Изобретение относится к машиностроению и может быть использовано в литьевых машинах для переработки пластических масс методом литья под давлением. Цель изобретения - упрощение конструкции и сокращение габаритов.
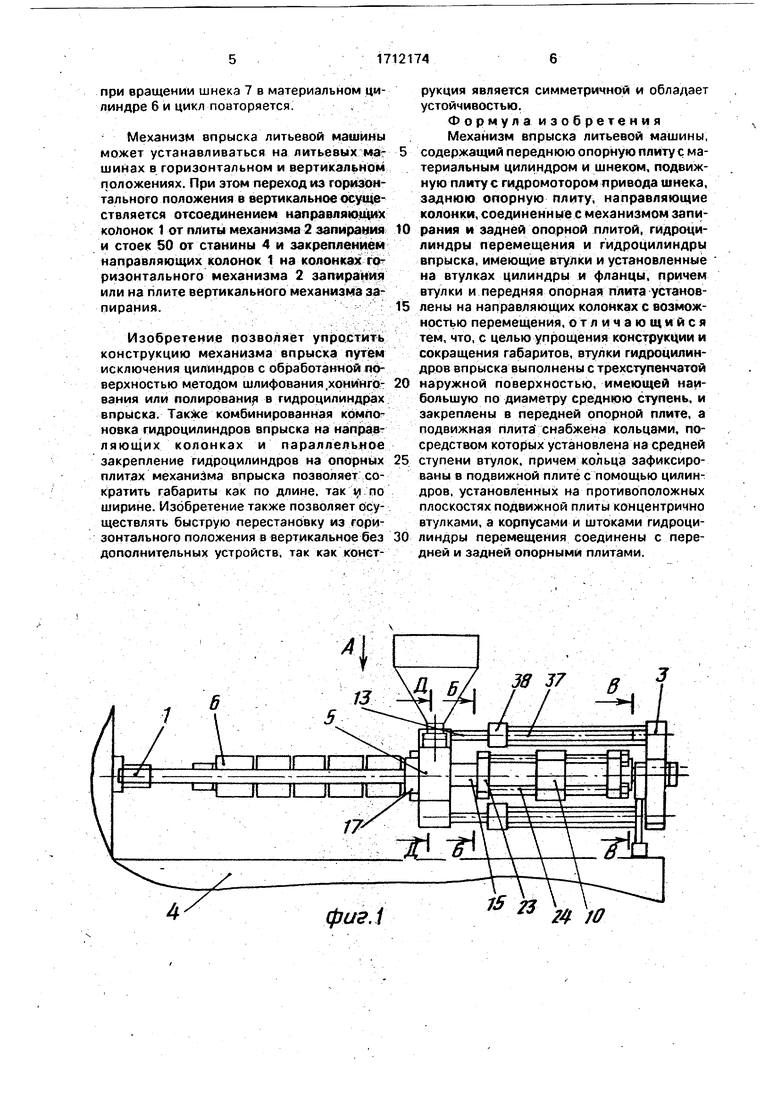
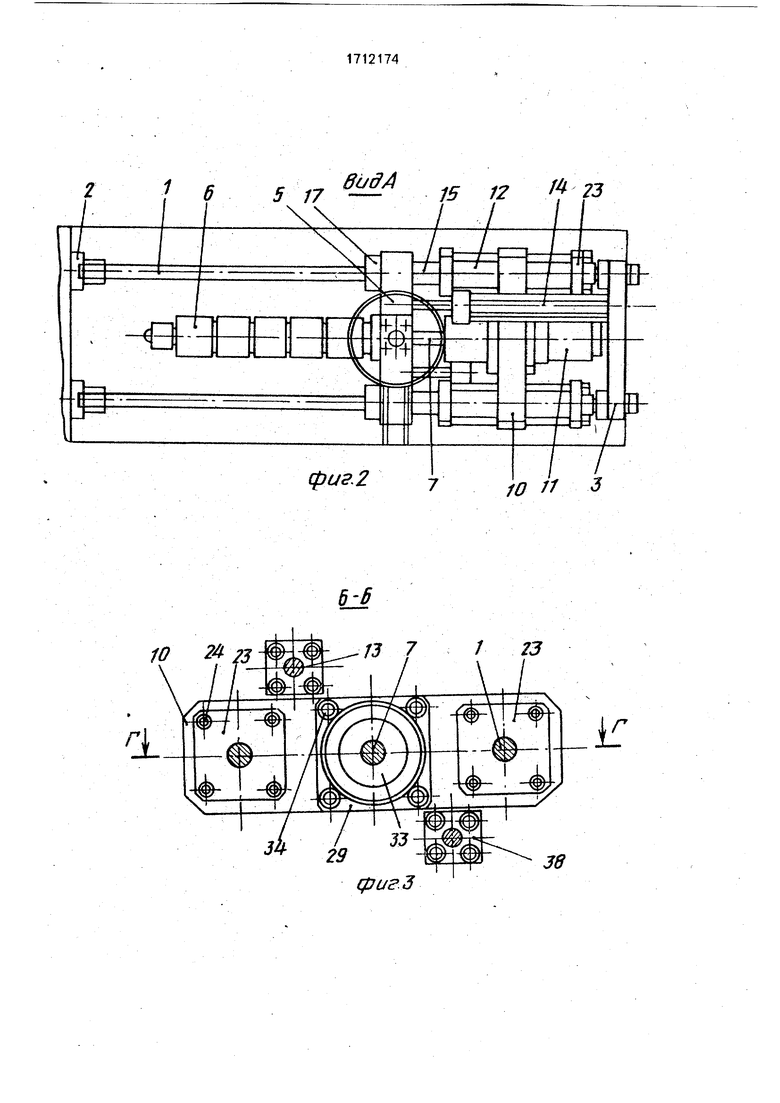
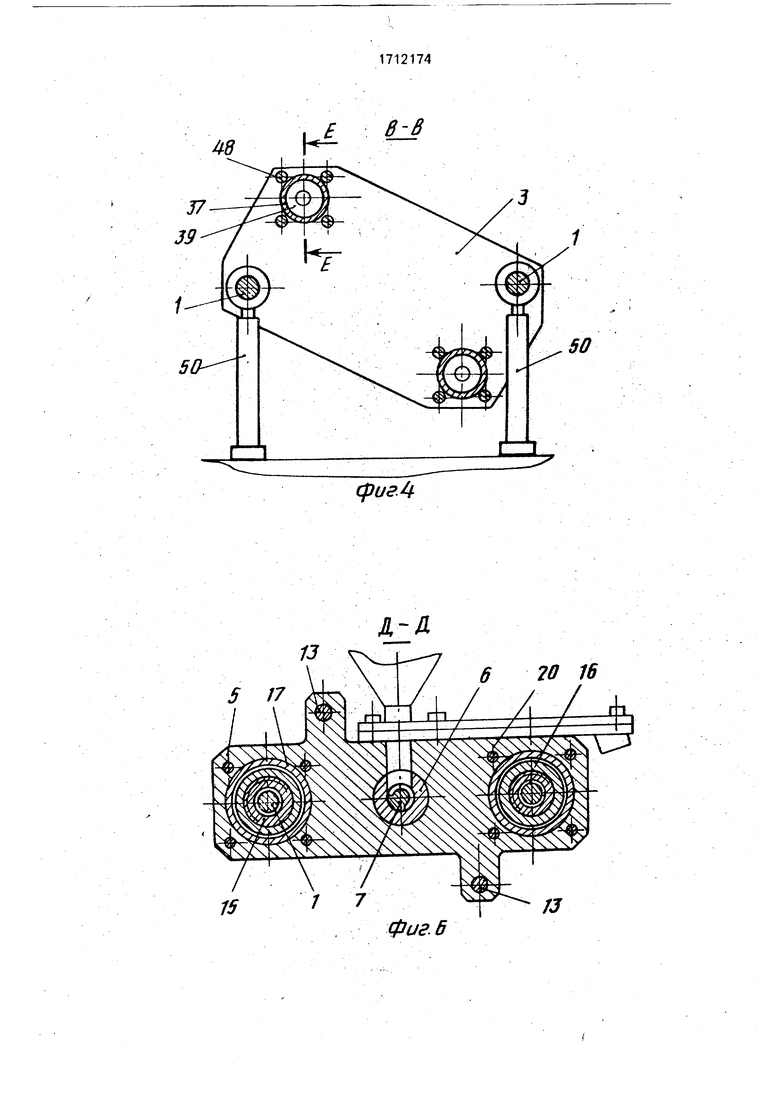
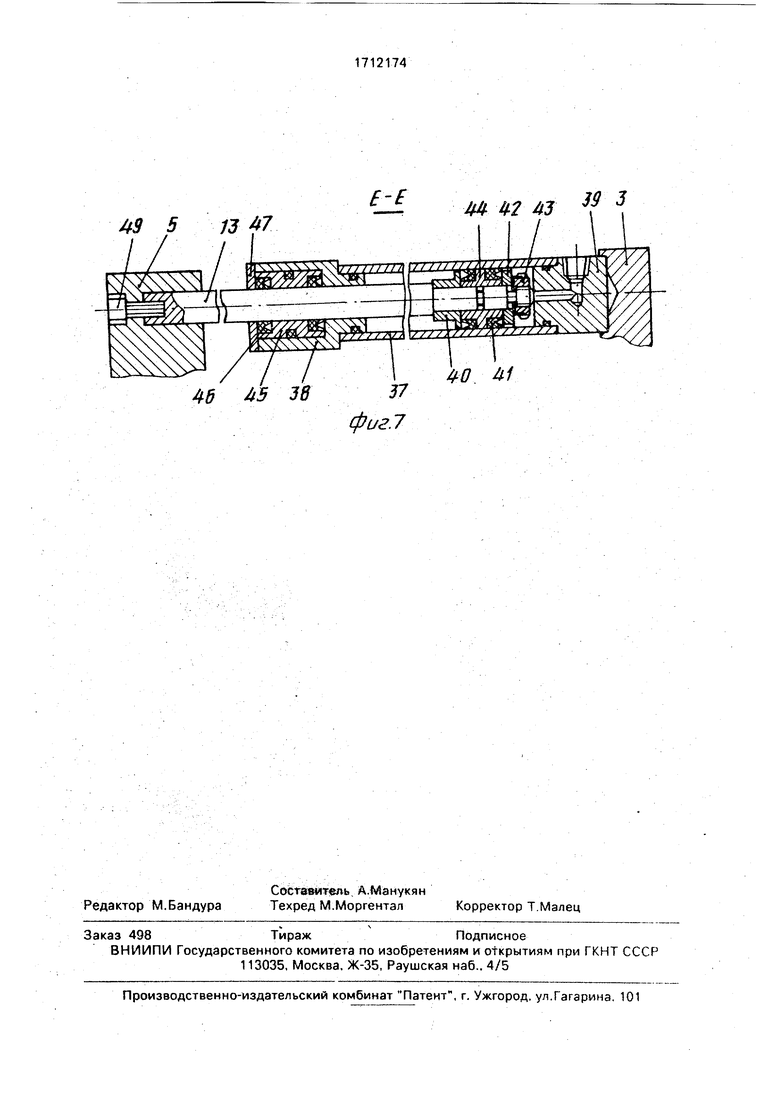
На фиг. 1 изображен механизм впрыска литьевой машины, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 разрез Г-Г на фиг.З; на фиг.6 - разрез Д-Д на фиг.1; на фиг.7 - разрез Е-Е на фиг.4.
