Изобр(.тение относится к мапшко- строениго и может быть использовано для загрузки, зажима при обработке и разгрузки деталей в атре- атных станках.
Цель изобретения - повьш ение производительности изготовления деталей типа замочных ключей, путем уменьп1ения времени на транспортировку деталей при обработке на рабочих позициях агрегатного станка, подачу на разгрузочнуто позицию и зажим деталей в рабочих позициях.
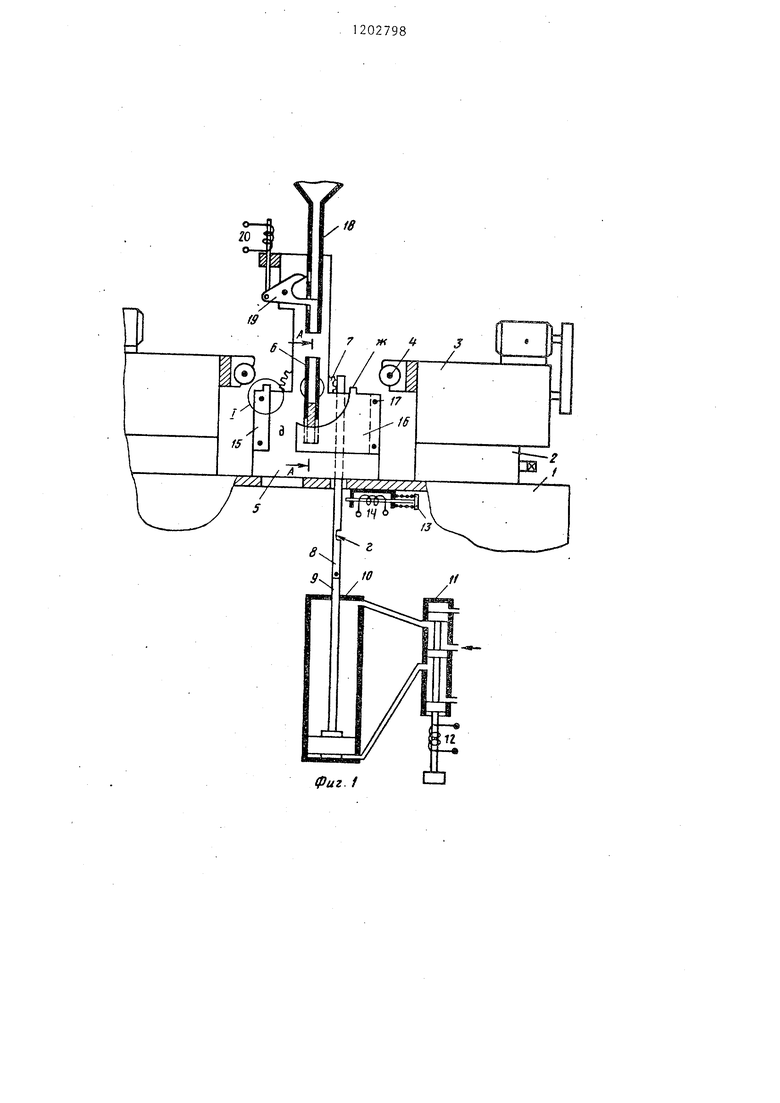
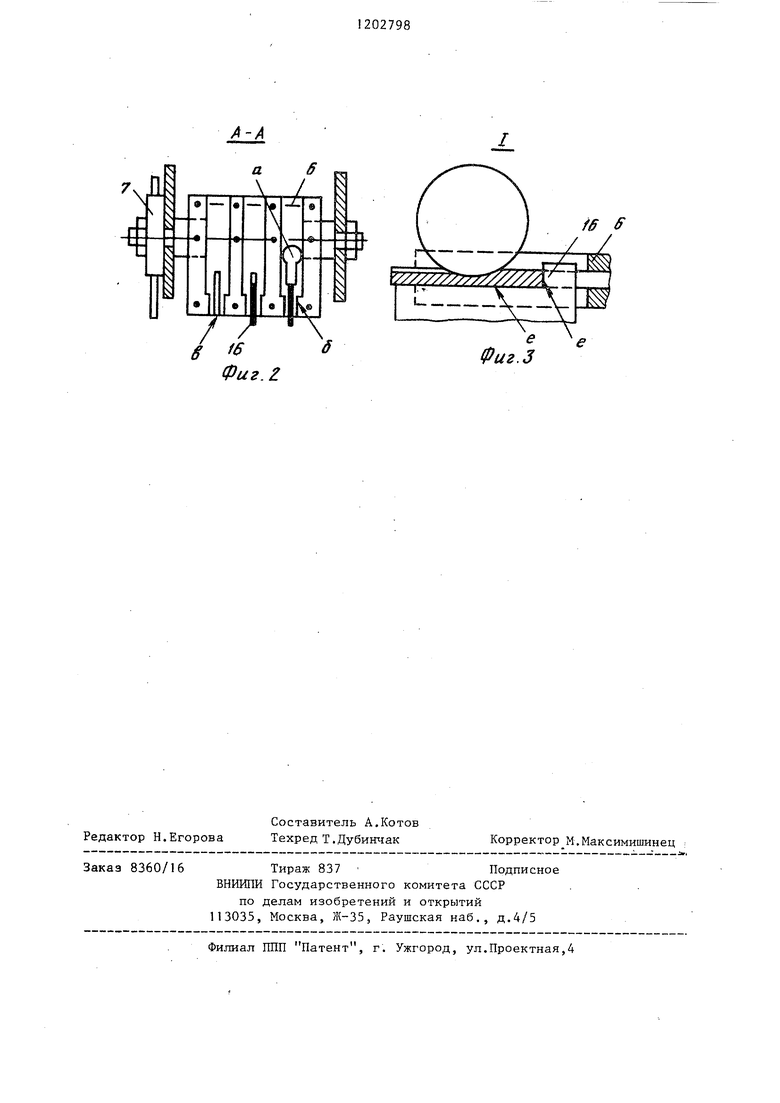
На фиг. 1 изображено загрузочное устройство, установленное на агрегатном станке, общий вид, на фиг. 2 - сечение на фиг 1; на фиг, 3 - узел I на фиг. 1.
