Изобретение относится к сборочному производству и может быть использовано при сборке узлов трактора, преимуществеино передних ведущих мостов.
Цель изобретения - повьшение производительности и снижение трудоемкости процесса сборки за счет исключения ручных операций сборки.
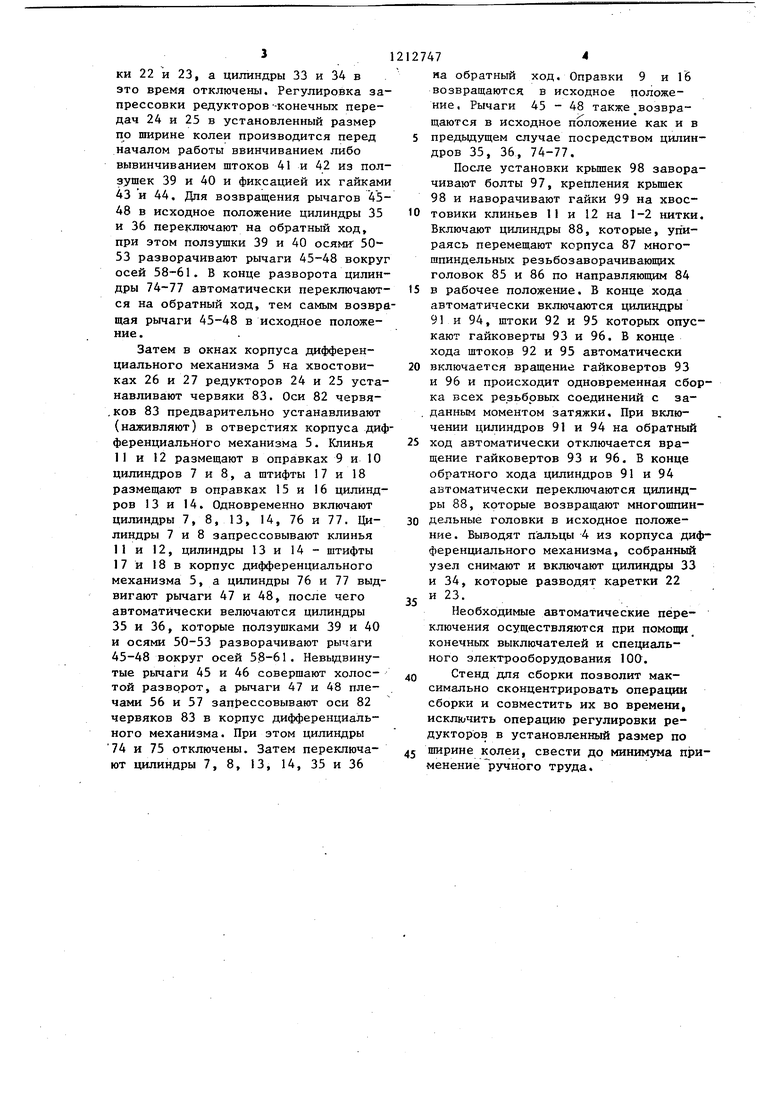
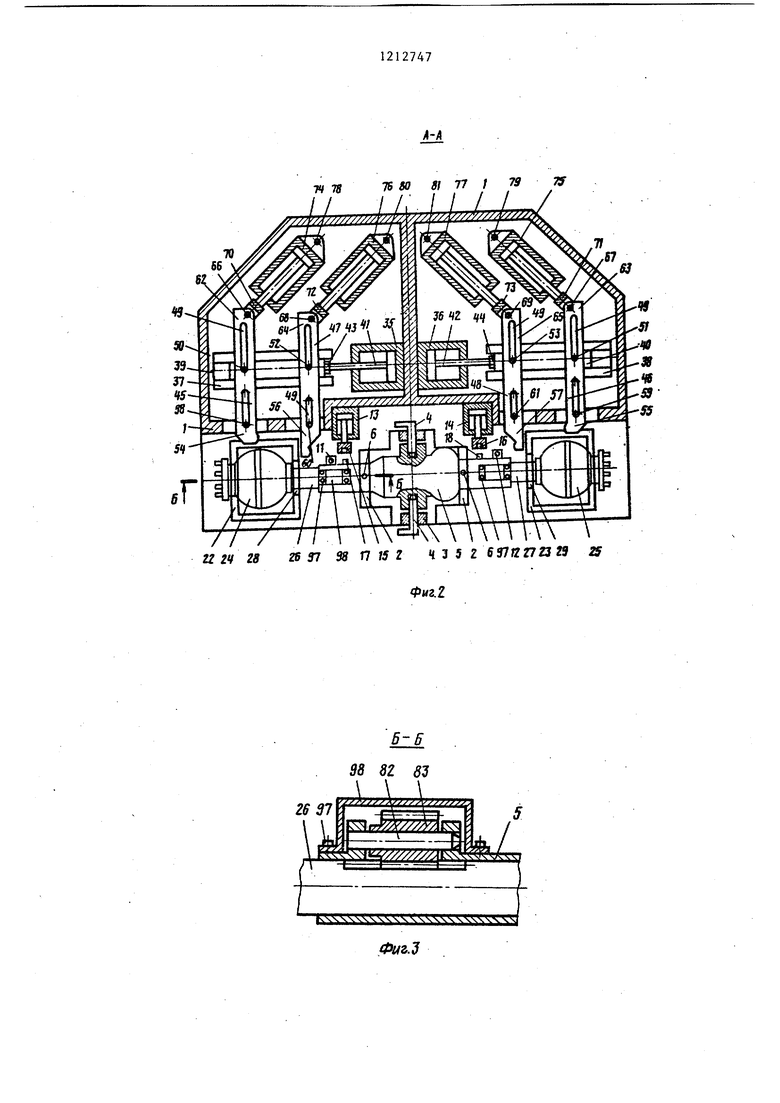
На фиг. 1 изображен стенд для сборки запрессовкой уйлов трактора, вид спереди; на фиг, разрез А-А на фиг. 1; на фиг, 3 - разрез Б-Б на фин. 2; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - сечение Г-Г на . 1.
