1
Изобретение относится к обработке металлов давлением и может быть использовано в штампах для последующих операций вытяжки цилиндрических деталей, имеющих ступенчатую форму. Цель изобретения - повьшение ка- чества готовых деталей.
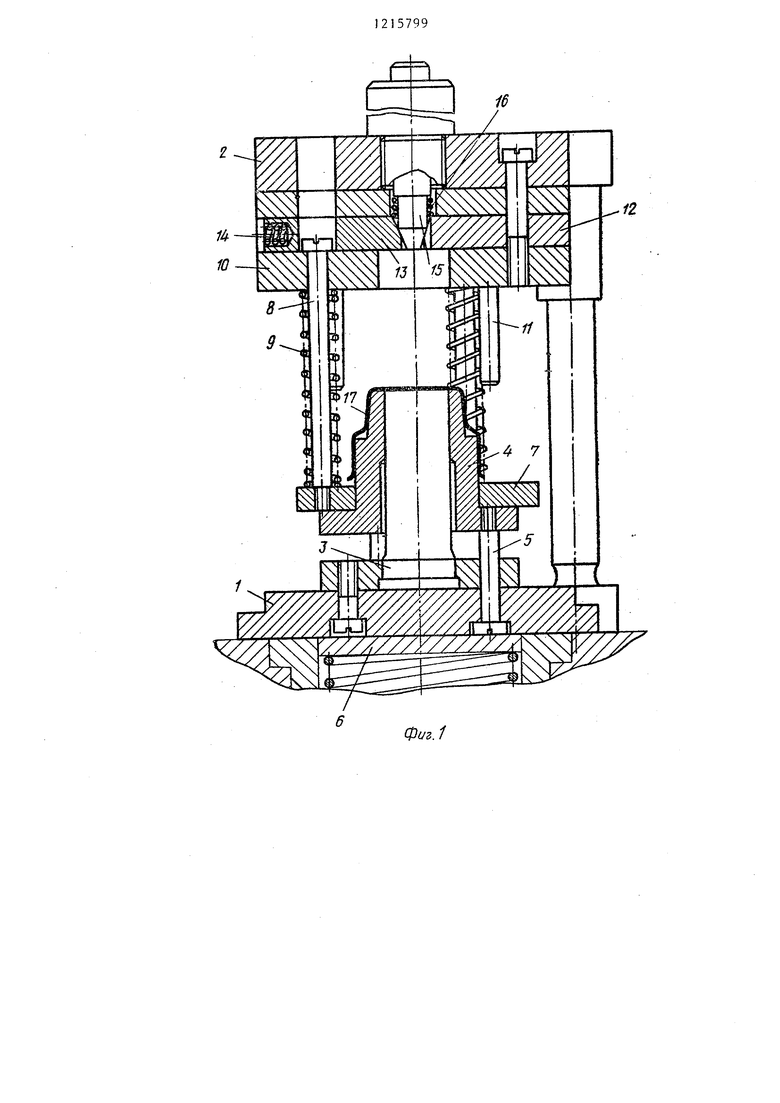
На фиг. 1 изображен штамп, общий вид; на фиг. 2 .- то же, в заключи- тельн.тй момент штампойки.
Штамп содержит нижнюю 1 и верхнюю 2 плиты. На нижней плите 1 закре лев пуансон 3, на котором установлен съемник-прижим 4, опирающийся через толкатели 5 на буфер пресса 6. На съемнике-прижиме 4 размещен дополнительный съемник 7, связанный с верхней плитой 2 с; помощью винтов 8 и постоянно отжимаемый пружинами -9 к съемнику-прижиму 4-. На верхней плите 2 закреплена матрица 10 с опережающими колонками I1. Между матрицей 10 и верхней плитой 2 смонтирована -дополнительная плита 12, в пазах ко- торой размещены клиновые ползушки ГЗ поджимаемые пружинами 14 к толкателю- 15. Толкатель 15 пружиной 16 под- .жат к верхней плите 2.
Штамп работает следующим образом. Деталь 17 устанавливают на съемник-прижим 4. При опускании ползуна пресса верхняя плита 2 с закрепленными на ней деталями опускается вниз Опережающие колонки 11, опираясь на съемник-прижим 4, отжимают через толкйтели 5 буфер пресса 6 и обеспечивают постоянный зазор между съемником-прижимом 4 и матрицей 10. Пуансон 3 заходит в матрицу 10, происходит последующая вытяжка дета92
ли. В то же время при опускании верхней плиты 2 съемник 7 тоже опускается-, а головки винтов 8 выходят из . отверстий в клиновых ползушках 13.
Так как толкатель 15 отжат пружиной 16 и не препятствует радиальному перемещению клиновых ползушек 13, он под действием пружин 14 перемещается к оси штампа.
