Изобретение относится к области сварки, а именно к электродуговой сварке неповоротных стыков труб с принудительным формированием шва при строительстве магистральных трубопроводов.
Целью изобретения является увеличение срока службы ползуна, достигемого его поворотом на 180 без переделки системы подвода и отвода охлаждающей жидкости.
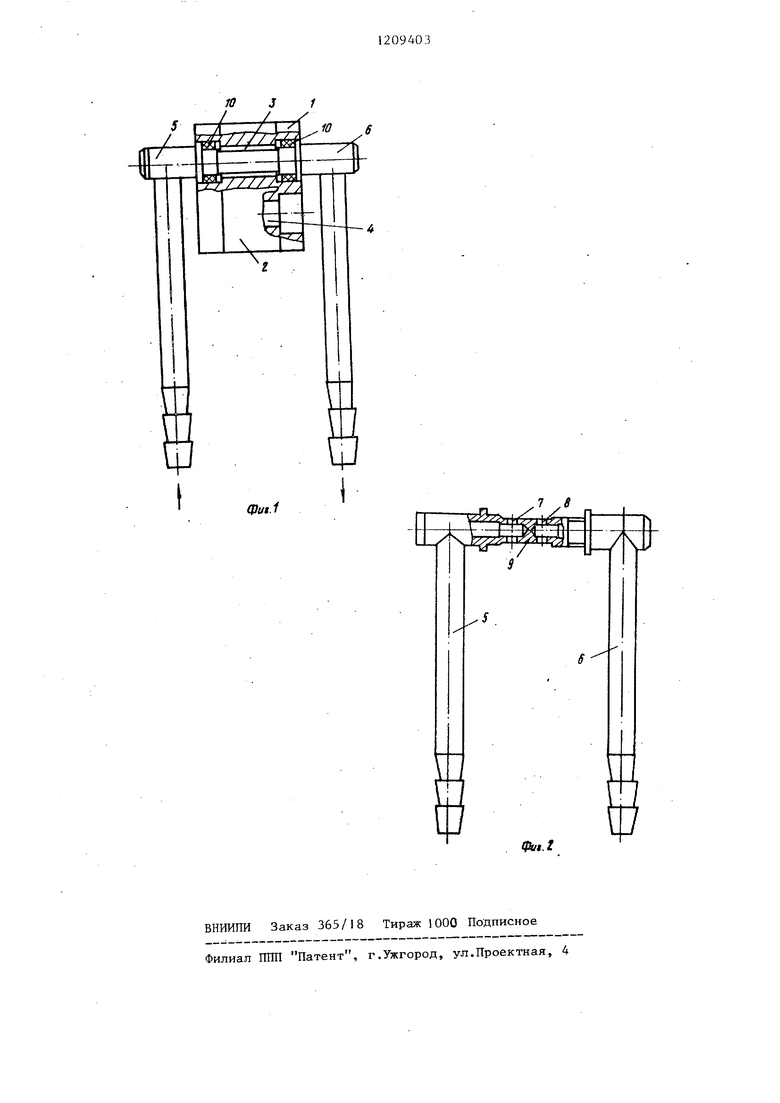
На фиг.1 показан формирующей ползун; на фиг.2 - система для подвода охлаждающей жидкости. .
Формирующий ползун содерж11т корпус 1 с двумя формирующими канавками 2 с двух сторон ползуна и системы подвода и отвода охлаждающей жидкости, включающую каналы 3 и 4 для прохождения охлаждающей жидкости и cbeMHiiie трубки 5 и 6 для подвода охлаждающей жидкости, на конце одной из которых нарезана наружная резьба, а на конце другой - соответственно в)-гутренняя. В трубке 5 выполнены отверстия 7 и 8 и поперечная перегородка 9. Позицией 10 обозначены уплотнения.
Ползун работает следую1цим образо
Съемные трубки 5 и 6 с надетыми На них уплотнениями концами: с нарезанной резьбой вставляют с разных сторон в из каналов в корпусе 1 с помощью резьбы соединяют между собой. Формирующий ползун устанавливают в державке (не показана) и закрепляют на сварочном аппарате.
094032
В процессе сварки расплавленный металл шва формируется канавкой 2. Для осуществления теплоотвода производят подачу охлаждающей жидкости
5 в трубку 5. Охлаждающая жидкость через отверстие 7 с помощью перегородки 9 поступает в канал 3 для прохождения охлаждающей жидкости, а затем через отверстие 8 направляется
10 в трубку 6, Уплотнение 10 предотвращает вытекание охлаждающей жидкости наружу ползуна.
