Изобретение относится к переработке пластмасс литьем под давлением и может быть использовано в химической промьшшенности, в машиностроении.
Цель изобретения - повышение производительности механизма, снижение энергозатрат и металлоемкости.
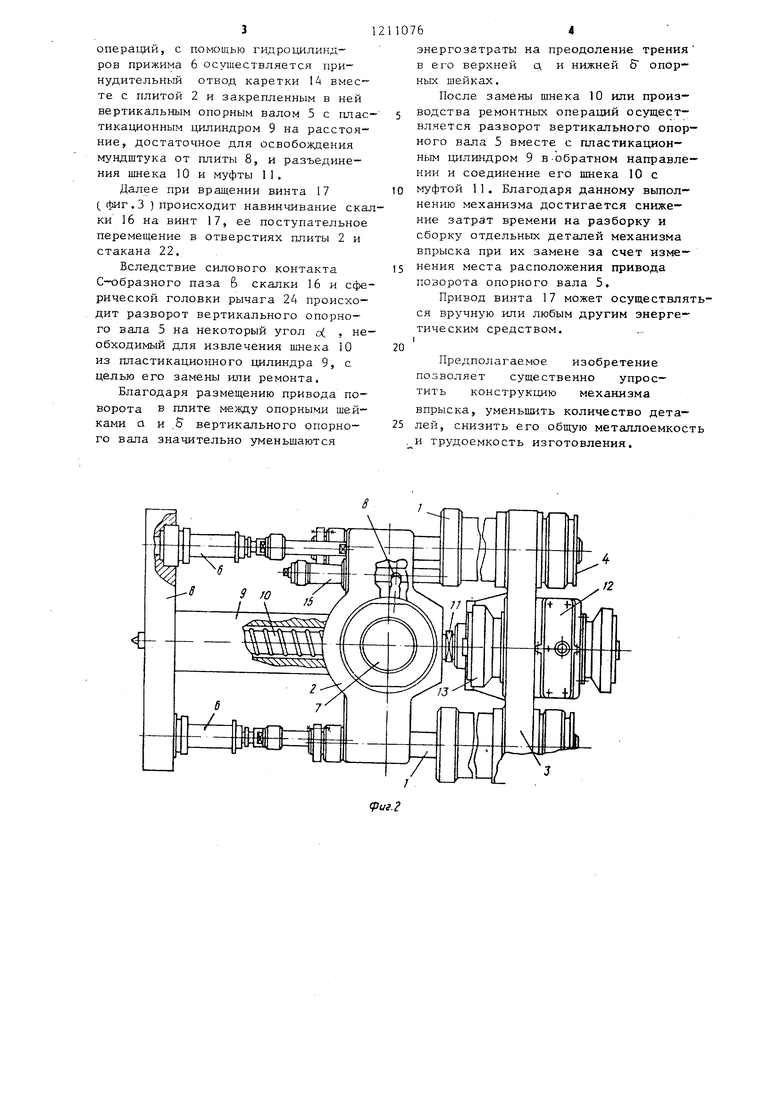
