. 1
Изобретение относится к прокатному производству, в частности к загрузочным устройствам оборудования j обрабатьгоающаго кольца и детали типа колец-муфты, ниппеля.
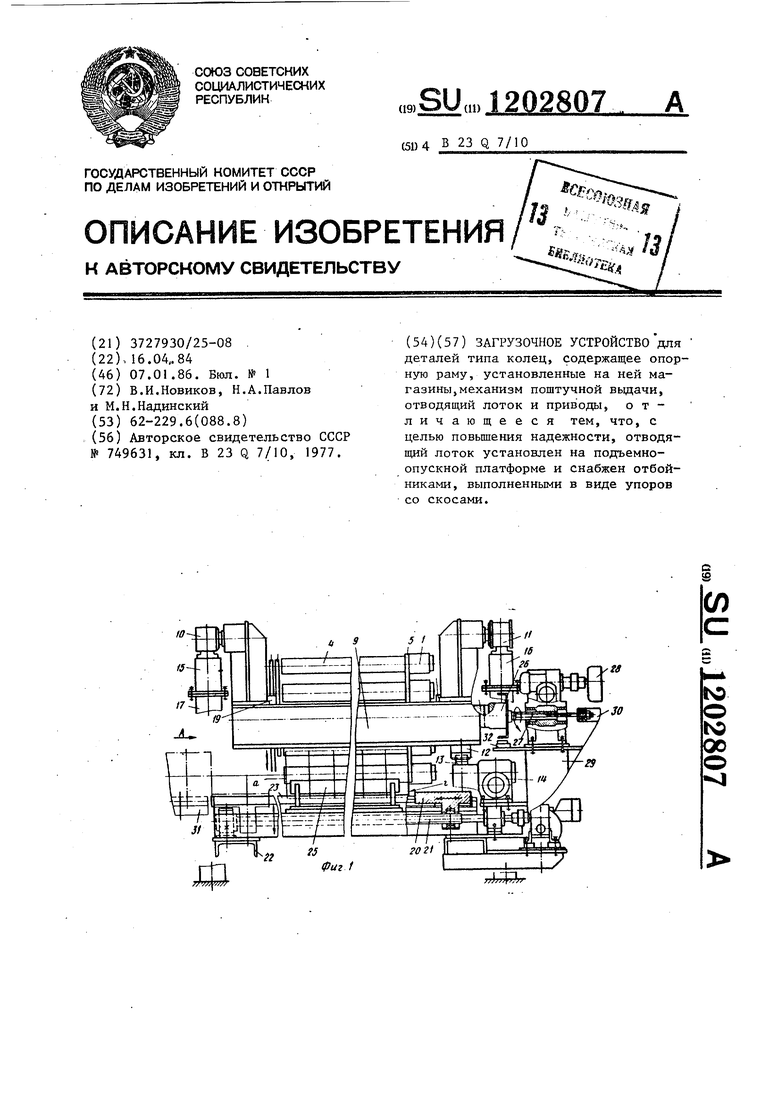
Цель изобретения - повышение надежности работы загрузочного устройства.
Цель достигается тем, что за- 1 руя;ениые в станок детали лишены си- jiOBoro воздействия со стороны сосед- 1ШХ деталей и элементов конструкции, нарушающего их ориентированное положение .
Па фиг. I изображено загрузочное ycTpoiicTBO; общий вид, на фиг. 2 - вид А на фиг. 1.
Загрузочное устройство для деталей типа колец состоит из двух барабанных магазинов и 2, из которых выполнен в виде расположенных вокруг вала 3 цилиндрических штырей 4, закрепленных посредством фланца 5. На вал 3 насажен фланцевый подшипник 6 и подшипник 7. В подшипнике 6 смонтирована заслонка 8. Оба подшипника размещены в прямоугольных гнездах опорной рамы 9 со смонтированными на ней катками 10 и 1, а рейкой 2, входящей в зацепление с шестерней i 3 реечного привода 4. Катки 10 и 11 установлены на направляющих 15 и 16, закрепленных на стойках 17 и 18, Гнезда опорной рамы 9 выполнены с упором 19. Соосно продольной оси барабанных магазинов 1 и 2 расположен механизм поштучной выдачи деталей, содержа- гдий толкатель 20 с приводом 21 горизонтального перемещения, установленные на подъемно-опускной платформе 22 с приводом (не показан). {ia платформе 22 установлен также отводящий лоток 23 и отбойники 24 и 25. Вал 3 соединен сцепной муф- той 26 с валом 27 привода 28 его вращения. Привод 28 установлен на стойке 29s на ней установлен также привод 30 передвижения муфты 26.
Устройство работает следующим образом.
Перед началом работы опорную раму 9, отводящий лоток 23 и муфту 26 привода 28 устанавливают в исходную позин.йю: опорная рама 9 находится в крайнем левом положении; лоток 23 установлен в положении, при котором ось лежащего на нем кольца, например,
028072
максимального диаметра, совпадает с осью шпинделя станка 1не показано), а плоскость лотка 23 совпадает с плоскостью транспортера 31 станка, 5 причем ось лотка 23 соосна оси крайнего правого гнезда опорной рамы, муфта 26 привода 28 находится в крайнем правом положении.
Маганизы 1 и 2 устанавливают на
10 опорную раму 9 таким образом, чтобы ось нижнего штыря была под осью магазина и параллельна ей, причем заслонки 8 обоих магазинов приподнимаются благодаря наличию в поса15 дочнык гнездах опорной рамы 9 упоров 19. Все кольца, висящие на штыре Л магазина 1, приподнимаются над ним, а кольца, висящие на штырях S и 6 , смещаются соответству20 ющими отбойниками 24 и 25 в сторону от оси перемещения толкателя 20, находящегося в исходном положении. Затем включается привод 30 перемещения муфты 26 вала 27, которая
25 после завершения полного хода соединяется с валом 3 магазина 1.
