1
Изобретение относится к оборудованию для производства замочно-ско- бяных изделий и может быть использовано на предприятиях местной промьш ленности.
Цель изобретения - повьпаение качества сборки замков за счет центрирования корпусных деталей при их фиксации в базирующих устройствах по всем отверстиям под устанавливаемые детали, а также выбраковки некачественных корпусных деталей и соранных механизмов замков на рабочих позициях автомата,
На фиг. 1 дана принципиальная схема автомата; на фиг. 2 - собираемый механизм замка J на фиг. 3 - контрольно-центрирующее устройство; на фиг„ 4- базирующее устройство, на фиг„ 5 - базирующее устройство, разрез А-А на фиг. 4; на фиг, 6 - базирующее устройство, разрез Б-Б на фиг. 4,
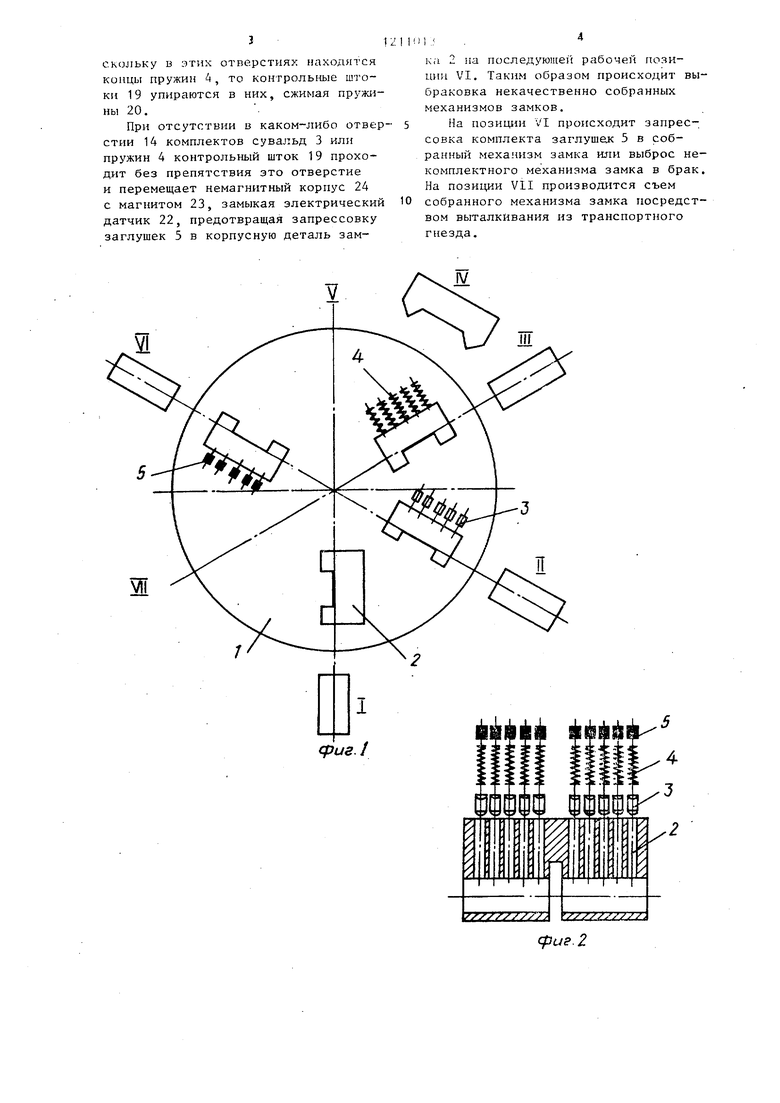
Автомат для сборки механизмов замка выполнен в виде установленного на основании транспортного средства, например поворотного стола 1, вокруг которого последовательно расположены загрузочные устройства и рабочая головка , имеюл1его следующие позиции: I - установка корпусной детали замка 2 в базирующее устройство, II - установка сувальдов3 в отверстия корпусной д€;тали; III - установка пружин 4; IV - контроль наличия полного комплекта устанавливаемых деталейJ V - удаление,некачественных корпусных деталейJ VJL - запрессовка заглушек 5 или выброс некомплектного механизма замка, VII - съем собранного механизма замка.