Механизм впрыска литьевой машины содержит направляющие колонки 1, закрепленные в плите механизма 2 запирания и задней опорной плит« 3, которая установлена на станине 4 литьевой машины. На направляющих колонках 1 установлена передняя опорная плита 5 с материальным цилиндром 6 и шнеком 7. Материальный цилиндр б закреплен в передней опорной плите 5 при помощи 8 и гайки 9. На направляющих колонках 1 также установлена подвижная плита 10 с гидромотором 11 и гидроцилиндрами 12 впрыска. Передняя опорная плита 5 соединена со штоком 13 гидроцилиндра 14 перемещения. Гидроцилиндры 12 впрыска выполнены из трехступенчатой втулки 15с диаметрами DI, D2 и 6з, причем D2, Оз, DI. Трёхступенчатая втулка 15 закреплена в передней опорной плите 5 гайкой 16, фланцем 17, в котором установлена направляющая втулка 18 и грязесъемник 19. Фланец 17 крепится к передней опорной плите винтами 20. В подвижной плите Юустановлены кольца 21, зафиксированные цилиндрами 22, которые через фланцы 23 прижаты к подвижной плите 10 винтами 24. В цилиндрах 22 установлены направляющие втулки 25 с уплотняющими манжетами 26. Манжеты 26 также установлены по обе стороны колец 21. Гидромотор 11 соединен со шнеком 7 через полумуфту 27 и 28, которые установлены в стакане 29 на подшипниках 30. Стакан 29 содержит манжету 31, которая установлена на полумуфте 28. Полумуфта 28 соединена со шнеком 7 при помощи полуколец 32 и гайки 33. Стакан 29 крепится к подвижной плите 10 винтами 34.
На торце трехступенчатой втулки 15 диаметром Оз установлены направляющие втулки 35, закрепленные в ней при помощи крышек 36,
Гидроцилиндры 14 перемещения содержат цилиндр 37 с крышками 38 и 39. В цилиндре установлен шток 13, на котором установлены втулки 40, 41 и кольцо 42, скрепленные гайкой 43. Между втулками 40, 41 и кольцом 42 установлены манжеты 44, В
крышке 38 установлена направляющая втулка 45 с манжетой 46. крышки 38. 39 и цилиндр 37 стянуты через фланец 47 винтами 48, которые закреплены в задней опорной плите 3. Шток 13 закреплен в передней опорной плите 5 винтом 49.
Опорная плита 3 установлена на стпнине 4 при помощи стоек50.
Механизм впрыска литьевой машины
работает следующим образом.
При поступлении материала в материальный цилиндр 6 и вращении шнека 7 от гидродвигателя 11 через полумуфты 27 и 28 материал пластицируется и накаплива(,тся
перед шнеком 7, По мере накопления дозы шнек 7 отходит назад через полумуфту 27 и подшипник 30. Подвижная плита 10 опирается кольцами 21 и направляющими втулками 25 на трехступенчатую втулку 15 и
перемещается по ней. Регулировкой давления в полости с диаметром Di трехступенчатой втулки 15 устанавливают необходимое давление пластикации в цилиндре 12 впрыска. После набора дозы осуществляют подвод механизма впрыска к литниковой втулке гидроцилиндрами 14 перемещения. Давление подается в пори)невую полость и шток 13 перемещает переднюю опорную плиту 5 по направляющим колонкам 1 на направляющих втулках 18 и 35. При этом подвижная плита 10 с закрепленными на ней цилиндрами 22, фланцами 23 и направляющими втулками 25, которые установлены на трехступеичатой втулке 15, перемещается совместно с передней опорной плитой 5. После подЕ-ода механизма впрыска к литьевой втулке формы осуществляется впрыск расплава. Давление подается в полость гидроцилиндров
12 впрыска с диаметром 01трехступенчс1той втулки 15. При этом цилиндры 22 совместно с подвижной плитой 10 перемещаются к передней опорной плите 5. Шнек 7 через полумуфты 27 и 28, подшипники 30
перемещается подвижной плитой 10 вперед в материальном цилиндре 6, выдавливая расплав материала из материального цилиндра 6 в литьевую форму. После впрыскадавление понижается и осуществляется выдержка под пониженным давлением.
