1
Изобретение относится к машиностроению и может быть использовано при механической чистовой обработке глухих отверстий деталей машин методом хонингования.
Цель изобретения - повышение точности обработки глухих отверстий малого диаметра и увеличение срока службы инструмента за счет выдержки брусков и глухого торца отверстия.
На фиг. 1 изображена хонинговал ная головка, продольный разрез; на фиг. 2 - вид А на фиг. 1.
Хонинговальная головка состоит из корпуса 1, в центральном отверстии которого расположен ра.зжим- ной корпус 2, В глухих продольных пазах 3 (фиг. 2) корпуса крепятся при помощи втулки с пружинными лепестками 4 конусные планки 5 с за- пресСованными в них выступающими штырями 6, предназначенными для котакта с пазами 7 держателей 8 брусков в крайнем, отжатом пружиной 9 положении. Бруски, вьшолненные составными методом напайки стандартных, алмазных брусков на пластину, входят в пазы корпуса. Для удержания держателей с брусками и прижатия их к опорным конусам служат кольца 10. Хонинговальная головка изображена в момент соприкосновения брусков с торцом глухого отверстия обрабатываемой детали 11.
Хонинговальная головка работает следующим образом.
2028272
Привод станка сообщает головке вращательное и возвратно-поступательное движение. Осевым перемещением вниз разжимной корпус 2, преодо- 5 левая усилие пружин 4 и 9, через конусные планки 5 осуществляет разжим держателей 8 брусков на требуемый диаметр обрабатываемого отверстия .
При движении хонинговальной головки вниз по отверстию обрабатываемой детали 1 1 держатели 8 брусков, отжатые пружиной 9 и удерживаемые в пазах корпуса штырем 6 в крайнем положении, движутся вместе с корпусом 1 головки до упругого соприкосновения их с дном отверстия.
Бруски, упираясь в дно отверстия, прекращают поступательное движение вниз, в то время как корпус с разжимным щтоком конусными планками сжимает пружину 9, проходит некоторое расстояние дальше вниз, и не доходя торцом корпуса до дна отверстия, начинает движение вверх относительно брусков, пока штыри конусных планок, перемещаясь по пазам брусков, не потянут за собой бруски. Время перебега головки вверх-вниз с момента остановки брусков составляет время вьщержки брусков у глухого торца отверстия, что позволяет
осуществить дополнительный съем
металла и устранить конусообразность отверстия обрабатьшаемой детали.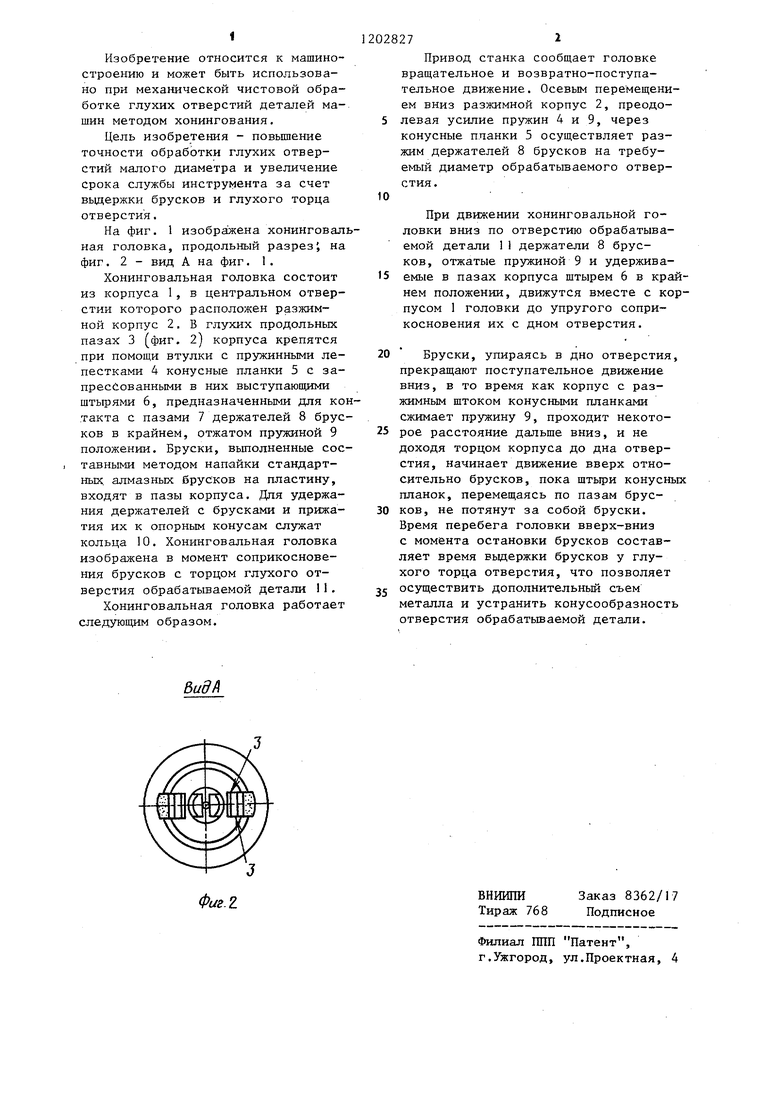
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1985 |
|
SU1310177A1 |
| Хонинговальная головка для обработки глухих отверстий | 1987 |
|
SU1616805A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1985 |
|
SU1291376A1 |
| Хонинговальная головка для обработки отверстий малого диаметра | 1985 |
|
SU1273236A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Хонинговальная головка | 1986 |
|
SU1333549A1 |
| Хонинговальная головка | 1990 |
|
SU1781014A1 |
| Хонинговальная головка | 1990 |
|
SU1781013A2 |
| Хонинговальная головка для обработки глухих отверстий | 1987 |
|
SU1549729A1 |
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |

Фаг..
вниипи
Тираж 768
Заказ 8362/17 Подписное
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
| Куликов С.И | |||
| Хонингование | |||
| Справочное пособие | |||
| М.: Машиностроение, 1939, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