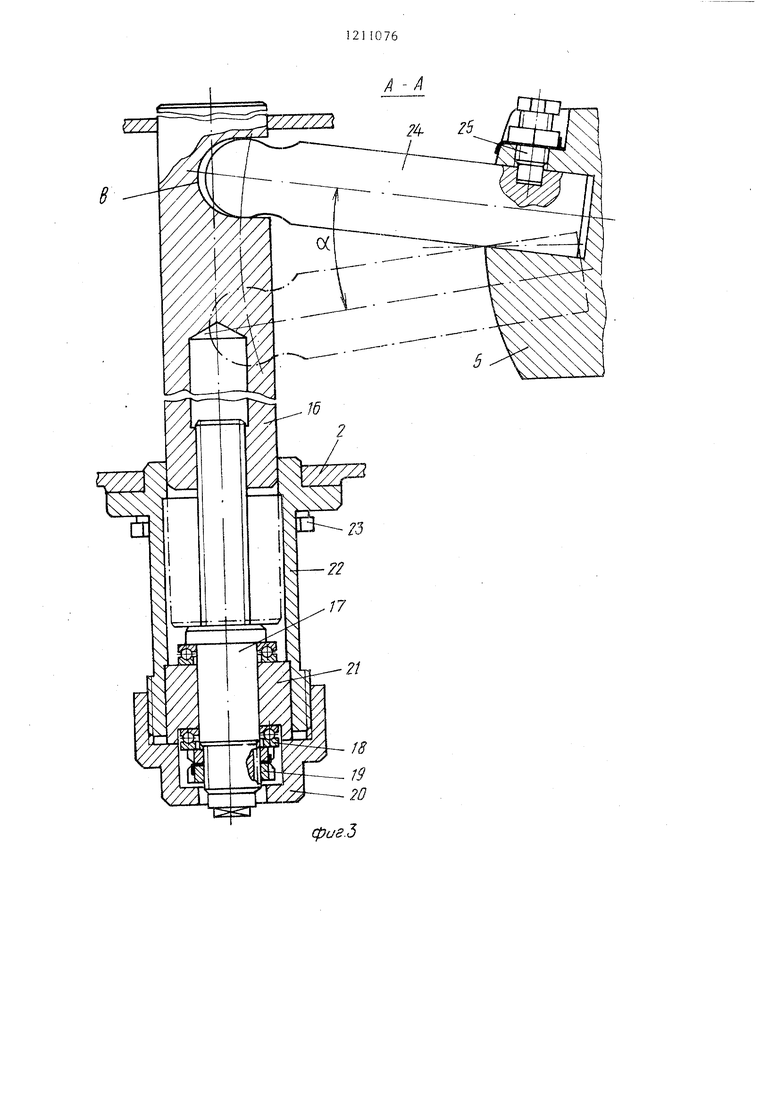
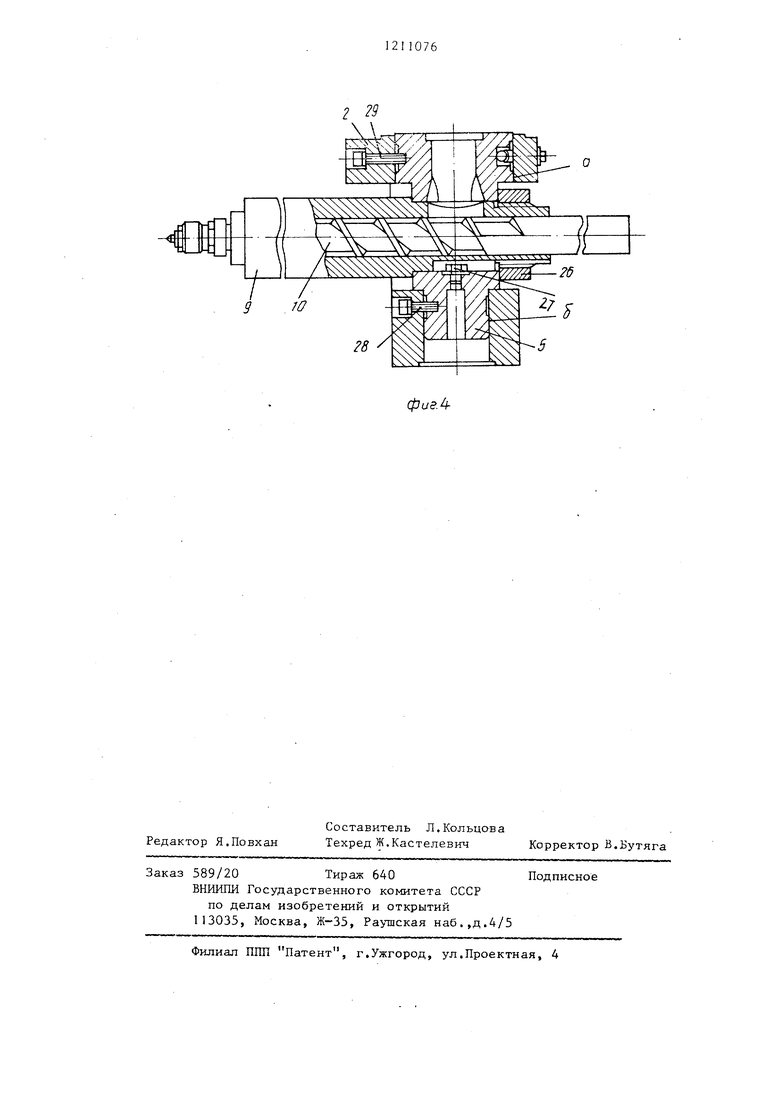
На фиг.1 изображен предлагаемый механизм впрыска литьевой машины, общий вид; на фиг.2 - то же, план; на фиг.З - сечение А-А на на фиг.4 - узел соединения пласти- кационного цилиндра с опорным валом, вариант.
