2. Устройство для закалки крупногабаритных металлических изделий, содержащее основание и зажимы, кои- тактная поверхность которых соответствует профилю изделия, отличающееся тем, что, с целью повышения качества закалки за счет устранения коробления изделий, оно снабжено ложементами, на которых закреплены зажимы, фиксаторами ложементов , установленными в основании
Изобретение относится к металлургии и может быть использовано для закалки крупногабаритных изделий сложной формы типа кривых балок и поясов шпангоутов.
Цель изобретения - улучшение качества изделия и повьпиение качества закалки путем устранения коробления изделий.
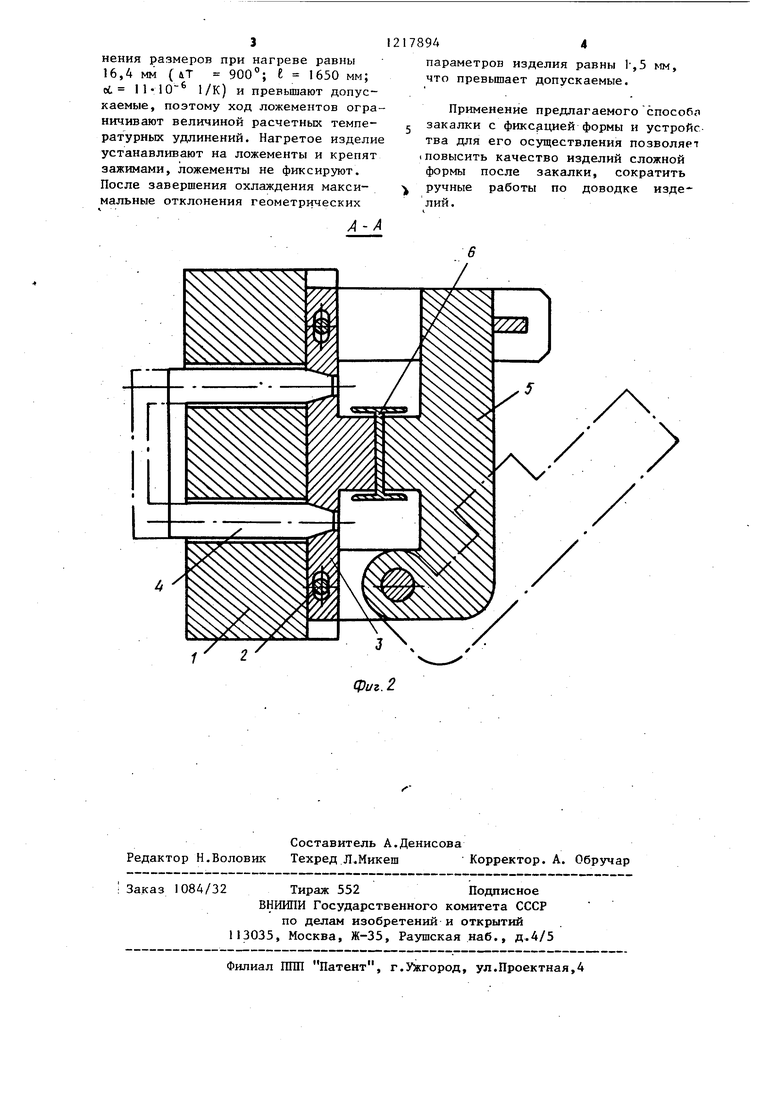
На фиг.1 изображено предлагаемое устройство, вид в плане; на фиг.2 - разрез А-А на фиг.1.
Устройство содержит основание 1, на котором расположены направляющие 2. Рожементы 3 установлены на основании 1 с возможностью перемещения по направляющим 2. В исходном состо янии ложементы зафиксированы фиксаторами 4, которые могут перемещаться специальным приводом (не показан). На каждом ложементе установлен зажим 5. Форма контактной поверхности ложементами и зажима соответствует форме изделия 6.
Способ реализуется следующим образом.л.
