Изобретение отнорится к станкостроению.
Целью изобретения является повышение производительности путем сокращения машинного времени на опера- цию обточки за счет создания многоинструментальной обработки - одновременной обточки двух разделенных поршневой канавкой поверхностей - юбки и головки поршня двумя резцами.
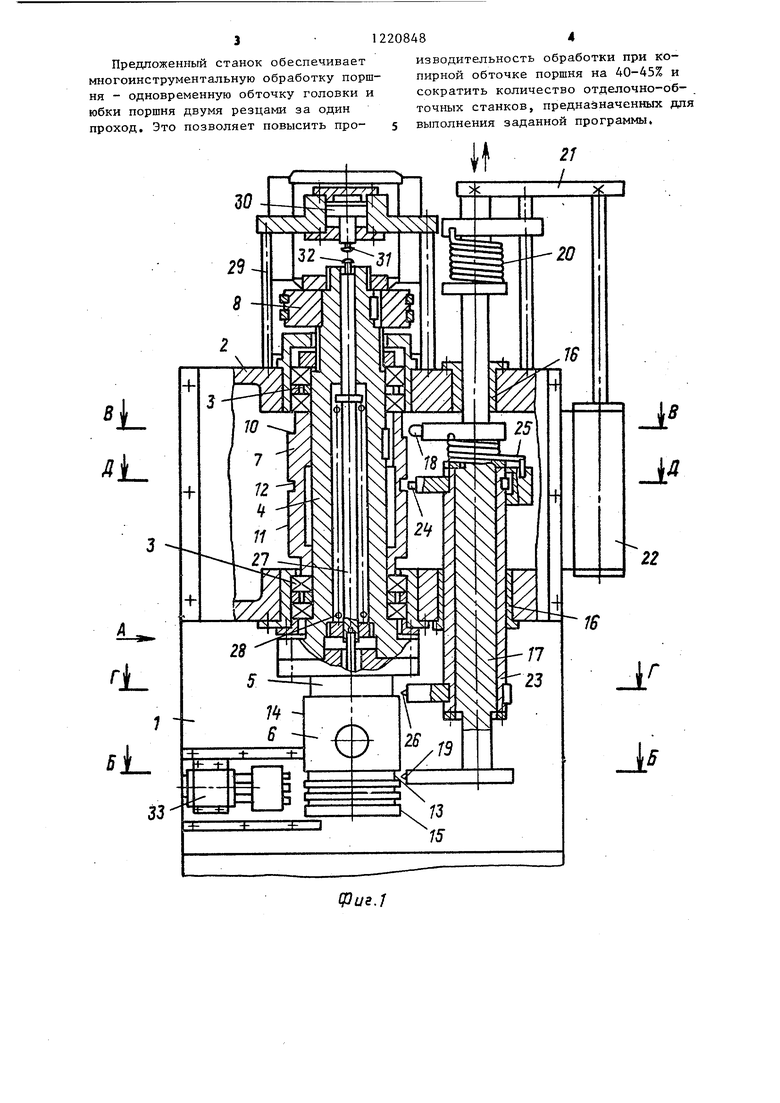
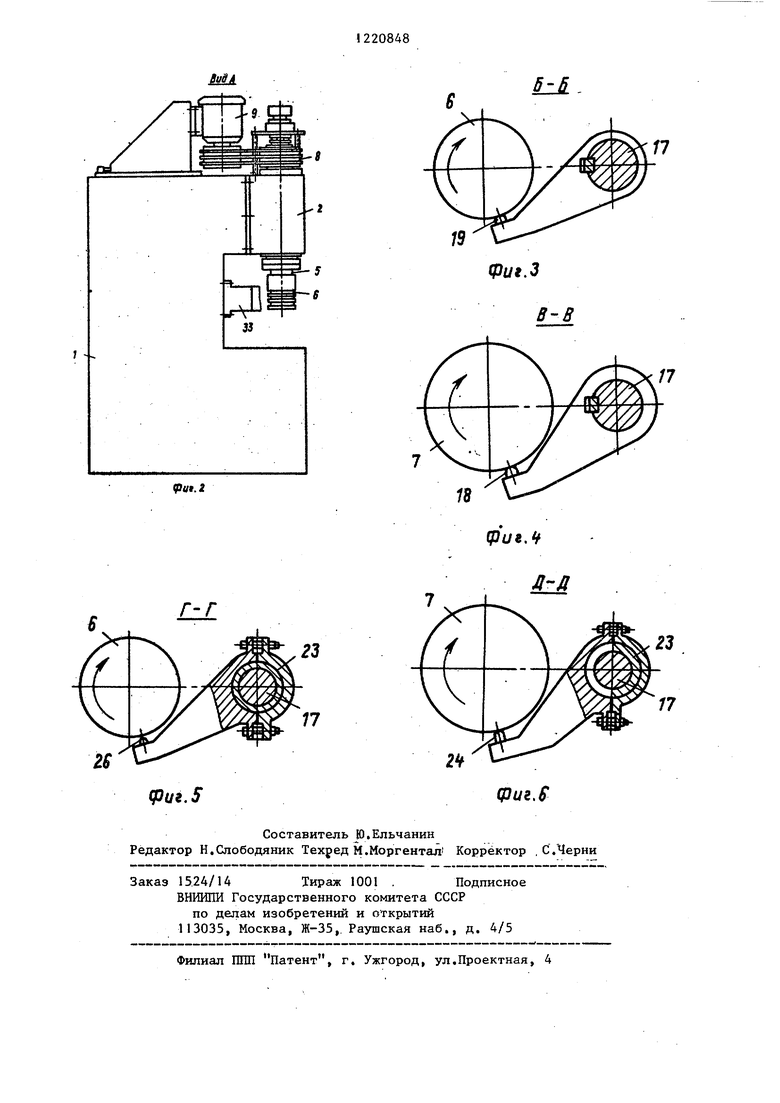
На фиг,1 изображен станок, общий вид; на фиг,2 - вид А на фиг,1; на фиг,3 - сечение Б-Б на фиг,1; на фиг,4 - сечение В-В на фиг,1; на фиг. 5 - сечение Г-Г на фиг, 1; на фиг. 6 - сечение Д-Д на фиг, 1,
Станок содержит станину 1, на вертикальной плоскости которой смонтирован корпус 2 шпиндельной головки в котором на двух опорах 3 качения установлен полый шпиндель 4, на фланце которого закреплен зажимной пат- .рон 5 для установки обрабатываемой детали - поршня 6, Между опорами 3 шпинделя установлен объемный копир 7 а на консольном конце шпинделя - привода 9 вращения,
Копир 7 выполнен из двух частей 10 и 11, первая из которых воспроиз водит профиль головки, а вторая - профиль юбки поршня, разделенных ка- яавкой 12, соответствующей канавке 13 между юбкой 14 и головкой 15 поршня 6 , причем части 10 и 11 установлены в порядке обратном их расположению на поршне.
Параллельно шпинделю в корпусе 2 во втулках 16 установлен с возможностью углового и осевого перемещени копирный вал. 17 со щупом 18, обточ- ным резцом 19 и пружиной 20 кручения связанный посредством рычага 21 с гидр оцштиндром 2 2,
На копирном валу 17 с возможно- . стью независимого углового перемещения относительно копирного вала установлена втулка 23, несущая щуп 24, подпружиненный на копир пружиной 25, и резец 26,.