Стенд содержит станину 1 с зак- - репленными на ней базовыми площадками 2 и кронщтейном 3, снабженным пальцами 4 для фиксации корпуса дифференциала 5. Базовые площадки 2 снабжены штифтами 6.
На передней части станины 1 установлены силовые цилиндра 7 и 8, штоки которых снабжены оправками 9 и 10 для запрессовки клиньев 11 и 12, и силовые цилиндры 13 и 14, штоки которых снабжены оправками 15 и 16 для запрессовки штифтов 17 и 18.
В направлянщих 19 и 20, закрепленных на передней части станины, установлены на катках 21 каретки 22 и 23 для размещения редукторов конечных передач 24 и 25, имекядих хвостовики 26 и 27. Каретки 22 и 23 снабжены призмами 28 и 29 и подпружиненными пружинами 30 опорами 31 и 32 и связаны со штоками цилиндров 33 и 34, закрепленных на станине 1.
В станине 1 также закреплены цилиндры 35 и 36 и направляющие 37 и - 38, в которых разменены ползушки 39 и 40, связанные со штоками 41 и 42 цилиндров 35 и 36 при помощи гаек 43 и 44.
Двуплечие рычаги 45-48 снабжены пазами 49 и шарнирно связаны сред- ней .частью посредст бом осей 50-53 с ползушками 39-40, рабочими плечами 54-57 посредством осей 58-61 со станиной 1, а вспомогательными плечами 62-65 посредством осей 66- 69 и вилок 70-73 со штоками цилиндров 74-77 соответственно. Корпуса цилиндров 74-77 посредством осей 78-81 шарнирно связаны со станиной 1. В процессе сборки рабочие плечи 54 и 55 рычагов 45 и 46 взаимодействуют с редукторами конечных передач 24 ,и 25, а рабочие плечи рычагов 47 и 48 взаимодействуют с осями 82 червяков 83.
В направляющих 84, закрепленных на верхней части станины 1, установ- лены многошпиндельные резьбозавора- чивающие головки 85 и 86, каждая из которых вьтолнены следующим образом. В корпусе 87 закреплен цилиндр 88, связанный штоком 89 с кронштей- ном 90, закрепленным на станине 1. На корпусе 87 также закреплены цилиндр 91, связанный штоком 92 с мно
гошпиндельным гайковертом 93, и цилиндр 94, связанный штоком 95 с гайковертом 96. Многошпиндельный гайковерт 93 предназначен для заворачивания болтов 97 крепления крьш1ек 98, а
гайковерт 96 - для наворачивания га
ек 99 на хвостовики клиньев 11 и 12. На станине также размещено электрооборудование 100 для автоматизированного согласованного управления всеми цилиндрами посредством конечных выключателей (не показаны).
Сборку передних ведущих мостов тракторов осуществляют на стенде следующим образом.
Корпус в сборе устанавливают на штифты 6 базовых площадок 2 и фиксируют пальцами 4. Редуктора конечных передач 24 и 25 размещают в каретках 22 и 23. При этом редуктора нижней
частью опираются на подпружиненные пружинами: 30 опоры 31 и 32, а хвостовики 26 и 27 - на призмы 28 и 29, Усилие пружины 30 должно быть таким, чтобы хвостовики 26 и 27 редукторов
конечных передач 24 и 25 заняли горизонтальное положение. Для прессовки редукторов конечных передач включают силовые цилиндры 74 и 75, которые вьщвигают рычаги 45 и 46 по пазам 49. После чего автоматически включаются цилиндры 35 и 36, которые, перемещая ползушки 39 и 40, осями 50-53 поворачивают рычаги 45- 48 вокруг осей 58-61. Причем невьщвинутые рычаги 47 и 48 поворачиваются вхолостую, при этом цилиндры 76 и 77 отключены, т.е. обе полости соединены с атмосферой. Рычаги 45 и 46 при повороте рабочими плечами 54 и
55 упираются в редукторы 24 и 25 и запрессовывают их хвостовики 26 и 27 в корпус дифференциала 5. Причем редукторы 2А и 25 перемещают карет3
ки 22 и 23, а цилиндры 33 и 34 в это время отключены. Регулировка запрессовки редукторов -конечных передач 24 и 25 в установленный размер по ширине колеи производится перед началом работы ввинчиванием либо вывинчиванием штоков 41 и 42 из пол- зушек 39 и 40 и фиксацией их гайками 43 и 44, Для возвращения рычагов 45- 48 в исходное положение цилиндры 35 и 36 переключают на обратный ход, при этом ползушки 39 и 40 осями 50- 53 разворачивают рычаги 45-48 вокруг осей 58-61. В конце разворота цилиндры 74-77 автоматически переключаются на обратный ход, тем самым возвращая рычаги 45-48 в исходное положение.
