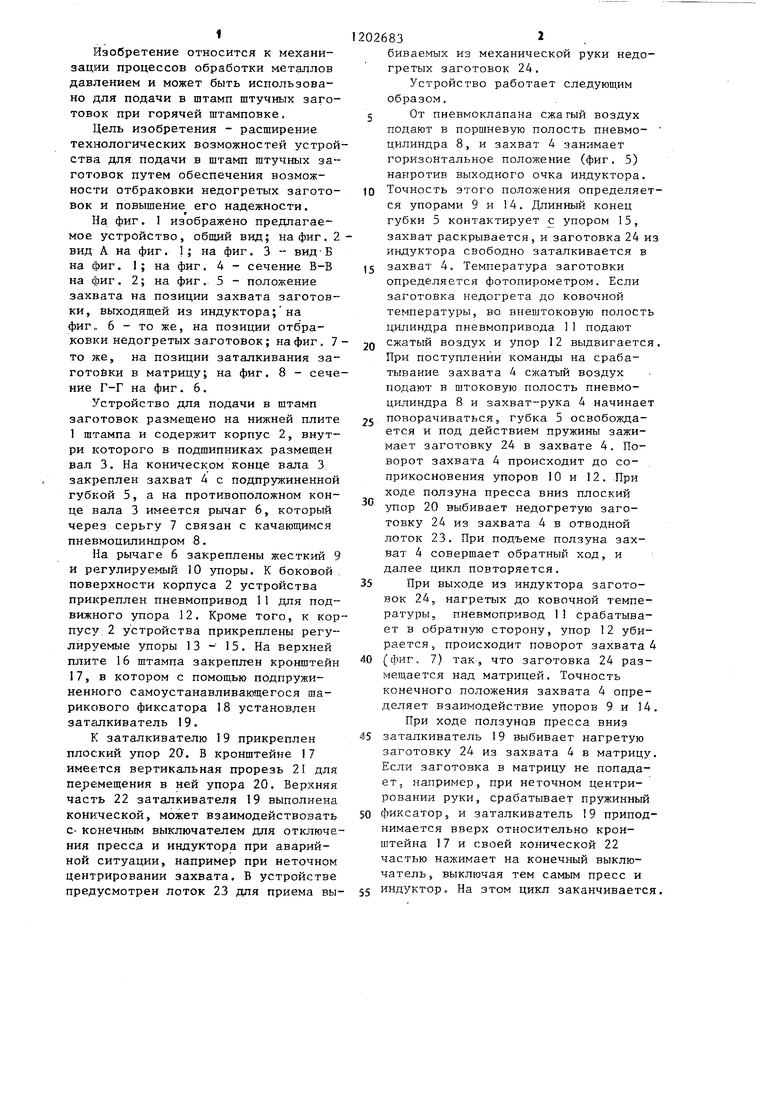
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1987 |
|
SU1505660A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1212677A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Автоматическая линия горячей штамповки | 1986 |
|
SU1424933A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
19фuг.f
Фиг. 6
16
23
Фиг. б
Фиг 8
20
ВНИИПИ Заказ 8352/10 Тираж 646 Подписное
Филиал ПГШ Патент,
г.Ужгород,ул.Проектная, 4
| УСТРОЙСТВО для ПОДАЧИ и УДАЛЕНИЯ ШТУЧНЫХ ЗАГОТОВОК | 0 |
|
SU247901A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