Механизм впрыска литьевой машины содержит два симметрично расположенных по диагонали относительно горизонтальной оси механизма гидроцилиндра впрыска 1, штоки которых закреплены в расточках плит 2 и 3, а гильзы - в опорах А.
К плите 2, в которой смонтирован вертикально расположенный опорный вал 5, прикреплены штоки двух гидро- цилиндров прижима 6 и бункер 7. Корпуса гидроцилиндров прижима 6 закреплены в расточках плиты 8, к которой во время впрыска материала в форму (не. показана) прижат мундштук штас- тика1щонного i цилиндра 9 с размещенным в нем сменным шнеком 10. Плас тикационный цилиндр 9 смонтирован на опорном валу 5, между его верхней а и нижней 6 опорными шейками. Шнек 0 соединен с механизмом вращения, выполненным в виде муфты 11, редуктора 12 и двух гидромоторов 13.
Плиты 2,3 и опоры 4 закреплены на каретке 14, которая установлена с возможностью перемещения относительно станины 15.
Привод поворота вертикального опоного вала 5 вместе с пластикационным цилиндром 9, установленным между его верхней а и нижними 5 шейками, выполнен в виде рычажно-винтового механизма (фиг.З), состоящего из скалки 16, винта 17, установленного в двух опорных подшипниках 18, сжатых гайками 19 и 20 по краям втулки 21. Весь опорный узел винта 17 смонтирован в стакане 22, крепящемся болтами 23 к плите 2.
В скалке 16, проходящей через по- садочные отверстия плиты 2 и стакана 22, выполнен С образный паз Ь,
762
в котором в силовом контакте расположена сферическая головка рычага 24, Другой его конец с поможью стопорного винта 25 жестко закреплен в гнезде вертикального опорного вала 5 между его опорными шейками d и 5 . Скалка 16 смонтирована с образованием винтовой пары с винтом 17 рычаж- но-винтового механизма. Ипастикацион-
ный 11 1линдр 9 и опорный вал 5 могут быть выполнены в виде двух раздельных деталей (фиг.4). Иластикацион- ный цилиндр 9 закреплен в расточке опорного вала 5 посредством гайки 26.
Для направления пластикационного цилиндра 9 при его монтаже в нем выполнен шпоночный паз, а в опорном валу 5 установлена закладная шпонка 27. Крепление опорных шеек сц и 5 опорного вала в посадочных гнездах плиты 2 осуществлено винтами 28 и 29. Механизм впрыска работает следующим образом.
При подаче жидкости под давлением
к гидромоторам 13 последние через редуктор 12 и муфту 11 передают вращение шнеку 10 пластикационного цилиндра 9, в который через окно вертикального опорного вала 5 начинает пос-
тупать материал из бункера 7.
По окончании набора материала в пластикационном цилиндре 9 выдается команда на подачу давления в гкдроцилиндры прижима 6, которыв обеспечивают перемещение плиты 2 вместе с вертикальным опорным валом 5 и пластикационным цилиндром 9 к плите 8 и прижим к ней мундштука.