Нагревают изделие до заданной температуры, которая зависит от марки материала, затем устанавливают его на ложементы 3 устройства, которые фиксаторами 4 зафиксированы на основании 1 в исходном состоянии Исходное состояние ложементов устанавливается с учетом температуры нагрева и величины температурного изменения размеров изделия. При помощи зажимов 5 жестко фиксируют изделие на ложементах 3. После жесткой фиксации формы изделия фикс возможностью перемещения перпендикулярно основанию, и направляющими, жестко закрепленными на ос- йовании.
3. Устройство по п.2, о т л и - чающееся тем, что в ложементах выполнены пазы, в которых установлены направляющие основания, и конусные отверстия для взаимодействия с фиксаторами.
саторы 4 вьшодят из ложементов 3, При охлаждении изделие может свобод- но перемещаться в направлении темпе ратурного изменения размеров вместе с ложементами 3 по направляющим 2. После завершения охлаждения освобож- дают зажимы и извлекают изделие из приспособления.
Пример. Проводят закалку с
фиксацией формы рамы шпангоута.
Габаритные размеры 1650x1055X120 мм толщина стенок 2 - 8 мм. Материал - сталь ВЛ-1. Нагревают изделие в печи в свободном состоянии. Температура нагрева под закалку задается на 30 - 50 вьш1е критической точки и равна 1200 К. После нагрева изделие извлекают из печи и зажимами жестко крепят на ложементах, которые
зафиксируют на основании в исходном положении с учетом температурных удлинений и допускаемых отклонений формы изделия. Сразу после крепления последнего зажима фиксаторы вьюодят
из ложементов и обеспечивают свободное перемещение ложементов. Охлаждение изделия проводят на воздухе из-за высокой прокаливаемости стали данной марки. После охлаждения изделие извлекают из устройства и контролируют искажения формы. Максимальное отклонение геометрических параметров изделия не превьш1ает 0,8 мм. Допускаемые отклонения
равны 1 мм.
Для сравнения проводят закалку изделия без жесткой фиксации формы после нагрева. Температурные изме3
нения размеров при нагреве равны 16,4 мм ( 4Т К 1650 мм; ei 11-10 1/К) и превышают допускаемые, поэтому ход ложементов ограничивают величиной расчетных температурных удлинений. Нагретое изделие устанавливают на ложементы и крепят зажимами, ложементы не фиксируют. После завершения охлаждения максимальные отклонения геометрических
178944
параметров изделия равны 1,5 мм, что превышает допускаемые.
Применение предлагаемого способп 5 закалки с фиксацией формы и устройства для его осуществления позволяет I повысить качество изделий сложной формы после закалки, сократить j ручные работы по доводке изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации изделий при термообработке | 1990 |
|
SU1735394A1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| Установка для закалки листовых изделий | 1984 |
|
SU1305185A1 |
| Устройство для термообработки центраторов | 2022 |
|
RU2809817C2 |
| Способ закалки тонкостенных изделий | 1987 |
|
SU1447928A1 |
| Способ термической обработки крупногабаритных стальных плит | 1985 |
|
SU1280032A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Установка для закалки изделий | 1982 |
|
SU1084313A1 |
| УСТАНОВКА ДЛЯ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219250C1 |
| Способ термической обработки крупногабаритных изделий | 1988 |
|
SU1576578A1 |
1. Способ закалки крупногабаритных металлических изделий преимущественно сложной формы, включающий нагрев, установку изделий с фиксацией в базовой точке и обеспечением свободного перемещения в направлении изменения размеров и охлаждение, отличающийся тем., что, с целью улучшения качества изделия, после нагрева предварительно жестко фиксируют исходную форму изделия, а перед охлаждением эту фиксацию снимают. 9
Составитель А.Денисова Редактор Н.Воловик Техред Л.Микеш Корректор. А. Обручар
1084/32
Тираж 552Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ШШ Патент, г.Ужгород, ул.Проектная,4
| СПОСОБ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ | 0 |
|
SU200613A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для закалки деталей | 1980 |
|
SU910802A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
