I
Изобретение относится к технологии сборки при производстве контактной электрической аппаратуры, в частности, к сборке деталей типа вал-втулка, и мсмкет найти применение в электротехнической, радиотехнической и других отрасля с промышленности, при сборке контактов с контактными пластинами, контактными мостиками и др.
Известно устройство для сборки деталей типа втулка-валик с головкой, снабженное вращающейся обоймой fl}.
Для обеспечения сборки при неточной взаимной ориентации деталей внутреняя цилиндрическая поверхность обойкш-вълолнена эксцентричной относи- тепьно оси вращения обоймы. При вращении обоймы конец детали перемещается по траектории, близкой к круговой, т.е. совершается поиск и совмещение валика с отверстием втулки.
Однако в устройстве с целью совмещения стержня валика с отверстием необходимо вращать обойму с находящимся в ней валиком. При малом времени нахождения отверстия против оси вращения обоймы для гарантированной ориентации и вхождения валика в отверстие необходимо значительно увеличить обороты обоймы„ При этом, однако, за счет инерционных сил возможна задержка вхождения валика в отверстие, так как вхождение происходит за счет веса валика, что понижает на10дежность сборки.
Наиболее близким к изобретению по технической сущности является устройство для сборки деталей типа вал-втулка,содержащее механизмы пода-
«S чи собираемых деталей в виде,вибробункера с вибролотками и неподвижный упор со скосом. Скос неподвижного упора является продолжением лотка для подами одной из деталей 2.
ю
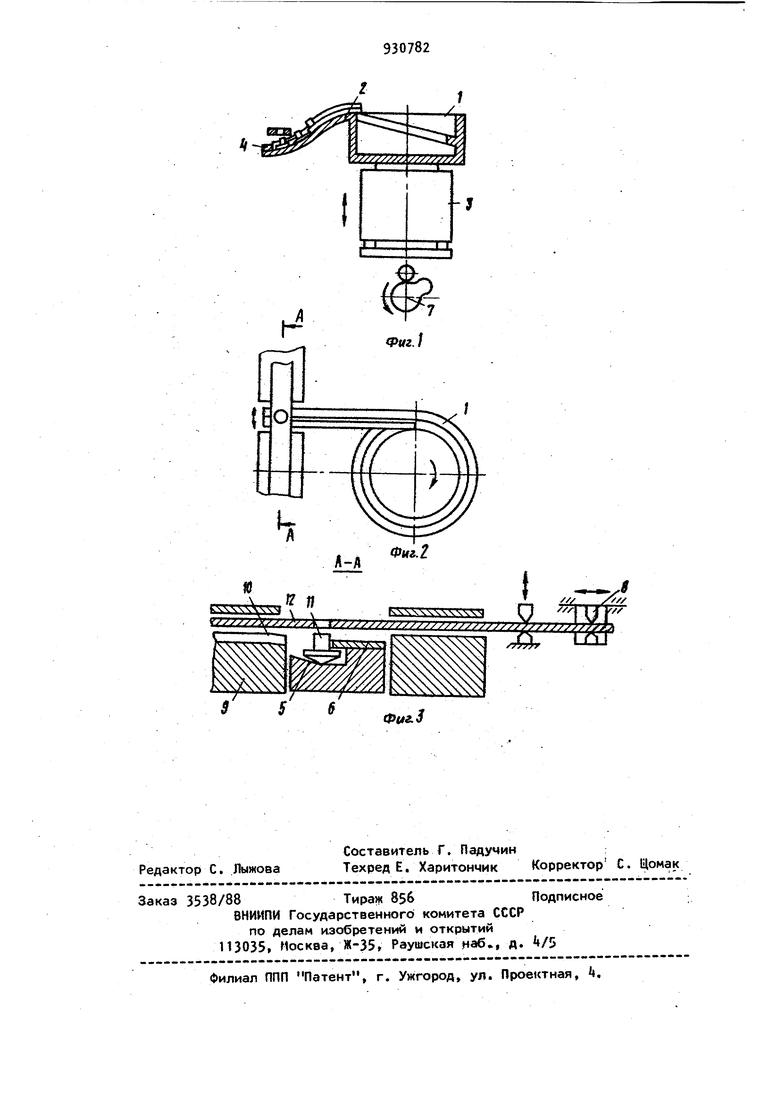
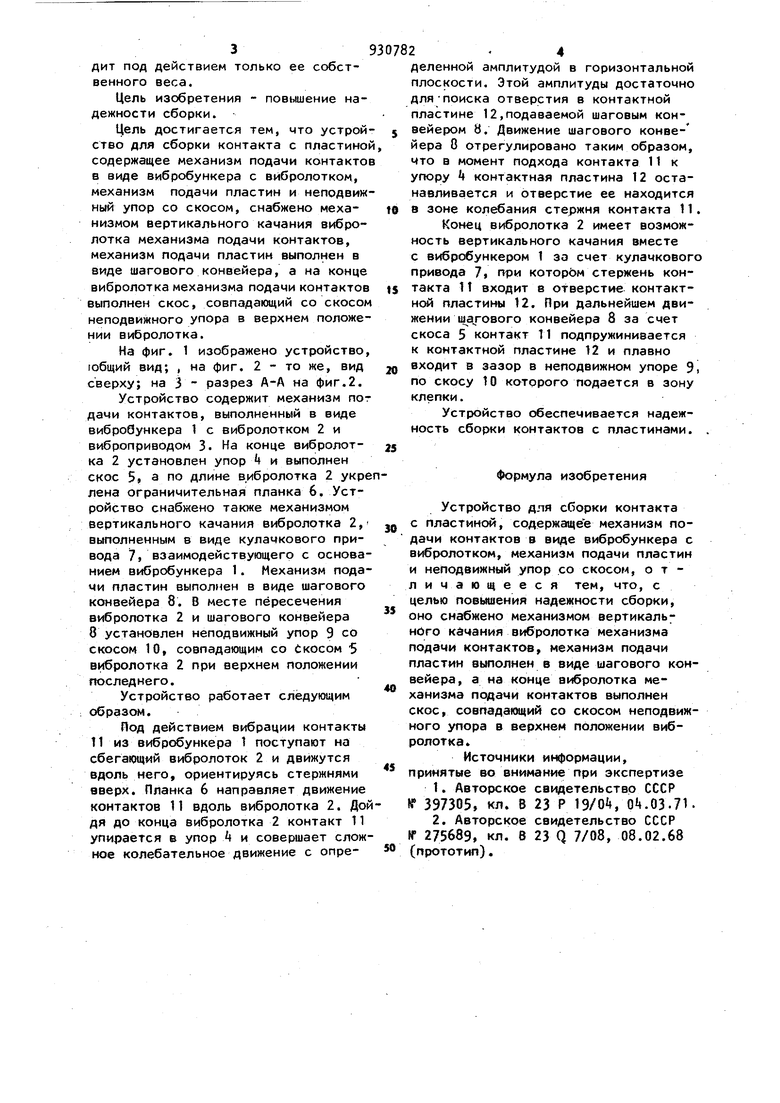
Недостатком этого устройства является недостаточная надежность сборки, обусловленная тем, что вхождение детали типа вал в отверстие происходит под действием только ее собственного веса. Цель изобретения - повышение надежности сборки. Цель достигается тем, что устрой ство для сборки контакта с пластино содержащее