2,Устройство .по П.1, отличающееся тем, что сварочньм инструмент выполнен из немагнитного материала и снабжен неподвижно закрепленными на нем через теплоизолирующие прокладки ферромагнитными пл тами, расположенными в зонах размещения магнитных элементов.
3,Устройство по пп. 1 и 2, о т- личающееся тем, что сварочный инструмент выполнен из алюминия ,
4,Устройство по пп. , отличающееся тем, что сва- рочньй инстрзгмент снабжен неподвиж1
Изобретение относится к контактнго тепловой сварке пластмасс, а именно к устройствам для изготовления ковров из рулонных термопластичных материалов, преимущественно из линолеума, и может быть использовано в конвейерных линиях для изготовления ковров размером на комнату в заводских условиях.
Цель изобретения - повьшение надежности работы устройства.
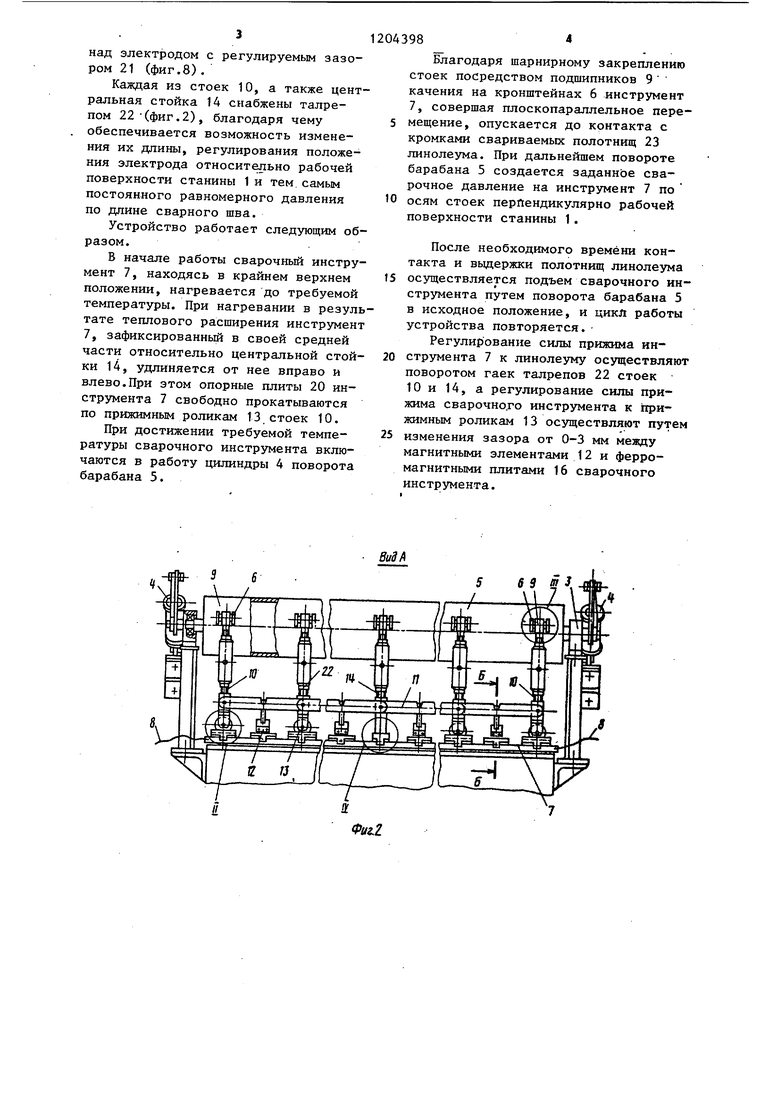
На фиг.1 изображено предлагаемое устройство, вид сбоку; на фиг.2 - В1Щ А на фиг.1; на фиг.З - узел на фиг.1; на фиг.4 - узел II на фиг.2; на фиг.З - узел III на фиг.2 на фиг. 6 - узел JiL на фиг.2; на фиг. 7 - разрез Б-Б на фиг.2;. на фиг. 8 - вид В на фиг.7.
Устройство для контактно-тепловой сварки термопластов содержит станину 1 с опорами 2, на которых смонтирован посредством подшипниковых узлов 3 поворотный с помощью силовьпс цилиндров 4 барабан 5 с закрепленными на нем с равным шагом кронштейнами 6. Барабан 5 предназначен для подъема-опускания сварочного инструмента 7 с нагревателем 8.
. На закрепленных вдоль барабана 5 кронштейнах 6 посредс вом подтип- НИКОВ 9 качения (фиг.2 и 5) подвешены верхними концами вертикальные стойки 10, расположенные в местах сочленения многосекционной шарнирной
204398
но закрепленными на нем через теплоизолирующие прокладки опорными плитами с направляющими пазами для прижимных роликов.
5.Устройство по пп. 1-4, о т л и- чающееся тем, что магнитные элементы шарнирно закреплены в средней части каждой секции траверсы
и размещены над инструментом с регулируемым зазором.
6.Устройство по П.1, о т л и- чающееся тем, что вертикальные стойки выполнены регулируемыми по длине.
