Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для разделения труб на мерные заготовки,
.Цель изобретения - повьшение ка- чества получаемых заготовок.
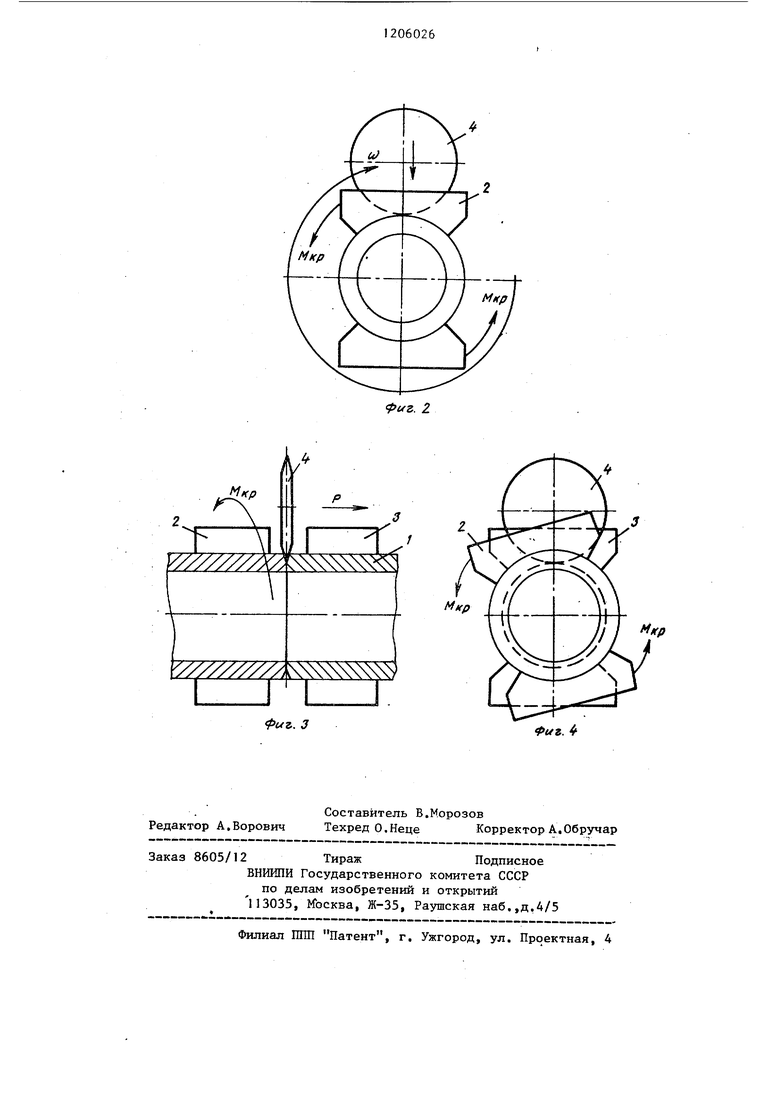
На фиг.1 изображена схема резки трубы в момент начала процесса; на фиг. 2 - то же, вид сбоку; на фиг.З- схема резки трубы в момент начала сдвига отделяемых одна от другой чаГстей трубы; на фиг. 4 - то же, вид сбоку.
На участок трубы 1 в зоне реза воздвйствук)т крутящим моментом, при- кладьгоаемым к зажимам 2 и 3, величина которого зависит от поперечного сечения трубы и выбирается с таким расчетом, чтобы напряжения кручения, возникающие от его воздействия в зоне реза, не превышали напряжений упругого деформирования исходного поперечного сечения трубы. Одновременно с этим на трубу в напряженной зоне воздействуют вращаюшимся клино- вым дисковым ножом 4, который, постепенно внедряясь в тело трубы, наносит постоянно увеличивающуюся канавку-концентратор; за счет концентратора уменьшается поперечное сече- ние трубы в плоскости реза, при этом напряжения кручения в стенке трубы в плоскости реза возрастают.
При уменьшении поперечного сечения трубы в плоскости реза до крити ческих параметров напряжения в нем достигают величины, соответствующей пределу текучести материала; в этот момент начинается поворот отрезаемой части трубы под действием крутящего момента и одновременно с этим к зажиму 3 прикладывают растягивающее усилие. Под действием крутяшего момент и растягивающего усилия происходит отделение отрезаемой части от основ- ной трубы; это происходит при уменьшении поперечного сечения трубы в плоскости реза до критической величины, примерно равной 0,17 S, где S - толпэдна исходной стенки трубы. Благодаря этому физическая сущность процесса резки труб с кручением (сдвиг металла по площадкам скольжения непараллельным плоскостям резЬ:и) не влияет на качество среза, а растягивающее усилие предотвращает образование торцового заусенца.
Осуществление предлагаемого способа рассматривается на примере резки трубы со следующими параметрами; наружный диаметр трубы 51 мм, толщина стенки 2,5 мм,, материал - сталь 10, предел текучести 6 200 МПа,
Процесс выполняется на специальном трубоотрезном устройстве, разработанном НПО Атомкотломаш.