Загрузочное устройство установлено на агрегатном станке, имеющем станину 1, установленные на станине 1 салазки 2, силовые головки 3 с фрезерными насадками 4, и содержит многоместное поворотное устройство для перемещения деталей, установленное с возможностью ша- г ового перемещения, выполненное в } 1-5дг установленной внутри коробчатого корпуса 5 плоской поворотной 3 вертикальной плоскости плиты 6 с параллельно расположенными сквоз- 71Ыми ручьями под ключи а , причем ось поворота плиты расположена перпендикулярно оси ручьев и смещена к одному краю плиты 6. В наиболее удаленной от оси поворота части плиты 6 ручьи имеют ступени б для предотвращения вьтадания ключей, вдоль оси ручьев имеются сквозные пазы . Кроме того, поворотное устройство содержит закрепленную на оси поворота плиты 6 шестерню 7, сцепленную с зубчатой рейкой 8, т eющeй гнездо 2 под фиксатор, которая присоединена к штоку 9 силового цилиндра 10, снабженного золотником 11 с электромагнитной катушкой 12 управления. Фиксатор 13 , кат гшкой 14 служат для установки плиты 6 в положение выгрузки ключей в окно Ъ корпуса 5, параллельные опорно-упорные пластины 5 имеют Г 0бразные опорные элементы а, а параллельные опорно-упорные пласти1202798 ,2
яы i6 г-образные опорные элементы ж Шпильки 17, крепят эти пластины. Многоручьевой механизм 18 загрузки деталей снабжен устройством 19
5 для поштучной выдачи и его управляющей катушкой 20. Перечисленные катушки и релейные элементы снабжены системой управления.
Устройство работает следующим
Ш образом.
Включением катушки 20 устройство 19 для поштучной выдачи загружает ручьи ротора заготовками ключей о , которые упираются в дуги пластин 16.
15 Затем включается катушка 12 - силовой цилиндр поворачивает плиту 6 против часовой стрелки. В момент выбега ключей d с дуги пластин 16 они центробежно расходятся в ручьях
20 тлиты б до упора в ступени б, затем плита б ключами ложится на поверхности пластин 15 и таким образом совершает шс зажим усилием силового лп1шдра 10, После этого включает25 -я рабочий ход левой силовой голой- ки 3 - фрезеруются продольные пазы на одной стороне ключей, после чего силовая головка 3 отходит. Затем отключается катушка 12
2„ силовой цилиндр 10 обратным ходом
поворачивает плиту б. Поскольку . при этом ключи центробежно разведены до упора в ступени б, то плита 6 ложится ключами на Г-образные опорные элементы пластин 1 б и прижи35
40
50
мается к ним силовым цилиндром 10. После этого включается рабочий ход правой силовой головки 3 - фрезеруются продольные пазы на другой стороне ключей, после чего силовая головка 3 отходит.
Затем последовательно включаются 1 ;атушки 14 и 12 - происходит поворот
., Г литы 6 против часовой стрелки пока фиксатор 13 не войдет в гнездо 2 рейка 8 и не остановит вместе с ней плиту 6 в положении самопроизвольной выгрузки ключей обратно из ручьев в окно 6 корпуса 5 станины.
Затем отключаются катушки 14 и 12 шток силового цилиндра 10 перемещается вниз до отказа - плита 6 становится в изображенное на фиг. 1
сг положение. Далее цикл повторяется.
