Изобретение относится к прокатному производству и может быть использовано при изготовлении двутавровых профилей на реверсивных универсальных прокатных клетях.
Целью изобретения является повышение качества проката путем обжатия фланцев в режиме холостого хода вертикальных валков.
На фиг. 1 изображен валковый комплект для прокатки двутавровых балок, общий вг.д; на фиг. 2 - узел Г на фиг. 1.
Валковый комплект состоит из горизонтальных 1 и вертикальных 2 валков, колец 3 и пружин 4, смонтированных в пазах, выполненных на торцовых поверхностях бочек горизонтальных валков и обращенных к ним поверхностей колец при помощи направляющих 5 и ограничивающих щпилек 6. Кольца 3 установлены на нерабочей части горизонтальных валков по ходовой посадке и могут перемещаться в осевом направлении . Направ ляющие 5 установлены в углублениях торцовой части бочки горизонтального валка по прессовой посадке и фиксируют каждое кольцо от проворачивания относительно горизонтального валка. Вертикальные валки 2 кошгаескими участками бочек взаимодействуют с кольцами 3 и постоянно прижимаются к нему при помощи нажимных устройств рабочей клети так, что пружины 4 постоянно находятся в сжатом состоянии с усилием, обеспечивающим надежный контакт между вертикальным валком и кольцом.
При работе клети на холостом ходу вращение от приводных горизонтальных валков при помощи колец с пружинами передэ тся вертикальным валкам, обеспечивая их разгон перед захватом металла. При входе металла в валки возникает усилие прокатки, которое значительн больще усилия пружин. Следовательно, сила трения между вертикальным валком и полосой больще силы трения на контакте вертикальных валков с кольцами. Поэтому в процессе прокатки вертикальные валки приводятся во
вращение трением от полосы, что обеспечивает необходимое соответствие скоростей прокатки по фланцам и стенке двутаврового профиля. После выхода раската из валков горизонтальные валки останавливаются и реверсируются. При этом вертикальные валки благодаря фрикционной связи также останавливаются и реверсируются, обеспечивая благоприятные условия захвата полосы при прокатке в обратном направлении.
Изменение межвалковых зазоров без нару- шетчя фрикционного соединения горизонтальных к вертикальных валков обеспечивается благодаря пружинам 4. При уменьщении зазора между вертикальным и горизонтальш М валком (т. е. уменьшении толщины фланца) кольца 3 под воздействием перемещающегося валка 2 сдвигаются вдоль оси горизонтального валка к центру клети и сжимают пружины 4. Пря уменьшении зазора между горизонтальными валками (т. е. уменьшении толщины стенки профиля) кольца 3 вместе с горизонтальным валком перемещаются вертикально к центру клети и благодаря коническим частям бочек вертикальных валков одновременно перемещаются вдоль оси горизонтального валка, сжимая пружины 4. Для обеспечения необходимого диапазона регулирования межвалкового зазора конические части бочек вертикальных валков должны иметь соответ
ствующую щирину. Угол конусности целесообразно принимать в диапазоне 40-50 .
