112
Изобретение относится к контактной сварке, а именно к установкам для приварки деталей арматуры посуды, и может быть использовано в различных отраслях машиностроения при соединении деталей контактной сваркой.
Цель.изобре тения - повьшение производительности труда.
На чертеже показана кинематичес- кая, .схема установки. .
Установка состоит из основания 1 , сйонтированных.на нем наклонного лотка 2 заготовок 3 J неподвижного злёктрода 4 и подвижного электрода 5, механизма 6 сжатия подвижного электрода, дополнительного наклонного лотка 7 с дозатором 8 и ползуном 9.
Наклонный лоток 2 снабжен отсе- кателем 10 заготовок 3, состоящим из впускного упора 11 и вьшускного упора 12, выполненного в виде установленных на коромысле 13 двух ограничителей 14. Коромысло 13 снабжено пружиной 15, закрепленной на основании 1, и соединено с впускным упором 1 тягой 16.
Дозатор 8 дополнительного наклонного лотка 7 имеет отсекатель 17 заготовок 18/ который соединен с под- вижным электродом 5. Ползун 9 имеет постоянный упор 19 и подпружиненный упор 20, причем ползун 9 установлен по оси неподвижного электрода 4 с возможностью перемещения перпендикулярно наклонному лотку 2. Постоянный упор I9 расположен между наклонным лотком 2 и неподвижным электродом 5, а наклонный лоток 2 расположен между постоянным упором 19 и подпружиненным упором 20 ползуна 9. На ползуне также установлен копир- ный ролик 21, который взаимодействует с коромглслом 13 выпускного упора 12 чере з толкатель 22.
Механизм 6 сжатия подвижного электрода 5 и ползун 9 связаны между собой винтовым механизмом 23, ходоая гайка 24 которого закреплена на механизме 6 сжатия подвижного электрода 5, а винт 25 снабжен криошипом 26, посредством шатуна 27 соединенным с ползуном 9.
Наклонный лоток 2 и дополнительный наклонный лоток 7 снабжены датчиками 28 и 29, контролирующими наличие иа них заготовок 3 и 18.
82
Установка работает следующим образом.В исходном положении механизм 6 сжатия подвижного электрода 5 на- ходится в верхнем положении. Заготовка 18 установлена в дозаторе 8 дополнительного наклонного лотка 7. Впускной упор 11 опущен за плоскость наклонного лотка 2, близлежащий к
впускному упору 11, ограничитель 14 выпускного упора 12 поднят и удерживает заготовку 3. Другой ограничитель 14 выпускного упора 12 опущен за плоскость наклонного лотка 2. Датчик 28 дает команду на опускание механизма 6 сжатия подвижного электрода 5. При этом вместе с механизмом 6 перемещается отсекатель 17 дозатора 8с заготовкой 18 и ходовая гайка 24 винтового механизма 23.Ходовая гайка 24 разворачивает винт 25 вместе с криво- щипом 26. Кривошип 26 перемещает шатун 27, который начинает передвигать ползун 9 в сторону неподвижного электрода 4. При этом копирный ролик 21 ползуна 9 освобождает толкатель 22 и коромысло 13, под дейст вием пружины I5 опускает близлежащий к впускному упору 11 ограничитель 14 и поднимает другой ограничитель 14 вверх, а тяга 16, соединенная с коромыслом 13, поднимает впускной упор 1 в верхнее положение. Под действием своего веса заготовка 3 скатьюается по наклонному лотку 2 до поднявшегося ограничителя 14 выпускного упора 12 и останавливается, при этом ползун 9
подпружиненным упором 20 упирается в торец заготовки 3 и надвигает ее на неподвижный электрод 4. Заготовка 3 упирается в торец неподвижного электрода 4, а ползун 9 перемещается дальше, сжимая подпружиненный упор 20. Подпружиненный упор 20 отрегулирован таким образом, что при движении ползуна 9 он проходит участок пути до касания с торцом
заготовки 3 за несколько большее
время, чем необходимо для перемещения заготовки 3 до поднятого отсекателя 14 вьшускного упора 12.
В то же время подвижный электрод 5 продолжает опускаться с от- екателем I 7, который удерживает заготовку 18, и после остановки загс,31
тонки 3. на неподвижном электроде 4 прижимает заготовку 18 к заготовке 3
Происходит приварка заготовок. После окончания сварки механизм 6 сжатия подвижного электрода 5 перемещается вверх и, передвигая ходовую гайку 24 винтового механизма 23, поворачивает винт 25. При этом кривошип 26, закрепленный на винте 25, через шатун 27 воздействует на ползун 9 и перемещает его в направлении от неподвижного электрода 4. При этом постоянный упор 19 ползуна 9 через некоторый промежуток времени снимает сваренную деталь с неподвижного электрода и перемещает ее на наклонный лоток 2. При движении ползуна 9 установленный на йем копнр- ный ролик 2 Г воздействует на толкатель 22, который начинает перемещать коромысло 13 выпускного упора 12. Коромысло 13 начинает опускать
84
ранее поднятый ограничитель 14 и поднимает другой ограничитель 14. Одновременно коромысло 13 через тягу 16 начинает опускать впускной
упор 11. Сваренная деталь по лотку 2 выпускается из установки, а следующая заготовка 3, ранее находящаяся около впускного упора 11, перемещается к поднятому ограничителю 14. При возврате механизма 6 сжатия подвижного электрода 5 в верхнее положение следующая заготовка 18 попадает в дозатор 8 дополнительно| о наклонного лотка 7 и фиксируется в
отсекателе 17. Цикл повторяется.