механизм подачи контакто в виде вибробункера с вйбролотком, механизм подачи пластин и неподвиж ный упор со скосом, снабжено механизмом вертикального качания вибролотка механизма подачи контактов, механизм подачи пластин выполнен в виде шагового конвейера, а на конце вибролотка механизма подачи контактов вь(полнен скос, совпадающий со скосом неподвижного упора в верхнем положении вибролотка. На фиг. 1 изображено устройство, гобщий вид; , на фиг. 2 - то же, вид сверху; на 3 - разрез А-А на фиг.2. Устройство содержит механизм пот дачи контактов, выполненный в виде вибробункера 1 с вибролотком 2 и виброприводом 3. На конце вибролотка 2 установлен упор Ц и выполнен скос 5 а по длине вибролотка 2 укре лена ограничительная планка 6. Устройство снабжено также механизмом вертикального качания вибролотка 2, выполненным в виде кулачкового привода 7 взаимодействующего с основанием вибробункера 1. Механизм подачи пластин выполнен в виде шагового конвейера 8. В месте пересечения вибролотка 2 и шагового конвейера 8 установлен неподвижный упор 9 со скосом 10, совпадающим со Скосом 5 вибролотка 2 при верхнем положении последнего. Устройство работает следующим образом. Под действием вибрации контакты 11 из вибробункера 1 поступают на сбегающий вибролоток 2 и движутся вдоль него, ориентируясь стержнями вверх. Планка 6 направляет движение контактов 11 вдоль вибролотка 2. До дя до конца вибролотка 2 контакт П упирается в упор Ц и совершает слож ное колебательное движение с определенной амплитудой в горизонтальной плоскости. Этой амплитуды достаточно дляпоиска отверстия в контактной пластине 12,подаваемой шаговым конвейером 8. Движение шагового конве- йера 8 отрегулировано таким образом, что в момент подхода контакта 11 к упору Ц контактная пластина 12 останавливается и отверстие ее находится в зоне колебания стержня контакта 11. Конец вибролотка 2 имеет возможность вертикального качания вместе с вибробункером 1 