Изобретение относится к обработке металлов давлением, в частности к производству гнутых профилей проката в валках профилегибочных станов, и предназначено для использования преимущественно в черной металлургии, а также в сельскохозяйственном машиностроении и судостроении.
Целью изобретения является повышение качества профилей за счет устранения волнистости на стенке и отбортовке, отогнутой наружу, качественной отформовки полки с отбортовкой, отогнутой внутрь.
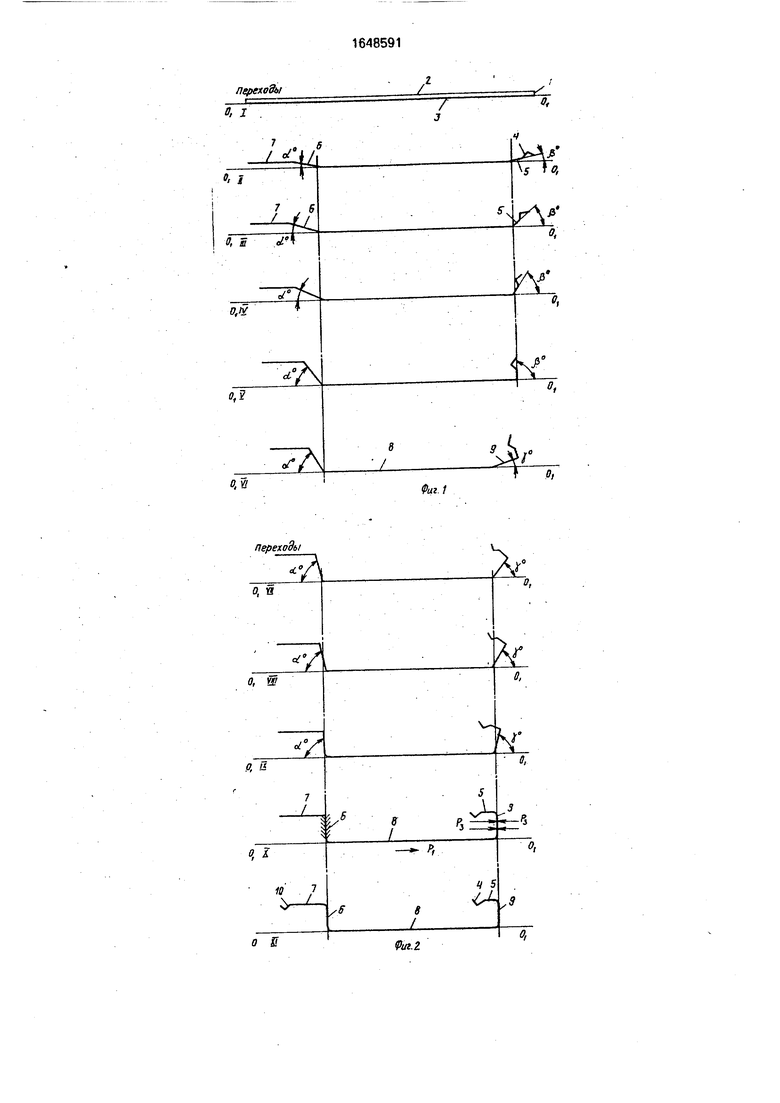
На фиг.1 показана схема технологических переходов I - YI формообразования гнутого тонкостенного корытообразного
профиля с отбортовками, на фиг.2 - то же, для переходов Y) - XI: на фиг.З - схема приложения сил, направленных на растяжение стенки и обжатие полки с отбортовкой, отогнутой внутрь; на фиг.4 -схема приложения продольных растягивающих усилий.
В первых переходах I - II из полосовой заготовки 1, состоящей из металла 2 и покрытия 3, в валках профилегибочного стана отформовывают замковый элемент 4 и от- бортовку 5, полку 6 с отбортовкой 7, отогнутой наружу. Далее одновременно осуществляют подгибку на угол / до вертикального положения отбортовки 5 и подгибку на а полки с отбортовкой 7. Затем,
о
Јь
00
ел
ю
продолжая подгибку полки 6 с отбортовкой 7, отогнутой наружу до заданного угла а, одновременно отформовывают стенку 8 и полку 9 с отбортовкой 5, отогнутой внутрь. После этого стенку 8.профиля в упругих пределах растягивают в плоскости формовки Oi - Oi поперечными Pi и поодольными Р2 усилиями, удерживая при этом в фиксированном состоянии участок профиля, включающий полку 6 с отбортоакой 7, отогнутой наружу, с одновременным обжатием усилием Рз полки 9 с отбортовкой 5, отогнутой внутрь. В последнем переходе на отбортов- ке, отогнутой наружу, отформовывают замковый элемент 10.
