Изобретение относится к механической обработке металлов резанием, точнее к способам кинематического дробления стружки на станках с числовым программным управлением ()
Цель изобретения - повышение качества обрабатываемой поверхности и стойкости режущего инструмента без снижения производительности об- работки за счет того, что дополнительные перемещения производят под углом о1 20-40° к мгновенному вектору подачи, затем параллельно мгновенному вектору подачи в противоположном ему направлении и затем под углом Р 180 -X к мгновенному вектору подачи, а высота равнобедрен HOi o векторного треугольника, обра- зованкого дополнительными перемещениями инструмента, может быть равна величине радиальных упругих деформаций системы СПИД
Дополнительное перемещение режущего инструмента под углом й(. 20-40° к мгновенному вектору подачи обеспе- чиваат отвод резца от обрабатываемой Iповерхности, что позволяет за счет постепенного уменьшения глубины снимаемого слоя плавно уменьшить ci-шу резания,, а следовательно, нагрузку на системз СПИД в отличие от известных способов, где. нагрузка соответственно резко возрастает или резко, сбрасывается.
Перемещение инструмента параллель но мгновенному вектору подачи в противоположно м ему направлении т.е. отвод резца от поверхности резания обеспечивает гарантированный обрыв стружки.
Дальнейшее пвхзекещение инструмента под углом Э (80° - о{ к мгновенному BEK vops подачи, т.е„ подвод резца к обрабатываемой поверхности,, завершает перемещение ршструмента по равнобедренному треугольнику т,е.„ плавный выбор зазоров в винтовых парах кинематики станка.
При возобновлении процесса резания сила резания увеличивается постепенно, плавно нагружая систему СШ-Щ по мере увеличения глубины ре- закия от нуля до максимального значения в отличие от известны ; способов, где нагрузка изменяется резко, скачкообразно.
Пределы угла принимают исходя из свойств обраС.чтызаемого ыатериа-- ла J, геометричесгсой формы ре кущего
2143272
инструмента, производительности, жесткости системы СПИД. При уменьшении угла менее 20 ° происходит увеличение вектора отвода резца от обра.J .батываемой поверхности, что значительно снижает производительность обработки деталри Увеличение углао( выше 40° отрицательно сказывается на стойкости резца ввиду уменьшения
50 главного угла в плане Ч j увеличения ширины среза, т.е. увеличения нагрузки на резец, вызывающей усиленный износ и даже разрушение вершины р€;зца,
5 Изменение величины угла Р за пределы, ограниченные условием р -о/, не позволяет получить равнобедренный векторньш треугольник, т.е„ равенство углов отвода и
2Q подвода к мговенному вектору основной подачи и„ как следствие, идентичность выбора зазоров по обеим координатам в кршематике приводов подач станка при выполнении циклов
25 стружкодробления, что приводит к увеличению шероховатости обрабатываемой поверхности, т.е. к понижению качества обработки.
Отвод резца от обрабатываемой
JQ поверхности на величину радиальных упругих деформаций системы СПИД, характеризующейся высотой равнобедренного треугольника, позволяет исключить врезание вершины резца в обработанную поверхность при отводах
, параллельно мгновенному вектору основной подачи в противоположном ему направлении, тем самьгм избежать увеличение ее шероховатости5 т.е. повысить качество обработки.