за счет кулачкового привода 7f при которЬм стержень контакта 11 входит в отверстие контактнс пластины 12. При дальнейшем движении ujaj-OBoro конвейера В за счет скоса 5 контакт 11 подпружинивается к контактной пластине 12 и плавно входит в зазор в неподвижном упоре 9) по скосу 10 которого подается в зону клепки. Устройство обеспечивается надежность сборки контактов с пластинами. Формула изобретения Устройство для сборки контакта с пластиной, содержащее механизм подачи контактов в виде вибробункера с вибролотком, механизм подачи пластин и неподвижный упор со скосом, отличающееся тем, что, с целью повышения надежности сборки, оно снабжено механизмом вертикальнйго кдчания вибролотка механизма подачи контактов, механизм подачи пластин выполнен в виде шагового конвейера, а на конце вибролотка механизма подачи контактов выполнен скос, совпадающий со скосом неподвижного упора в верхнем положении вибролотка. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 397305, кп. В 23 Р 19/0, О .ОЗЛ 2.Авторское свидетельство СССР (Г 275689, кл. 8 23 Q 7/08, 08.02.68 (прототип).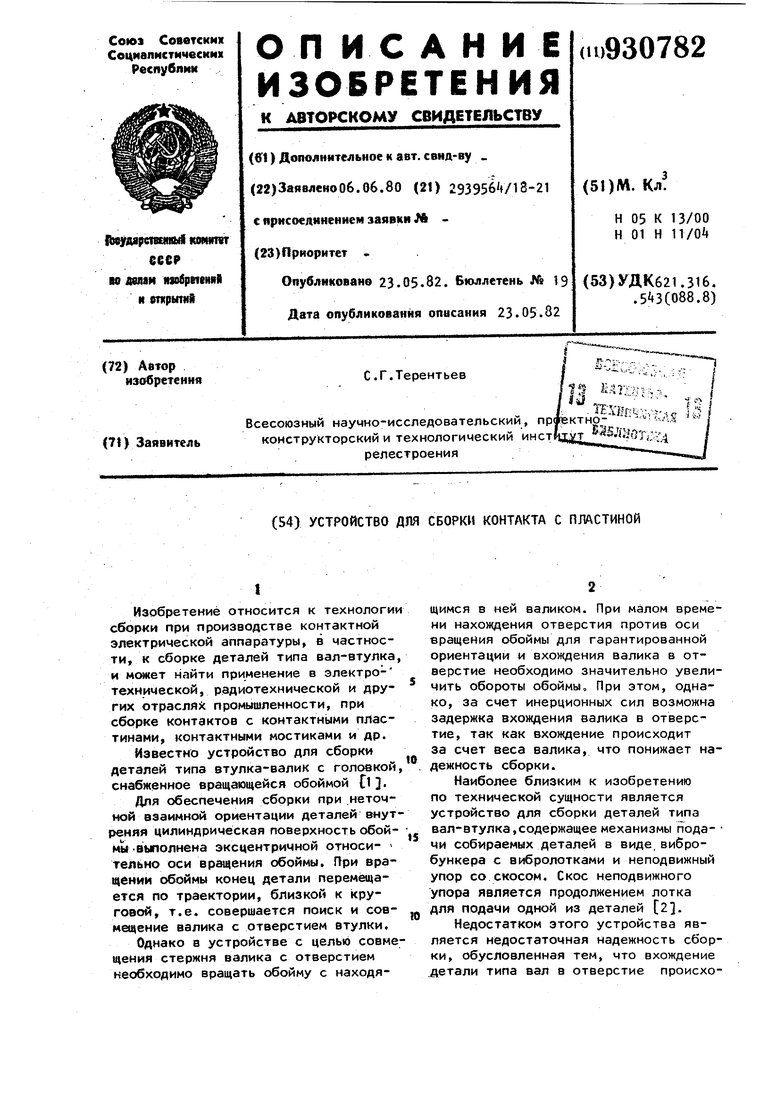
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи деталей | 1985 |
|
SU1276477A1 |
| Устройство для ориентации и загрузки контактов в гнезда контактных узлов | 1986 |
|
SU1365205A1 |
| Устройство для ориентированной укладки штучных изделий | 1983 |
|
SU1135691A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499411A1 |
| Автомат для пайки диодов с аксиально расположенными выводами | 1989 |
|
SU1726184A1 |
| Автомат для сборки болтов с шайбами | 1985 |
|
SU1349953A1 |
| Автомат для сборки тарелок и сухарей с клапанами ДВС | 1990 |
|
SU1761432A1 |
| АВТОМАТ ДЛЯ НАБОРА И ЗАБИВКИ ИГЛ В ОСНОВАНИЕ ИГОЛЬНОЙ ГАРНИТУРЫ | 1990 |
|
RU2061118C1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ИНДЕКСИРОВАННОЙ РЕГУЛИРОВКИ ПОЛОЖЕНИЯ ПОДВИЖНОГО ВАЛА И СПОСОБ УПРАВЛЕНИЯ ИМ | 1999 |
|
RU2234429C2 |