После изнашивания первой формирующей канавки в месте воздействия
15 сварочной дуги (у переднего торца ползуна) меняют положение ползуна в державке таким образом, что его задний торец становится передним, при этом трубки для подвода ох20 лаждающей жидкости устанавливают во втором канале 4 для прохождения охлаждающей жидкости. После полного изнашивания первой формирующей канавки ползун устанавливают в дер25 жавке другой стороной, используя
при сварке уже вторую формирующую канавку .
Таким образом, конструкция пол- зуна, имеющего две формирующие ка30 навки, два канала для прохождения охлаждающей жидкости и съемные трубки для подвода охлаждающей жидкости, позволяет устанавливать ползун в державке с двух сто, рон каждой стороной, в результате чего срок его службы увеличивается в 4 раза.
фа.1
7 8 дт,;...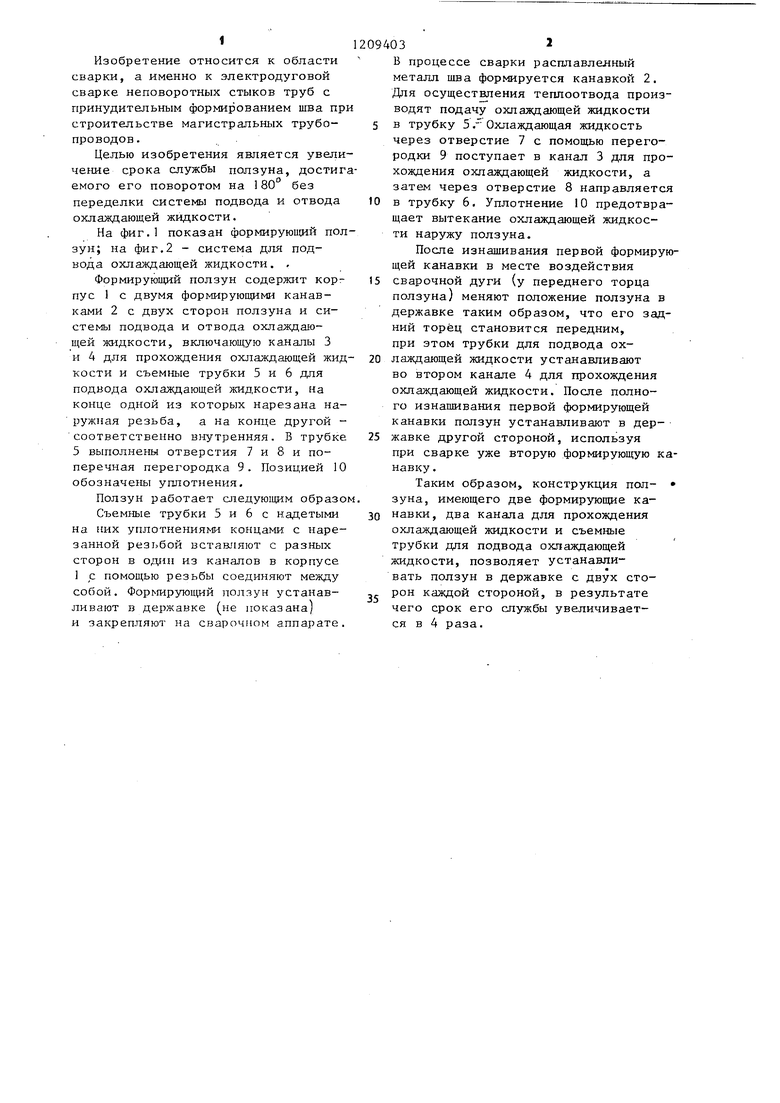
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ ГОРЕЛКА TIG | 2017 |
|
RU2750597C2 |
| Устройство для удержания оправки в трубопрокатном стане | 1979 |
|
SU772622A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1982 |
|
SU1098709A1 |
| Устройство для контактной точечной сварки | 2017 |
|
RU2649485C1 |
| Электрод для контактной точечной сварки | 1982 |
|
SU1050833A1 |
| НЕПОДВИЖНЫЙ ДЕРЖАТЕЛЬ-ЭЛЕКТРОД СВАРОЧНЫХ КЛЕЩЕЙ | 2014 |
|
RU2578865C1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННОЙ ГОРЕЛКИ С НОВЫМ СПОСОБОМ СБОРКИ И УЛУЧШЕННОЙ ТЕПЛОПЕРЕДАЧЕЙ | 2011 |
|
RU2556875C2 |
| Устройство для сварки круговых швов | 1988 |
|
SU1586883A1 |
| Формирующее устройство для сварки вертикальных швов | 1980 |
|
SU1039679A1 |
ВНИИПИ Заказ 365/18 Тираж 1000 Подписное Филиал ШШ Патент, г.Ужгород, ул.Проектная, 4
.l