траверсы 11, смонтированной на стойках.
В средней части каждой секции траверсы 11 шарнирно закреплены
магнитные элементы 12.
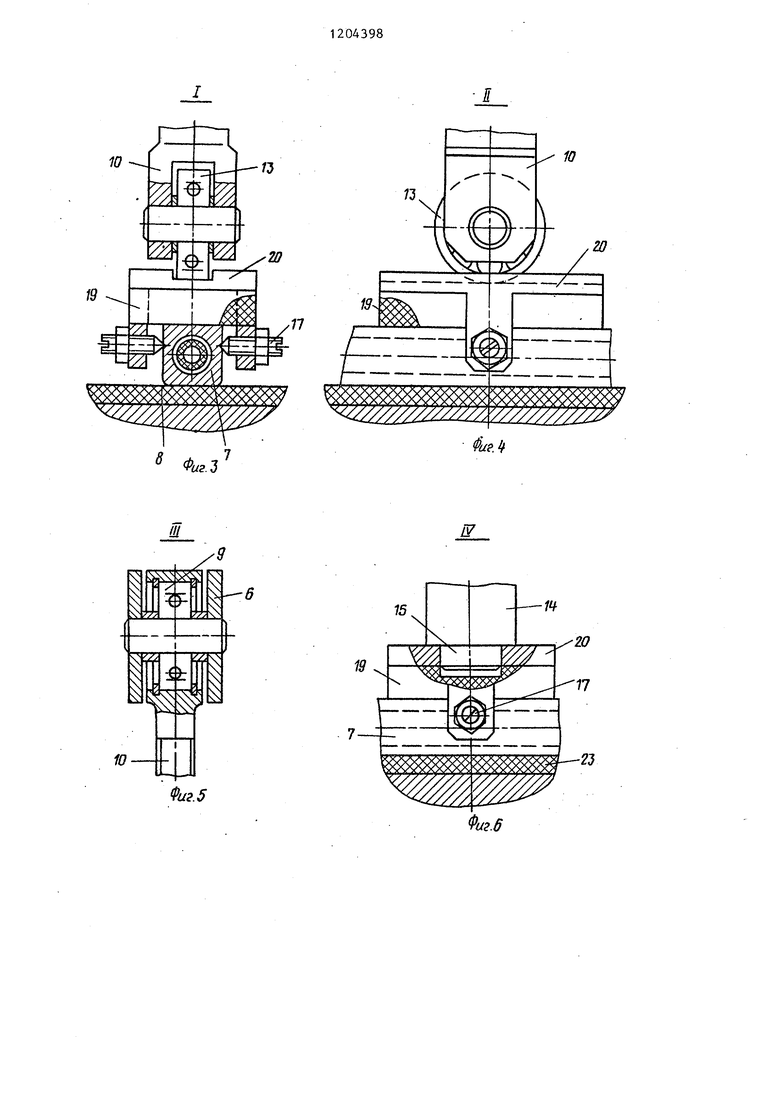
На нижних концах стоек 10 установлены прижимные ролики 13 (фиг.2 и 4), взаимодействующие с инструментом 7. Последний зафиксирован
в средней части относительно центральной стойки 14 посредством цапфы 15 (фиг.6).
Сварочный инструмент 7 выполнен из легкого немагнитного материала,
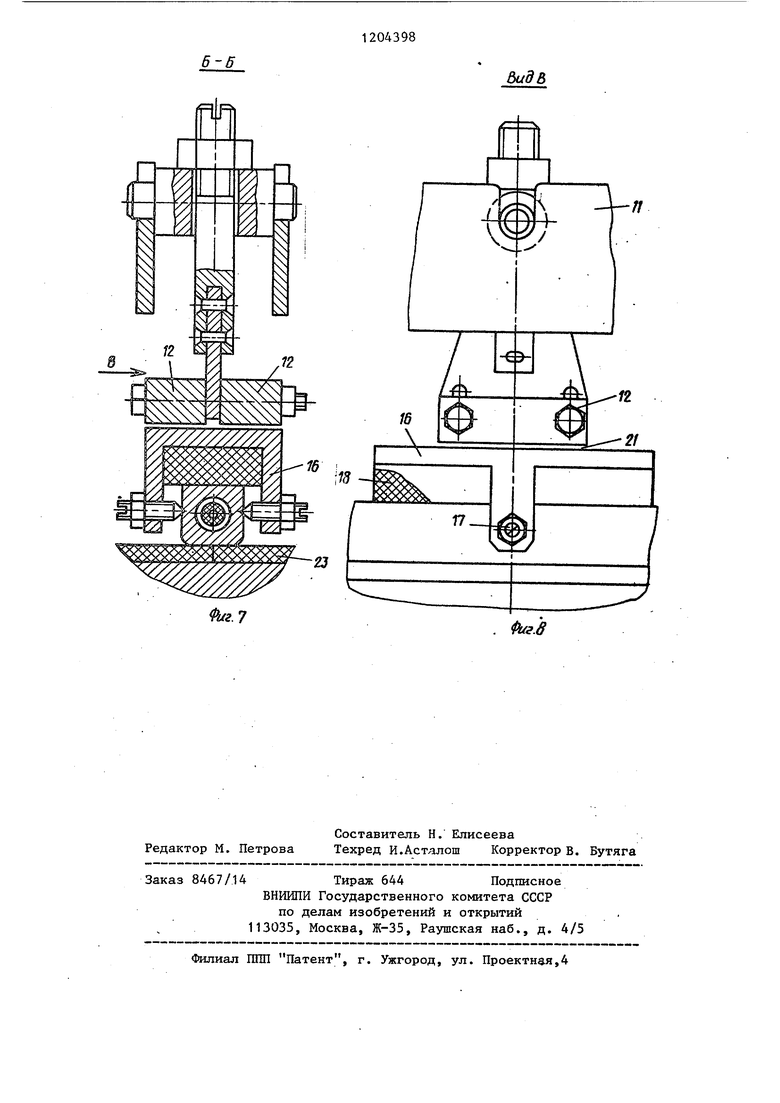
например алюминия, и снабжен ферромагнитными плитами 16 (фиг.8), закрепленными прижимами 17 через тепло- изолирующие прокладки 18. Плиты 16 расположены в зонах размещения магнитных элементов 12 с возмолшостью их взаимодействия.