Благодаря работе предлагаемого устройства обеспечивается захват металла при вращающих - ся вергнкальных валках, за счет чего устраняются удары раската при входе в валки, улучщаются условия эксплуатации и снижается износ вертикальных валков, повыщается качество проката на концах, уменьщается длина концевой обрези. Экономический эффект достигается за счет снижения расхода вертикальных валков и сокращения отходов металла на обрезь.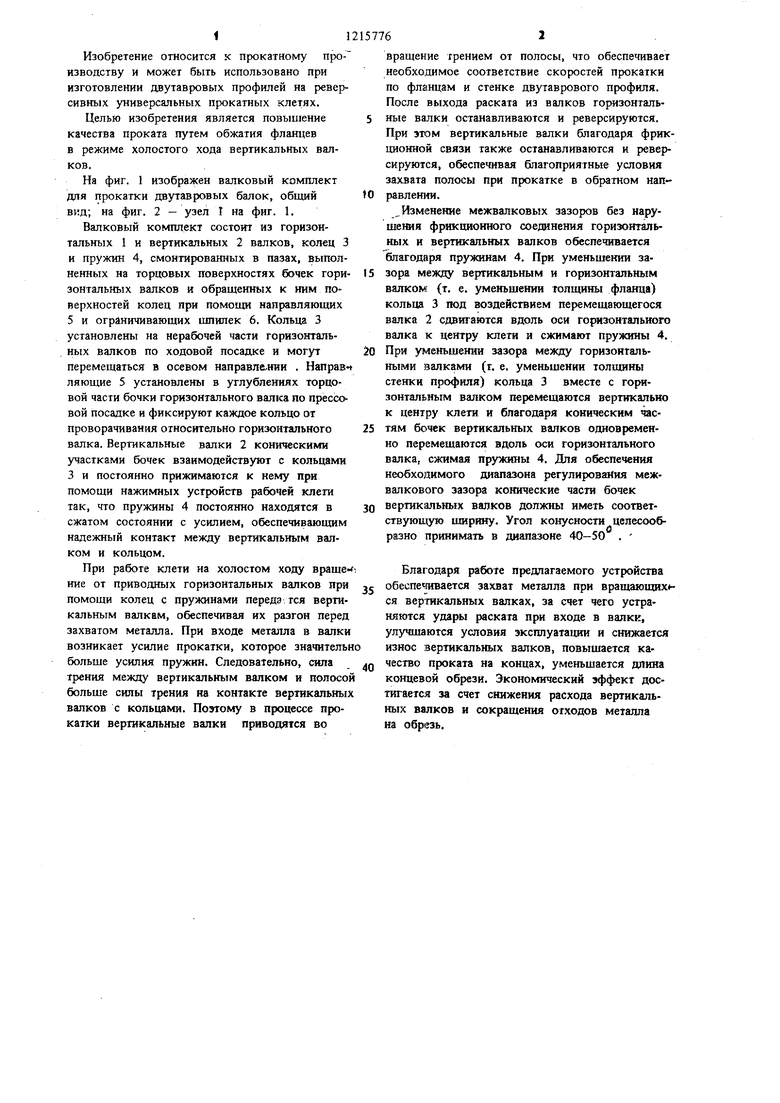
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| Способ профилирования слябов | 1987 |
|
SU1519800A1 |
| Способ прокатки листов и плит | 1989 |
|
SU1784300A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| Способ горячей прокатки полос и листов | 1986 |
|
SU1509142A1 |
| Способ прокатки | 1988 |
|
SU1629117A1 |
| СПОСОБ ШТУЧНОЙ ПРОКАТКИ ЛИСТОВОЙ ПРОДУКЦИИ | 2012 |
|
RU2490078C1 |
| Способ прокатки полос | 1989 |
|
SU1688953A1 |
| Комплект рабочих валков для широкополосных станов горячей прокатки | 1987 |
|
SU1475747A1 |
| СПОСОБ И ПРОКАТНАЯ КЛЕТЬ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, В ЧАСТНОСТИ ПОЛОСЫ, СНАБЖЕННАЯ ФОРСУНКАМИ ДЛЯ ГАЗООБРАЗНЫХ ИЛИ ЖИДКИХ ОБРАБАТЫВАЮЩИХ СРЕД | 2005 |
|
RU2372162C2 |

Редактор А. Ворович Заказ 930/8
Составитель Ю. Лямов Техред М.Гергель
Корректор Е
Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий ПЗОЗЗ, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Составитель Ю. Лямов Техред М.Гергель
Корректор Е. Рошко
| Узел валков,образующих четырехвалковый калибр | 1982 |
|
SU1063495A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатная клеть | 1976 |
|
SU564013A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