Конкретный режим формообразования профиля указан в таблице.
Усилия Pi и Рз создаются вертикальными неприводными роликами, причем верти- кальные ролики 11 и 12 закреплены неподвижно и удерживают в фиксированном положении полку 6 с отбортовкой, отогнутой наружу. Вертикальные ролики 13 и 14 обжимают с обеих сторон полку 9 с отбортовкой, отогнутой внутрь, создавая усилия РЗ. Благодаря этим усилиям осуществляется качественная отформовка полки, поскольку в переходе YIII - IX происходило ее искривление за счет свободной гибки усилиями, приложенными со стороны отбортовки 5, отогнутой внутрь. Вертикальные ролики 13 и 14 имеют возможность перемещаться в направлении А, увлекая за собой полку 9, а следовательно, создавая поперечные усилия PL растягивают стенку 8.
Продольное растяжение стенки 8 осуществляется усилием Ра, которое достигается за счет разности диаметров DZ - DI двух пар приводных валков 15 и 16 между переходами XI и IX.
Гнутые тонкостенные корытообразные профили с отбортовками, изготовленные по предлагаемому способу, характеризуются стабильностью геометрических размеров и
хорошим качеством поверхности покрытия в местах изгиба и на полках с отбортовками. Волнистость на стенке профиля и отбортов- ке, отогнутой наружу, составляет 0,4 - 0,6 мм на погонный метр.
Предлагаемый способ позволяет повысить качество профилей за счет устранения волнистости на стенке и отбортовке, отогнутой наружу. Волнистость на указанных элементах профиля уменьшается с 1,5- 2,0 до
0,4-0,6 мм на погонный метр, что находится в пределах требований ТУ. Отсутствует искривление полки, обеспечивается возможность расширения сортамента гнутых тонкостенных профилей с отбортовками.
Формула изобретения Способ изготовления гнутых тонкостенных корытообразных профилей с отбортовками, одна из которых отогнута внутрь, а другая - наружу, преимущественно с покрытием, включающий последовательно подгибку по переходам полок с отбортовками, отличающий ся тем, что, с целью повышения качества профилей путем устранения волнистости на стенке и отбортовке, отогнутой наружу, и исключения прогиба отбортовки, отогнутой внутрь, в предчистовых переходах стенку профиля в упругих пределах растягивают в плоскости формовки поперечными и продольными усилиями, удерживая при этом в фиксированном состоянии участок профиля, включающий полку с отбортовкой, отогнутой наружу, с одновременным обжатием полки с отбортовкой, отогнутой внутрь.
фие.4

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2025163C1 |
| Способ изготовления гнутых полузамкнутых профилей | 1984 |
|
SU1205965A1 |
| Способ изготовления гнутых коробчатых профилей | 1975 |
|
SU551077A1 |
| Способ изготовления полузамкнутых гнутых профилей | 1987 |
|
SU1489883A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1988 |
|
SU1587772A1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| Способ изготовления коробчатых профилей | 1980 |
|
SU910280A1 |

Изобретение относится к обработке металлов давлением, в частности к производству гнутых профилей проката в валках профилегибочного стана, и предназначено для использования преимущественно в черной металлургии, сельскохозяйственном машиностроении, судостроении. Цель изобретения - повышение качества профилей за счет устранения волнистости стенки и отбортовки. Способ реализуется в валках профилегибочного стана. В процессе изготовления гнутых корытообразных профилей с отбортовками из плоской заготовки с покрытием вначале осуществляют одновременную подгибку до вертикального положения отбортовки, отогнутой внутрь полки с отбортовкой, отогнутой наружу. Затем, продолжая подгибку полки с отоортов- кой наружу, осуществляют подгибку полки с отбортовкой внутрь. После этого в предчи- стовых переходах стенку профиля в упругих пределах растягивают в плоскости формовки поперечными и продопьными усилиями, удерживая при этом в фиксированном состоянии участок профиля, включающий полку с отбортовкой наружу с одновременным обжатием полки с отбортовкой внутрь. Способ позволяет качественно отформовать углы между стенкой и полками и исключить прогиб полки с отбортовкой внутрь и волнистость отбортовки наружу. 4 ил., 1 табл. (Л
| Способ изготовления гнутых профилей проката | 1984 |
|
SU1169773A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