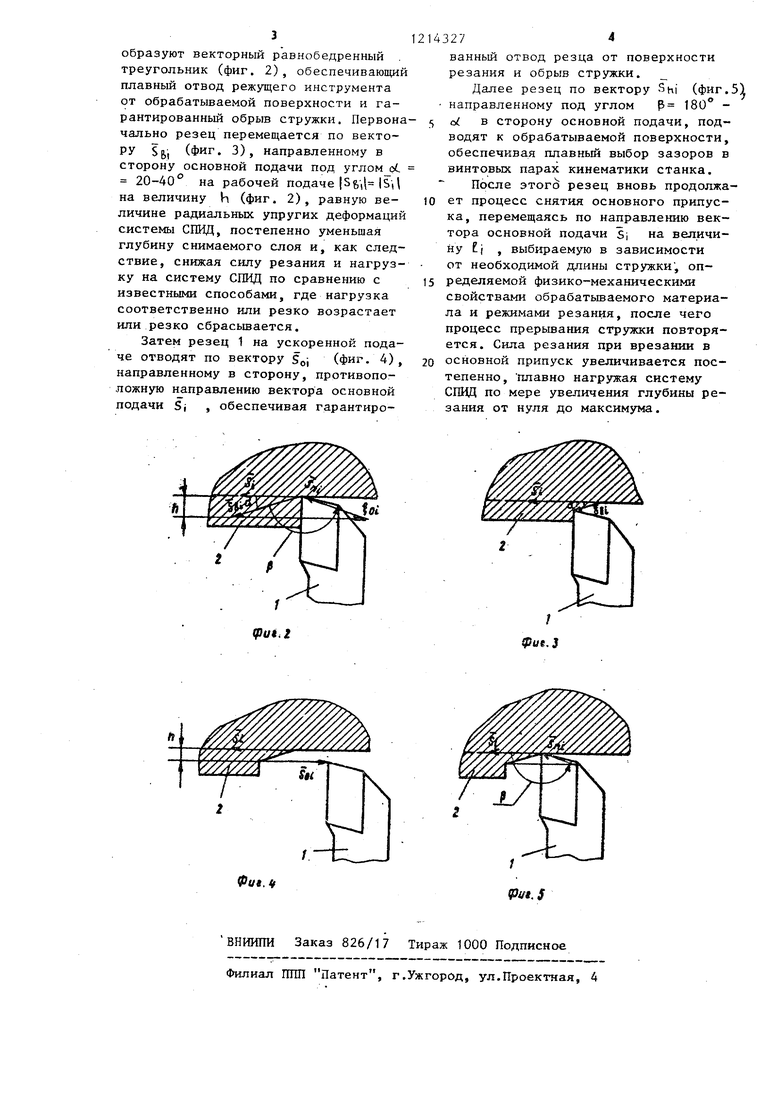
На фиг, 1 изображена общая схема перемещения режущего инструмента при обработке контура детали; на фкг. 2 - схема перемещения резца по векторному равнобедренному тре46 угольнику, обеспечивающему прерывание стружки на фиг. 3 - отвод режущего инструмента от обрабатываемой поверхности; на фиг. 4 - то зке, от поверхности резания; на фиг, 5 - вод резца к обрабатываемой поверхности.
Способ осуществляется следующим образом.
Резцу определенной конфигура55 цин, например проходному, дви- жекид подачи по контуру детали 2 в направлении Sj (фиг, t) сообщают дополнительные перемещения„ которые
образуют векторный равнобедренный . треугольник (фиг. 2), обеспечивающий плавный отвод режущего инструмента от обрабатываемой поверхности и га- рантированньш обрыв стружки. Первона чально резец перемещается по векто- РУ $ь, (фиг. 3), направленному в сторону основной подачи под углом о(. 20-40 на рабочей подаче (Sf,, |S|| на величину Ь (фиг. 2), равную величине радиальных упругих деформаций системы СПИД, постепенно уменьшая глубину снимаемого слоя и, как следствие, снижая силу резания и нагрузку на систему СПИД по сравнению с известными способами, где нагрузка соответственно или резКо возрастает или резко сбрасьшается.
Затем резец 1 на ускоренной подаче отводят по вектору (фиг. 4), направленному в сторону, противоположную направлению вектора основной подачи Sj , обеспечивая гарантиро214327
ванный отвод резца от поверхности резания и обрыв стружки.
Далее резец по вектору Shi (фиг.5 направленному под углом Э 180 - с, oi в сторону основной подачи, подводят к обрабатываемой поверхности, обеспечивая плавный выбор зазоров в винтовых парах кинематики станка.
После этого резец вновь продолжа- 10 ет процесс снятия основного припуска, перемещаясь по направлению вектора основной подачи Si на величину Ej , выбираемую в зависимости от необходимой длины стружки , оп- 15 ределяемой физико-механическими
свойствами обрабатьшаемого материала и режимами резания, после чего процесс прерьшания стружки повторяется. Сила резания при врезании в 20 основной припуск увеличивается постепенно, плавно нагружая систему СПИД по мере увеличения глубины резания от нуля до максимума.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ кинематического дробления стружки на станках с числовым программным управлением | 1987 |
|
SU1444086A1 |
| Устройство управления процессом дробления стружки на станках токарной группы с ЧПУ | 1988 |
|
SU1796346A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1983 |
|
SU1085685A2 |
| Устройство для дробления стружки на станках с ЧПУ | 1987 |
|
SU1509186A1 |
| Способ получения корня стружки | 1980 |
|
SU921679A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Устройство для дробления стружки на станках с ЧПУ | 1981 |
|
SU997990A1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |

ftr
Фив. 9
ВННИПИ Заказ 826/17 Тираж 1000 Подписное Филиал П1Ш Патент, г.Ужгород, ул.Проектная, 4
| Способ кинематического дробления стружки на токарных станках с чпу | 1975 |
|
SU670384A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ кинематического дробления стружкиНА ТОКАРНыХ CTAHKAX C чпу | 1977 |
|
SU795718A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