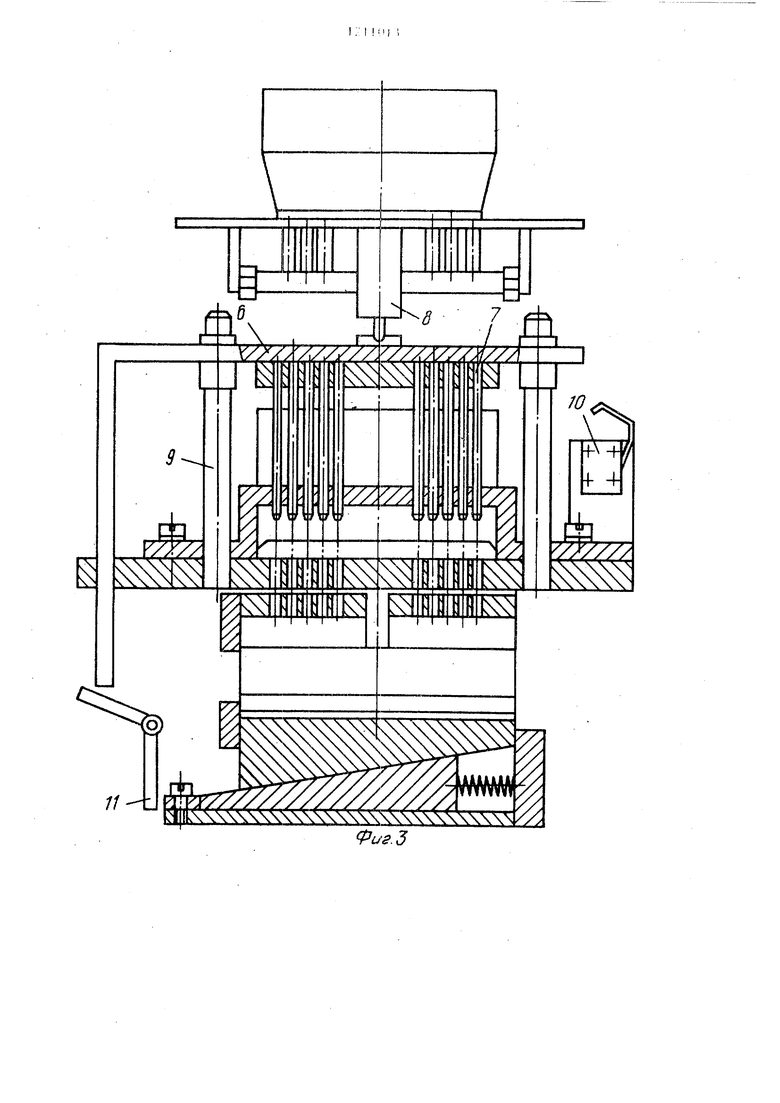
На позиции II размещено контрольно-центрирующее усройство (фиг,3) включающее установленные на планке 6 цилиндрические стержни 7, пневмопривод 8 5 направляющие 9, электрический датчик 10 и рычаг 11 управ 1ления м;еханизмом фиксации базирующего устройства.
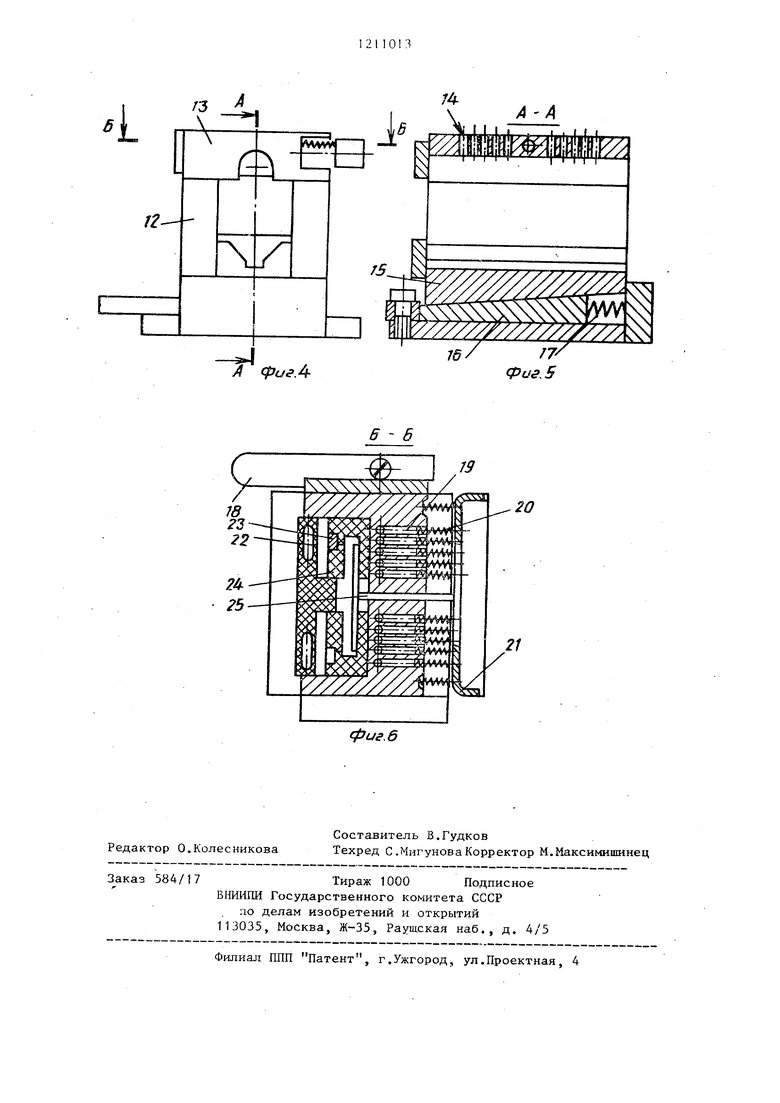
Базирующее устройство состоит из корпуса 12, крьшки 13, в которой вьшолнены отверстия 14, соосные с рабочими отверстиями в корпусной детали замка, подвижной призмы 15, клина 16, пружины 17, рычага 18.
В базирующее устройство встроено контрольное устройство для провер110132
ки наличия полного комплекта устанавливаемых деталей состоящее из компле кта контрольных штоков 19 с пружинами 20, коромысла 21, электри- 5 ческого датчика 22 с магнитом 23, установленным в немагнитном корпусе 24 траверсы 25.
Автомат работает следующим образом.
На позиции I корпусная деталь замка 2 устанавливается в базирующее устройство и поворачивается со столом 1 на последующие позиции. На позиции II пневмопривод 8 пер емеща 5 ет планку 6, вводя цилиндрические стержни 7 в отверстия 14 крьш1ки 13 базирующего устройства и в отверстия корпусной детали замка.2, центрируя пр и этом корпусную деталь от20 носительно рабочих головок. При соответствии номинальным размерам отверстий корпусной детали замка планка 6, перемещаясь по направляю- щим 9, замыкает электрический дат 25 чик 10 и посредством рычага 11 приводит в действие механизм фиксации корпусной детали 2 в базирующем устройстве. При этом рычаг 18 освобождает клин- 16, который от дей30 ствия пружины 17 поднимает приз- ,му 15, фиксируя корпусную деталь замка 2.