Обрабатываемую заготовку устанавливают в два зажимных механизма устройства и жестко фиксируют в них, К одному.из зажимных устройств прикладывают крутящий момент, создаваемый гидродвигателем и равный (для данной трубы) 1 3200 Им; этот момент создает в зоне реза напряжений кручения l-Kp 34 МПа, Одновременно с этим на трубу воздействуют врартающимся вокруг трубы клиновым дисковым ножом, который внедряется в ее сторону с подачей d 0,42 мм за оборот и формо- образует канавку - концентратор. При уменьшении толщины стенки в плоскости реза до S 0,42 мм напряжения в остаточном сечении трубы достигают величины 5 200 МПа и происходит поворот отрезаемой части трубы, В этот момент к второму зажимному механизму прикладывают растягивающее усилие, создаваемое гидррцилиндром и равное
Р 1500 И, Под действием крутящего момента и .растягивающего усилия происходит отделение отрезаемой части трубы. Чистота среза соответствует- четвертому классу точности (6,3), в результате чего дальнейшая механическая обработка торца трубы не- требуется.
По сравнению с известным спЪсо- бом, использование изобретения позволяет повысить качество получаемых заготовок.
риг. 2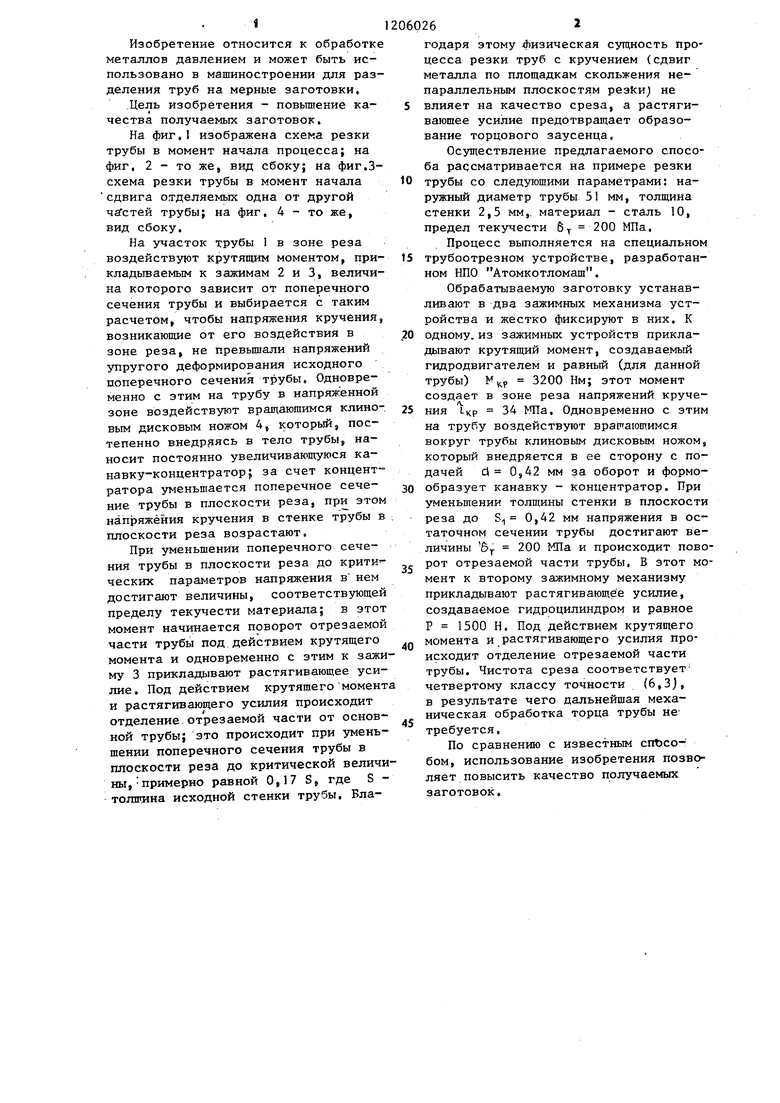
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Способ разделения тонкостенных труб | 1988 |
|
SU1747246A1 |
| Способ разделения труб | 1989 |
|
SU1794601A1 |
| Способ разделения профилей и устройстводля ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU804254A1 |
| Способ резки труб кручением | 1988 |
|
SU1523266A1 |
| СПОСОБ ОТРЕЗКИ ОТ ПРУТКА ЗАГОТОВОК | 1999 |
|
RU2147493C1 |
| Способ резки круглого проката | 1980 |
|
SU887086A1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ БОРОНЫ | 2021 |
|
RU2770808C1 |

фиг.. 3
фиг.
Составитель В.Морозов Редактор А.Ворович Техред О.Неце Корректор А,Обручар
Заказ 8605/12 ТиражПодписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, focквa, Ж-35, Раушская наб.,д,4/5
Филиал ШШ Патент, г, Ужгород, ул. Проектная, 4
| СПОСОБ ФЛОКУЛЯРНОЙ ФЛОТАЦИИ РУД | 0 |
|
SU182621A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