При обратном ходе ползуна пресса верхняя плита 2, матрица 10 и опережающие колонки 11 поднимаются вверх. Съемник-прижим 4 под действием буфера пресса 6 через толкатели 5 снимает деталь 17 с пуансона 3 и поднимает съемник 7. После возвращения съемника-прижима 4 в исходное положение и при дальнейшем ходе вверх плиты 2 съемник 7 под действием
пружин 9 остается на съемнике-прижиме 4 до тех пор, пока головки винтов 8 не коснутся клиновых ползушек . 13, При соприкосновеи,1К с ними винты В поднимаются вверх ау-сте со
съемником 7, снимая готовуо деталь со съемника-прижима 4.
В крайнем верхнем положении ползуна пресса срабатывает толкатель пресса, опуская толкатель 15 вниз, который, перемещает радиально клино- зые ползушки 13 от оси штампа, совН мещая отверстия клиновых ползушек 13 ,с головками винтов 8. Последние под действием пружин 9 опускаются вниз, возвращая съемник 7.
Применение предлагаемого штампа позволяет исключить механическую доработку готовой детали и операцию калибровки.
12
Фиг.1
иг.1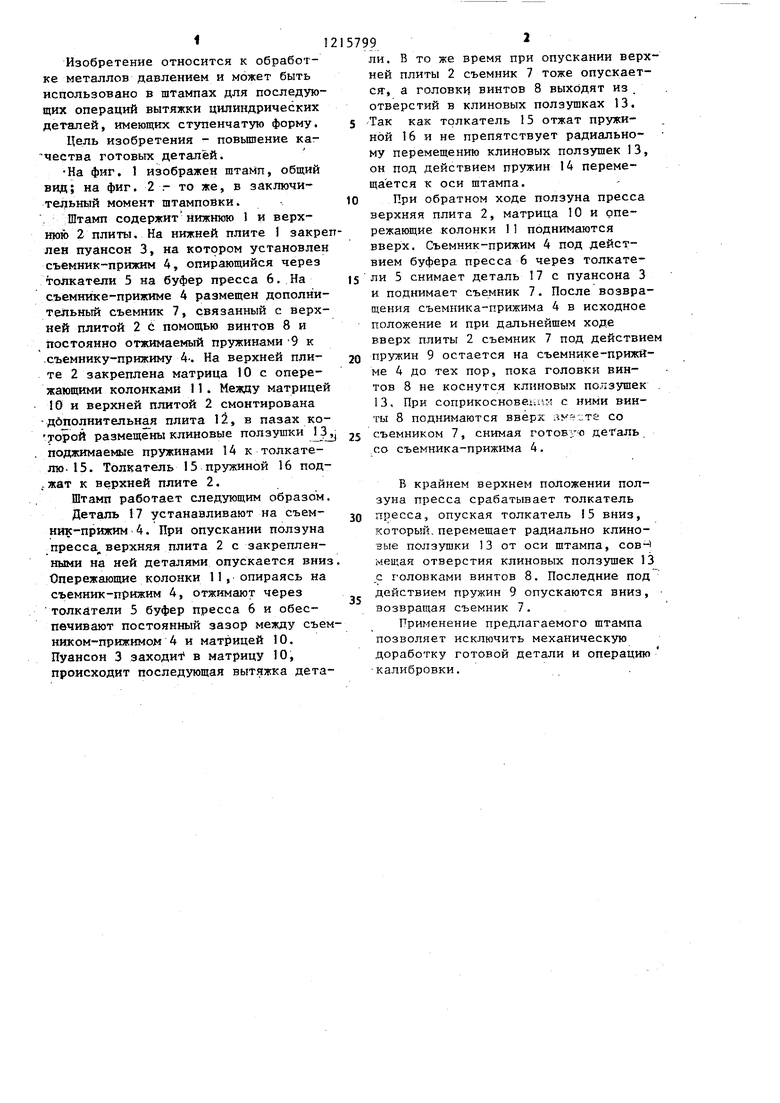
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
| Штамп для вытяжки деталей с фланцем | 1985 |
|
SU1250357A1 |
| Штамп для пробивки отверстий в стенках полых деталей | 1990 |
|
SU1752469A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| Штамп для листовой штамповки | 1982 |
|
SU1091964A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Штамп для вытяжки крупногабаритных изделий | 1977 |
|
SU677789A2 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
Составитель О.Матвеева Редактор М.Бланар Техред М,Надь
931/9 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная,4
Коректор
| Фойгельман Г.А | |||
| Альбом конструкций универсальных штампов, | |||
| :блоков и узлов для холодной штамповки, .Машгиз, 1980, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