Впрыск расплава может осуществляться и на повышенной скорости. При этом давление подается в полости с диаметром DI и Оз трехступенчатой втулки 15. т.е. производится дифференциальное включение гидроцилиндров 12 впрыска.
После выдержки под давлением, в процессе охлаждения изделия в литьевой форме, осуществляется повторный набор дозы
при вращении шнека 7 в материальном цилиндре 6 и цикл повторяется.,
Механизм впрыска литьевой машины может устанавливаться на литьевых маг шинах в горизонтальном и вертикальмом положениях. При этом переход из горизонтального положения в вертикальное осуществляетсй отсоединением направляю. колонок 1 от плиты механизма 2 запирания и стоек 50 от станины 4 и закрепленнем направляющих колонок 1 на колонках го ризонтальиого механизма 2 запирали; или на плите вертикального механизма запирания.
Изобретение позволяет уп|эостить конструкцию механизма впрыска путём исключения цилиндров с обработанной поверхностью методом шлифования ,хонингрвания или полирование в гидроцилиндр1ах впрыска. комбинированная компоновка гидроцилиндров впрыска на напрёвт ЛЯЮ1ДИХ колонках и параллельное закрепление гидроцилиндров на опорных плитах механизма впрыска позволяет сократить габариты как по длине, так iji по ширине. Изобретение также позволяет осуществлять быструю перестановку из гор изонтального положения в вертикальное без дополнительных устройств, так как конструкция является симметричной и обладает устойчивостью.
Формулаизобретения Механизм впрыска литьевой машины, содержащий переднюю опорную плиту с материальным цилиндром и шнеком, подвижную плиту с ги ромотором привода шнека, заднюю опорную плиту, направляющие колонки, соединенные с механизмом запирания и задней опорной плитой, гидроцилиндры перемещения и гидроцилиндры впрыска, имеющие втулки и установленные на втулках цилиндры и фланцы, причем втулки и передняя опорная плита установлены на направляющих колонках с возможностью перемещения, отличающийся тем, что, с целью упрощения конструкции и сокращения габаритов, втулки гидроцилиндров впрыска выполнены с трехступенчатой наружной поверхностью, имеющей наибольшую по диаметру среднюю ступень, и закреплены в передней опорной плите, а подвижная плита снабжена кольцами, посредством которых установлена на Средней ступени втулок, причем кольца зафиксированы в подвижной плите с помощью цилиндров, установленных на противоположных плоскостях подвижной плиты концентрично втулками, а корпусами и штоками гидроцилиндры перемещения соединены с передней и задней опорными плитами.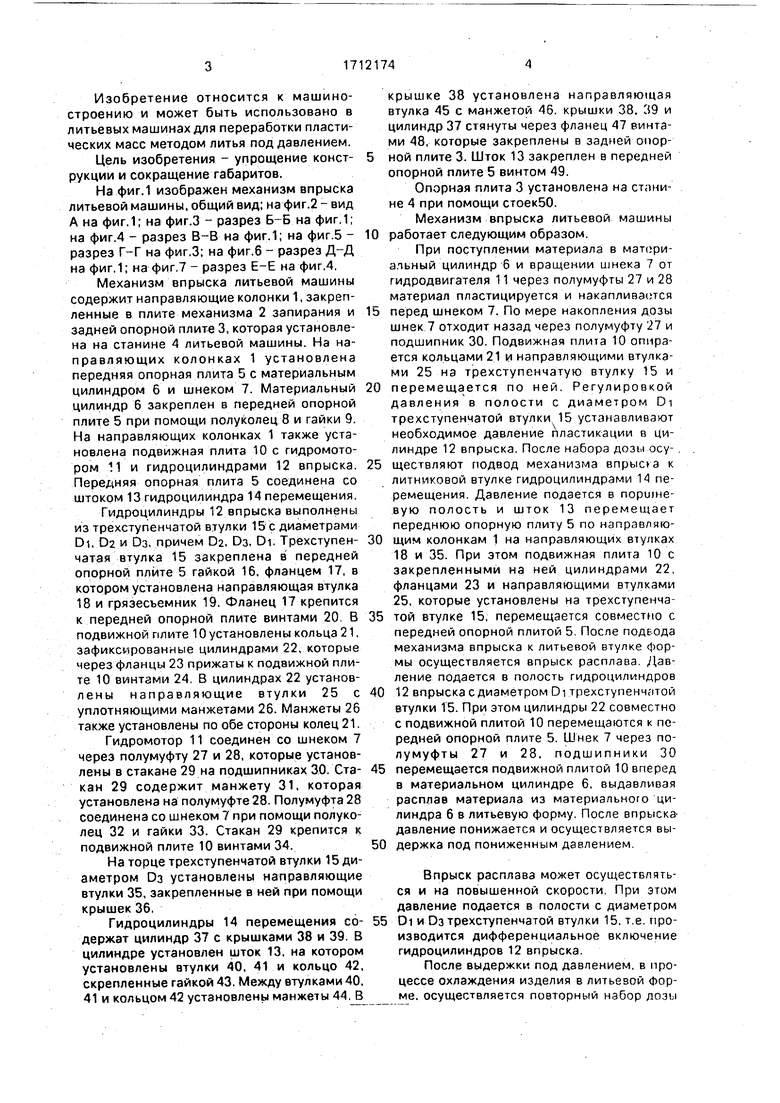