При невозможности ввода контроль- но-центрирующих стержней 7 в отверс35 тия корпусной детали замка 2 фиксация ее не произойдет и электрический датчик 10 не сработает, т.е. даст команду на запрет выдачи комплекта сувальдов 3 и пружин 4 и на удаление
40 некачественной корпусной детали на позиции V.
После фиксации качественной корпусной детали замка 2 и возвращения . контрольно-центрирующих стержней 7
45 в исходное положение (вверх) из механизма поштучной выдачи (не показан) выдается комплект сувальдов 3, кото- рьй устанавливается в корпусную деталь 2.
50 На позиции III проис: содит установка комплекта пружин 4, На позиции IV установлен копир управления контрольным устройством для проверки наличия полного комплекта устанавливаемых
55 деталей, который, воздействуя на коромысло 21, перемещает контрольные штоки 19 к отверстияем 14 в крышке 13 транспортного гнезда А, пос.K(jJibKy в этих отверстиях находятся концы пружин 4, то контрольные штоки 19 упираются в них, сжимая пружины 20.
При отсутствии в каком-либо отверстии 14 комплектов сувальд 3 или пружин 4 контрольный шток 19 проходит без препятствия это отверстие и перемещает немагнитный корпус 24 с магнитом 23, замыкая электрический датчик 22, предотвращая запрессовку заглушек 5 в корпусную деталь зам
ка 2 на последующей рабочей позиции VI. Таким образом происходит выбраковка некачественно собранных механизмов замков.