Одновременно с этим включается привод 21 перемещения толкателя 20 вдоль оси лотка 23. При переме3Q щении толкатель 20 упирается в торец кольца , а тот, в свою очередь, в торец последующего кольца, в результате чего происходит смещение всех колец со штыря о, на лоток 23 и толкатель 20 возвращается в исходне положение. Включают привод 28 и барабанный магазин 1 поворачивается на 60°, фиксируемый датчиком 32.
В процессе поворота штырь S перемещается в крайнее нижнее поло0
жение, висящие на нем кольца приподнимаются отбойником 24 и толкатель 20 вновь перемещается, смещая кольца со штыря 5 на лоток 23. Цикл повторяется до тех пор, пока все . штыри не будут свободными. Затем муфта 26 вала 27 и лоток 23 возвращаются в положение, при котором верхняя плоскость отбойника 24 окажется ниже кольца, висящего на штыре о магазина 2. Включается привод 14, и опорная рама 9 перемещается из положения I в положение И, до соосности оси магазина 2
,, с осью перемещения толкателя 20.
Лоток 23 перемещается в исходное положение, и муфта 26 соединяется
5
5
0
с валом 3 магазина 2. Разгрузка магазина 2 осуществляется так же, как- и магазина 1. В процессе разгрузки магазина 2 происходит замена разгруженного магазина I на новый и т.д.
При переходе на самый г-ппшгчаль- ный техг ологическш диаметр кольца лоток 23 меняет свое исходное положение и на положение UT. и далее осуществляется загрузка станка указанным образом.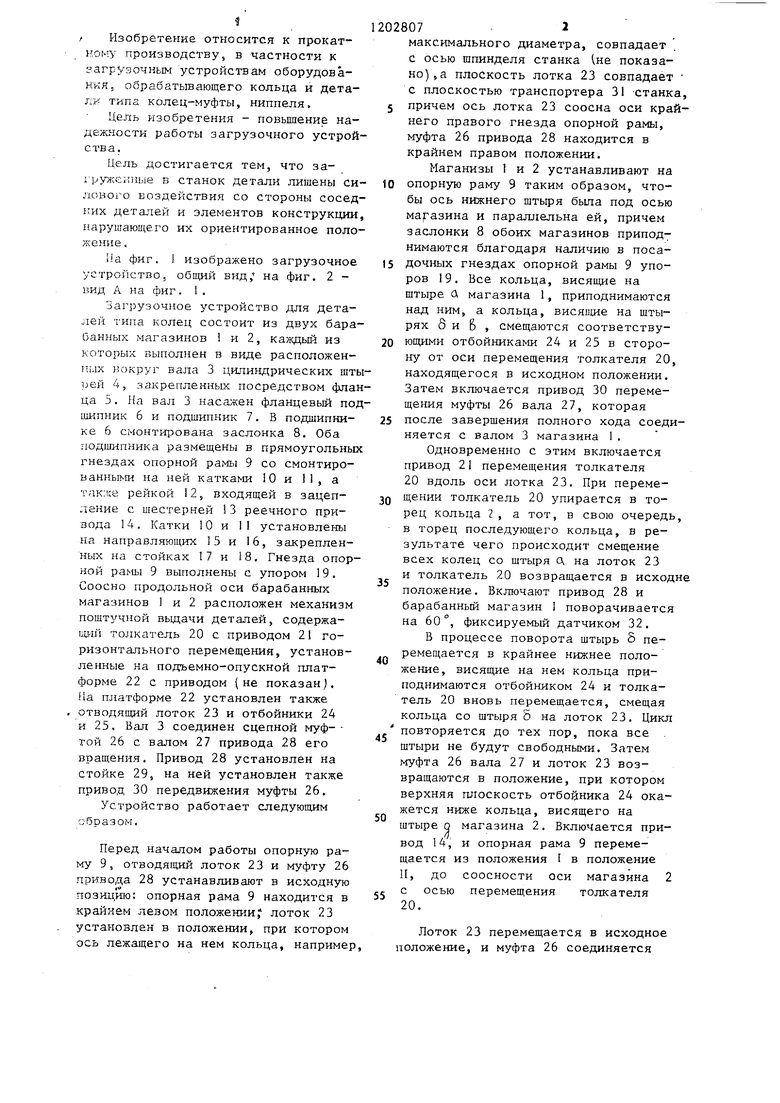

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки наверточных станков | 1985 |
|
SU1292982A1 |
| Способ сборки радиальных шариковых подшипников с углом заполнения шарами более 180 @ и устройство для его осуществления | 1978 |
|
SU1135933A1 |
| Станок для расточки канавок во вкладышах подшипников | 1983 |
|
SU1194594A1 |
| Автоматический станок для финишной обработки дорожек качения колец подшипников | 1984 |
|
SU1194654A1 |
| Станок для расточки канавок во вкладышах подшипников | 1987 |
|
SU1480975A2 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Машина для промывки колец подшипников | 1981 |
|
SU1049126A1 |
| Автомат для сортировки внутренних и наружных колец шариковых радиальных подшипников | 1958 |
|
SU120919A1 |
| СТАНОК ДЛЯ СБОРКИ И СМАЗКИ | 1965 |
|
SU172693A1 |
597
25 20 2Z
Редактор А,Сабо
Составитель А.Котов .
Техред Т.Дубинчак Корректор Г.Решетшгк
Заказ 8360/16 Тираж 837Подписное
ВНИИПИ Государственного коьштета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. ПроектггаЯ} 4
| Загрузочное устройство | 1977 |
|
SU749631A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