Впрыск расплава в форму происходит при подаче давления в гидро- цилиндры впрыска 1, обеспечиваю- перемещение плиты 3 вместе со шнеком 10, который как поршень вы-
давливает расплав из пластикацион- ного цилиндра в форму.
По окончании рабочего цикла давление жидкости подается в поршневые полости гидроцилиндров прижи-
ма 6, которые отводят плиту 2 с
закрепленным в ней вертикальным опорным валом 5 и пластикагщонным цилиндром 9, а также каретку 4, в обратном направлении (вправо). Да-
лее описанный цикл повторяется.
Кпя поворота пластикационного цилиндра 9, с целью замены его шнека 10 либо производства ремонтных
3
операций, с помощью гидроцилиндров прижима 6 осуществляется принудительный отвод каретки 14 вместе с плитой 2 и закрепленным в ней вертикальным опорным валом 5 с плас тикационным цилиндром 9 на расстояние, достаточное для освобождения мундштука от плиты 8, и разъединения шнека 10 и муфты 11.
Далее при вращении винта 17 ( фиг.3 ) происходит навинчивание скаки 16 на винт 17, ее поступательное перемещение в отверстиях ш:иты 2 и стакана 22,
Вследствие силового контакта С-образного паза 6 скалки 16 и сферической головки рычага 24 происходит разворот вертикального опорного вала 5 на некоторый угол d , необходимый для извлечения ишека 10 из пластикационного цилиндра 9, с целью его замены или ремонта.
Благодаря размещению привода поворота в плите между опорными шейками Q и .б вертикального опорного вала значительно уменьшаются
6
энергозатраты на преодоление трения в его верхней а и нижней 5 опорных шейках.
После замены шнека 10 или произ- водства ремонтных операций осуществляется разворот вертикального опорного вала 5 вместе с пластикацион- ным цилиндром 9 в-обратном направлении и соединение его шнека 10 с муфтой 11. Благодаря данному выполнению механизма достигается снижение затрат времени на разборку и сборку отдельных деталей механизма впрыска при их замене за счет изме- нения места расположения привода поворота опорного вала 5.
Привод винта 17 может осуществляться вручную или любым другим энергетическим средством. I
Предполагаемое изобретение
позволяет существенно упростить конструкцию механизма впрыска, уменьш11ть количество дета- лей, снизить его общую металлоемкость и трудоемкость изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм впрыска литьевой машиныдля изгОТОВлЕНия дВуХСлОйНыХ издЕлий | 1979 |
|
SU821175A1 |
| Механизм впрыска литьевой машины | 1986 |
|
SU1331655A1 |
| Устройство для пластикации и впрыска полимерных материалов | 1978 |
|
SU763127A1 |
| Механизм впрыска литьевой машины для переработки термопластов | 1980 |
|
SU876478A1 |
| Механизм впрыска литьевой машины | 1986 |
|
SU1509271A1 |
| Механизм впрыска литьевой машины | 1990 |
|
SU1712174A1 |
| Механизм впрыска литьевой машины | 1977 |
|
SU654437A1 |
| Узел впрыска литьевой машины | 1990 |
|
SU1699792A1 |
| Пластикационный узел литьевой машины | 1981 |
|
SU1004136A1 |
| ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР | 1996 |
|
RU2114733C1 |

фае.5
i.
Редактор Я.Повхан
Составитель Л,Кольцова Техред Ж.Кастелевич
589/20Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская на6.,д.4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
фиеЛ
Корректор В.Бутяга
| МЕХАНИЗМ ВПРЫСКА ЛИТЬЕВОЙ МАШИНЫ | 1972 |
|
SU435130A1 |
| Солесос | 1922 |
|
SU29A1 |
| Авторское свидетельство СССР № 292413, кл | |||
| Солесос | 1922 |
|
SU29A1 |