Кроме того, инструмент 7 снабжен неподвижно закрепленными прижимами
17 через теплоизолирующие прокладки 1 9 опорными плитами 20 (фиг.4) с направляющими пазами для прижимных роликов -13, ограничивающих боковое смещение инструмента 7.
Для уменьшения усилия сопротивления трения между сварочным инструг ментом 7 и магнитными элементами 12 при тепловом расширении и уменьшении отрьшного усилия при снятии электрода магнитные элементы размещены
над электродом с регулируемым зазором 21 (фиг.8) .
Каждая из стоек 10, а также центральная стойка 14 снабжены талрепом 22(фиг.2), благодаря чему обеспечивается возможность изменения их длины, регулирования положения электрода относительно рабочей поверхности станины 1 и тем самым постоянного равномерного давления по длине сварного шва.
Устройство работает следующим образом.
В начале работы сварочный инструмент 7, находясь в крайнем верхнем положении, нагревается до требуемой температуры. При нагревании в результате теплового расширения инструмент 7, зафиксированньш в своей средней части относительно центральной стойки 14, удлиняется от нее вправо и влево.При этом опорные плиты 20 инструмента 7 свободно прокатываются по прижимным роликам 13.стоек 10.
При достижении требуемой температуры сварочного инструмента включаются в работу цилиндры 4 поворота барабана 5.
204398
Благодаря шарнирному закреплению стоек посредством подшипников 9 качения на кронштейнах 6 инструмент 7, совершая плоскопараллельное пере- 5 мещение, опускается до контакта с кромками свариваемых полотнищ 23 линолеума. При дальнейшем повороте барабана 5 создается заданнЬе сварочное давление на инструмент 7 по О осям стоек перпендикулярно рабочей поверхности станины 1.
После необходимого времени контакта и выдержки полотнищ линолеума
осуществляется подъем сварочного инструмента путем поворота барабана 5 в исходное положение, и цикл работы устройства повторяется.
Регулирование силы прижима инструмента 7 к линолеуму осуществляют поворотом гаек талрепов 22 стоек 10 и 14, а регулирование силы прижима сварочного инструмента к гфи- жимным роликам 13 осуществляют путем
изменения зазора от 0-3 мм между магнитными элементами 12 и ферромагнитными плитами 16 сварочного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактно-тепловой сварки термопластов | 1986 |
|
SU1353648A2 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1980 |
|
SU952639A1 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1986 |
|
SU1459933A1 |
| Устройство для сборки под сварку балок корабельного набора с полотнищем | 1980 |
|
SU933344A1 |
| Устройство для сварки термопластичных материалов | 1985 |
|
SU1359150A1 |
| АВТОМАТИЧЕСКАЯ СВАРОЧНАЯ МАШИНА ДЛЯ ПРОДОЛЬНОГО ОРЕБРЕНИЯ ТРУБ | 2021 |
|
RU2785395C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОВРОВ ИЗ РУЛОННЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2095244C1 |
| Устройство для сборки под сварку балок корабельного набора с полотнищем | 1980 |
|
SU977132A1 |
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1983 |
|
SU1111864A2 |

Z y ZZZZZZ
Фиг.
10
л
/
;/
.20
7y////////ZZ
Фи.1
ш
Ш
I
Рп
I
it
I
ю
иг.5
15
Щ
20
17
6-6
Фиг. 7
п
. Фиг.8
Редактор М. Петрова
Составитель Н. Елисеева
Техред и.Астялош Корректор В. Бутяга
8467/14 Тираж 644 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная,4
| Устройство для контактно-тепловой сварки термопластов | 1982 |
|
SU1052401A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для контактной тепловой сварки термопластичных материалов | 1981 |
|
SU1014735A1 |
| Солесос | 1922 |
|
SU29A1 |