Затем в окнах корпуса дифференциального механизма 5 на хвостовиках 26 и 27 редукторов 24 и 25 устанавливают червяки 83. Оси 82 червя,ков 83 предварительно устанавливают (наживляют) в отверстиях корпуса дифференциального механизма 5. Клинья 11 и 12 размещают в оправках 9 и 10 цилиндров 7 и 8, а штифты 17 и 18 размещают в оправках 15 и 16 цилиндров 13 и 14, Одновременно включают цилиндры 7, 8,13, 14, 76 и 77. Цилиндры 7 и 8 запрессовывают клинья 11 и 12, цилиндры 13 и 14 - штифты 17 и 18 в корпус дифференциального механизма 5, а цилиндры 76 и 77 выдвигают рычаги 47 и 48, после чего автоматически велючаются цилиндры 35 и 36, которые ползушками 39 и 40 и осями 50-53 разворачивают рычаги 45-48 вокруг осей 58-61, Невыдвинутые рычаги 45 и 46 совершают холостой разворот, а рычаги 47 и 48 плечами 56 и 57 запрессовывают оси 82 червяков 83 в корпус дифференциального механизма. При этом цилиндры
74 и 75 отключены. Затем переключают цилиндры 7, 8, 13, 14, 35 и 36
127474
ма обратный ход. Оправки 9 и 16 возвращаются в исходное положение. Рычаги 45 - 48 также возвращаются в исходное положение как и в 5 предыдущем случае посредством цилиндров 35, 36, 74-77,
После установки крьшек 98 заворачивают болты 97, крепления крьш1ек 98 и наворачивают гайки 99 на хвос10 товики клиньев 11 и 12 на 1-2 нитки. Включают цилиндры 88, которые, упираясь перемещают корпуса 87 многошпиндельных резьбозаворачивающих головок 85 и 86 по направляющим 84
15 в рабочее положение, В конце хода автоматически включаются цилиндры 91 и 94, штоки 92 и 95 которых опускают гайковерты 93 и 96, В конце хода штоков 92 и 95 автоматически
20 включается вращение гайковертов 93 и 96 и происходит одновременная сборка всех резьбрвьк соединений с за- . данным моментом затяжки. При включении цилиндров 91 и 94 на обратный
25 ход автоматически отключается вращение гайковертов 93 и 96, В конце обратного хода цилиндров 91 и 94 автоматически переключаются цилиндры 88, которые возвращают многошпин30 дельные головки в исходное положение. Выводят пальцы 4 из корпуса дифференциального механизма, собранный узел снимают и включают цилиндры 33 и 34, которые разводят каретки 22 и 23.
Необходимые автоматические переключения осуществляются при помощи конечных выключателей и специального электрооборудования 100,
40 Стенд дпя сборки позволит максимально сконцентрировать операции сборки и совместить их во времени, исключить операцию регулировки редукторов в установленный размер по
5 щирине колеи, свести до минимума применение ручного труда,
35
ICQ
// / I I
22 24 28 Z6 37 38 П 15 2 4352 6У7Г2272329 2S
Фиг.2
а
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для изготовления гиперболоидных контактных узлов Карташева В.В. | 1987 |
|
SU1554058A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Устройство для контроля жидкости в прозрачных ампулах | 1985 |
|
SU1453262A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Автомат для навивки пружин | 1976 |
|
SU565761A1 |

6-5 98 82 83
Л А
2ff 37
/ f jfffjKfl: firfJr J ffffffJr
Фиъ.
9Z
ФигМ
85 т
V
/
90
Фиг.5
Редактор Н. Пушненкова
Заказ 701/21 Тираж 1000 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
Составитель И. Белоусов
ТехредМ.Гергель Корректор Г, Решетник
| УСТРОЙСТВО для РАЗБОРКИ ВЕДУЩИХ МОСТОВ ТРАКТОРОВ С ПЛАНЕТАРНОЙ КОНЕЧНОЙ ПЕРЕДАЧЕЙ | 0 |
|
SU368975A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