На позиции VT происходит запрессовка комплекта заглушек 5 в собранный механизм замка или выброс некомплектного механизма замка в брак. На позиции VII производится съем собранного механизма замка посредством выталкивания из транспортного гнезда.
IV
дзие. 2
7/HJ
Фи.З
A (
Л-А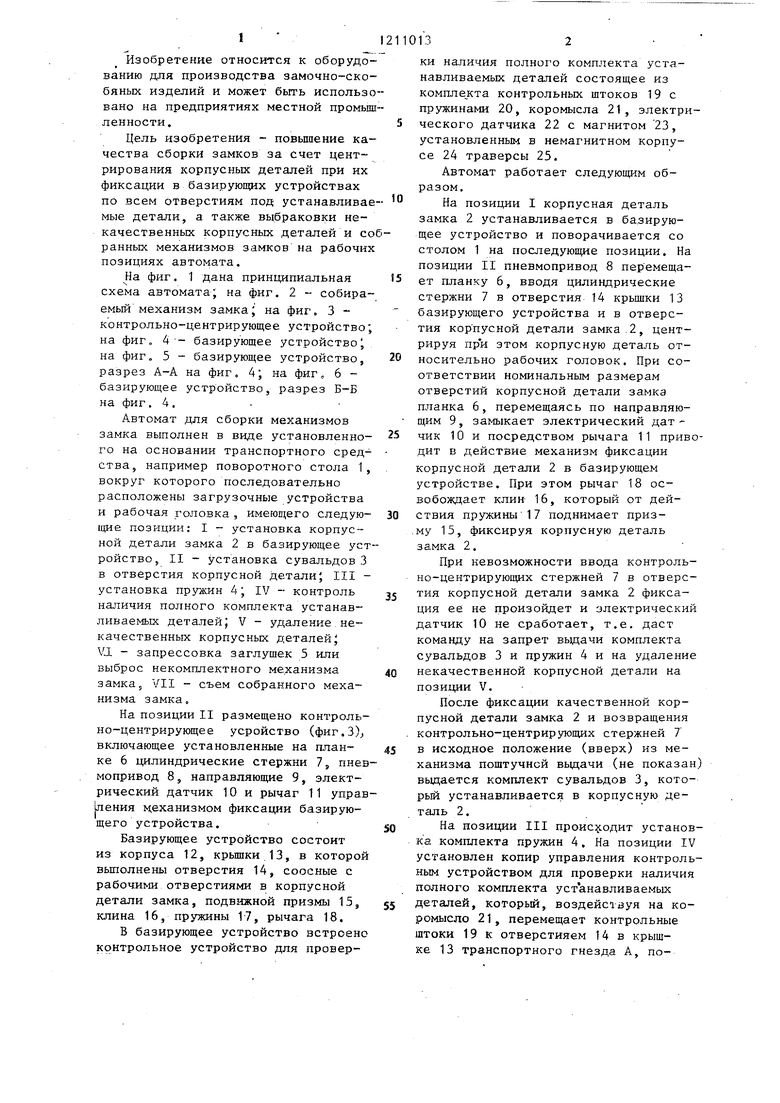
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Линия для сборки узлов | 1985 |
|
SU1399049A1 |
| Сборочный автомат | 1981 |
|
SU967768A1 |
| Автомат для изготовления сборных изделий | 1989 |
|
SU1691047A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ ЧАСОВЫХ МЕХАНИЗМОВ | 1973 |
|
SU366959A1 |
| Роторный автомат для сборки деталей запрессовкой | 1978 |
|
SU872171A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| Автомат для сборки деталей типа ролик-втулка | 1982 |
|
SU1038164A1 |
| Устройство для разборки и сборки прессовых соединений | 1990 |
|
SU1761430A1 |
| АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ СБОРКИ ИГОЛЬЧАТЫХ КАРДАННЫХ ПОДШИПНИКОВ | 1970 |
|
SU262720A1 |
6 - 6
73
Редактор О.Колесникова
Составитель В.Гудков
Техред С.МигуноваКорректор М.Максимишинец
Заказ 584/17Тираж 1000 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
фиг. 6
| СТАНОК ДЛЯ СБОРКИ | 0 |
|
SU162464A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