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая многопозиционная машина для переработки термопластичных материалов | 1989 |
|
SU1680539A1 |
| Механизм впрыска литьевой машины | 1986 |
|
SU1331655A1 |
| Механизм запирания форм многопозиционной литьевой машины | 1988 |
|
SU1608071A1 |
| Устройство для пластикации и впрыска полимерных материалов | 1978 |
|
SU763127A1 |
| Устройство для пластикации и впрыска полимерных материалов | 1988 |
|
SU1634526A1 |
| Механизм впрыска литьевой машины | 1977 |
|
SU654437A1 |
| Механизм впрыска литьевой машины для полиэфирных материалов | 1989 |
|
SU1657399A1 |
| Механизм запирания форм многопозиционной литьевой машины | 1982 |
|
SU1058788A1 |
| ПИТАЮЩЕЕ УСТРОЙСТВО ЛИТЬЕВЫХ МАШИН | 1972 |
|
SU351715A1 |
| Роторная литьевая машина для изготовления изделий из полимерных материалов | 1990 |
|
SU1771980A1 |
Изобретение относится к машинострс1е- нию и может быть использовано в литьевь1Х машинах для переработки пластическихмасс методом литья пдд давлением. Цель изобретения -упрощение конструкции и сокращение габаритов. Для этого втулки 15 гидроцилиндров впрыска выпопнёны с трех- ступенчатой наружной поверхностью, имеющей наибольшую по диаметру среднюю ступень, и закреплены е передней опорной плите 5. Подвижная плг1та 10 с+<абжена кольцами 21, посредством которых установлена на средней ступени втулок 15. Кольца 21 зафиксированы в подвижной плите 10 с помощью цилиндров 22, установленных на противоположных плоскостях подвижной плиты 10 концентрично втулкам 15. Гидроцилиндры перемещения корпусами и штоками соединены с передней 5 и задней 3 опорными плитами. 7 ил.г-/-елGфиг. 5^ ю>&ч|J^
фиг.1 rs 23 24 fO dfjffA / 6 (риг.2 10 24. 15 1 фигЗ 12 f 23 10 / 23
17
1 7
сриг4
6 70 16
/ А / +,
/ /
f г
J3
фиг. 6 9 5 ;j 7 Clf 2 43
| Механизм впрыска литьевой машины | 1986 |
|
SU1331655A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Солесос | 1922 |
|
SU29A1 |