Предлагаемая установка полностью автоматизирует цикл изготовления сварных деталей с обеспечением пода- чи заготовок, их сварки и съема готовой детали, что позволяет повысить производительность труда.
ю
16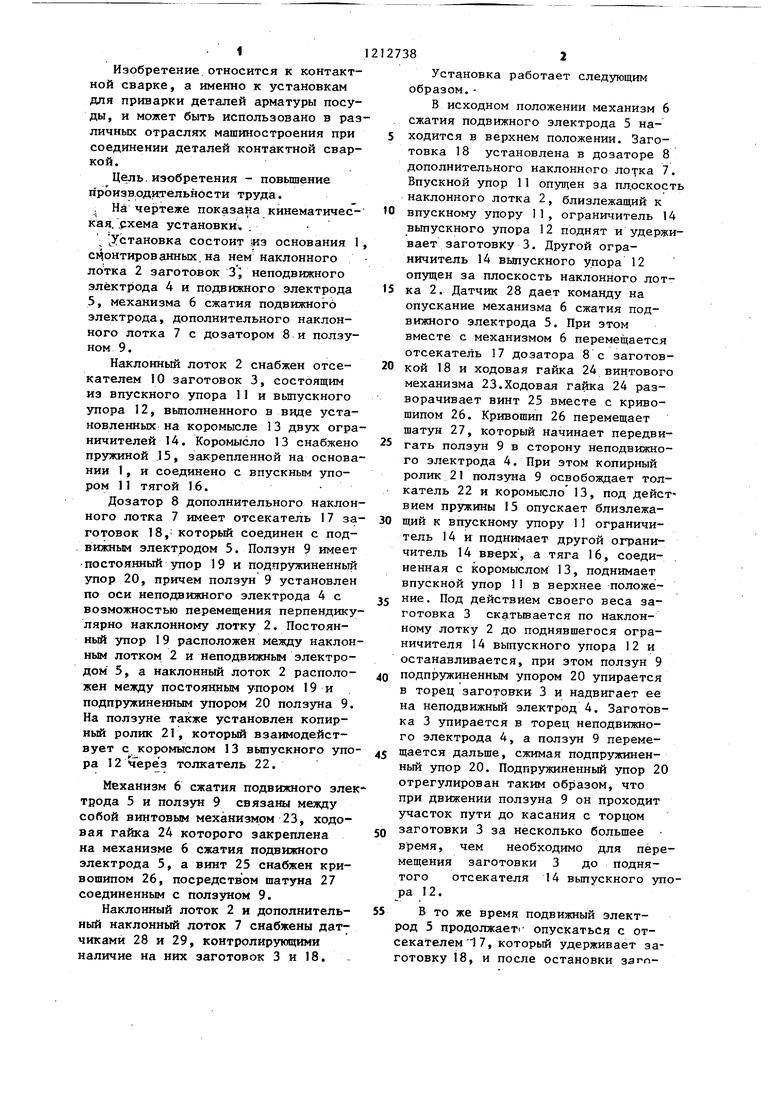
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления изделий | 1984 |
|
SU1318387A1 |
| Способ изготовления изделий, преимущественно трубчатых раскосов со сплющенными концами, и линия для его осуществления | 1989 |
|
SU1657270A1 |
| Плоскопрокатное устройство | 1978 |
|
SU764812A1 |
| Автоматизированный комплекс горячей штамповки | 1988 |
|
SU1602602A1 |
| Загрузочно-разгрузочное устройство | 1983 |
|
SU1115883A1 |
| Механизм подачи заготовок к прессу | 1986 |
|
SU1424935A1 |
| Устройство для поштучной выдачи заготовок в рабочую зону обрабатывающей машины | 1984 |
|
SU1318332A1 |
| Устройство для групповой обработки деталей | 1990 |
|
SU1815154A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Устройство для нанизывания изделий на гибкий элемент | 1982 |
|
SU1068259A1 |

HOBCffi Заказ 701/21 Тираж 1000 Подпяское шшал ШШ ПжтАНТ, г. Ужгород ул.Проектная,4
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 0 |
|
SU343799A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для контактной точечной сварки | 1972 |
|
SU445545A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ КОНВЕКТОРОВ | 0 |
|
SU191705A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