поворачивает плиту б. Поскольку при этом ключи центробежно разведены до упора в ступени б, то плита 6 ложится ключами на Г-образные опорные элементы пластин 1 б и прижи
мается к ним силовым цилиндром 10. После этого включается рабочий ход правой силовой головки 3 - фрезеруются продольные пазы на другой стороне ключей, после чего силовая головка 3 отходит.
Затем последовательно включаются 1 ;атушки 14 и 12 - происходит поворот
Г литы 6 против часовой стрелки пока фиксатор 13 не войдет в гнездо 2 рейка 8 и не остановит вместе с ней плиту 6 в положении самопроизвольной выгрузки ключей обратно из ручьев в окно 6 корпуса 5 станины.
Затем отключаются катушки 14 и 12 шток силового цилиндра 10 перемещается вниз до отказа - плита 6 становится в изображенное на фиг. 1
положение. Далее цикл повторяется.
фиг. 1
А-А
I
Фиг.З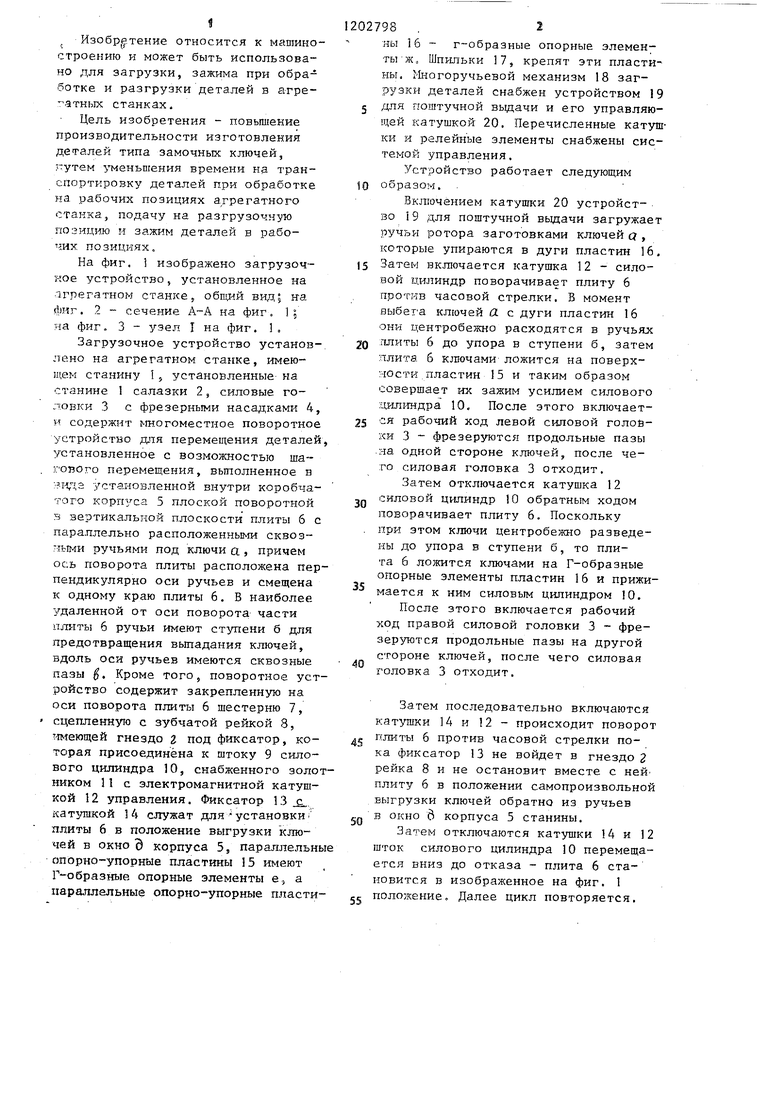
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для одновременной гибки в противоположных направлениях концов длинномерной заготовки | 1987 |
|
SU1542659A1 |
| Манипулятор | 1991 |
|
SU1813620A1 |
| Многопозиционный агрегатный станок | 1981 |
|
SU988529A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Установка для групповой клепки | 1986 |
|
SU1349867A1 |
| Линия обработки, облицовывания кромок и сверления щитовых деталей деревянных корпусов | 1988 |
|
SU1576320A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Устройство для ориентирования при сборке детали типа втулки с боковым отверстием | 1980 |
|
SU946879A2 |
| ПНЕВМАТИЧЕСКИЙ КОНТРОЛЬНО-ДИАГНОСТИЧЕСКИЙ СТЕНД | 2014 |
|
RU2597630C2 |
| Транспортер автоматической линии | 1985 |
|
SU1306692A1 |
Редактор Н.Егорова
Составитель А.Котов Техред Т.Дубитгак
Заказ 8360/16
Тираж 837 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, ЙЬЗЗ, Раушская наб., д.4/5
Филиал ППП Патент, г. Ужгород, ул.Проектная,4
Корректор М.Максимишинец
| Счетная таблица | 1919 |
|
SU104A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