Зажимной патрон соединен посред- ством тяги 27 с пружиной 28, На ко- лонках 29 смонтирован отжимной гидроцилиндр 30, упор 31 которого закреплен соосно упору 32 тяги 27,
Для калибровки канавок на вертикальной плоскости станины 1 смонтиро ван канавочный суппорт 33,
Станок работает следующим образом.
0
5
15
20 25
,«
55
35
40
45
В исходном положении шток поршня гидроцилиндра 30 упором 31 контактирует с упором 32, перемещая тягу 27 и сжимая пружину 28, Зажимной элемент патрона 5 при этом отжат.
Резец 19, закрепленный на копирном валу 17 и предназначенный для обточки головки 15 поршня, установлен в плоскости канавки 13 поршня, а соответствующий ему щуп 18 установлен в положении врезание для части 10 копира, .
Резец 26, закрепленный на втулке 23 и предназначенный для обточки юбки 14 поршня, установлен в положении врезание для юбки поршня, а соответствующий ему щуп 24 установлен в канавке .. 12 копира.
Обрабатываемая деталь - поршень 6 устанавливается в зажимной патрон 5, Подается команда на перемещение поршня гидроцилиндра 30 вверх. При этом упор 31 отходит от упора 32 и пружина 28, перемещая тягу 27 через зажимной элемент патрона 5, закрепляет обрабатываемую деталь.
При включении автоматического цикла работы станка включается вращение шпинделя посредством шкива 8 и осевое перемещение штока поршня гидроцилиндра 22, связанного посредством рычага с копирным валом 17, которьй сот- ве ршает осевое перемещение в направляющих j Соверщая качательное и осевое перемещение, копирный вал 17 переносит посредством щупа 18 и резца 19 заданный объемный профиль головки поршня с копира на заготовку поршня. При этом, совершая качательное пере- мещение относительно копирного вала 17, втулка 23 переносит посредством щупа 24 и резца 26 заданный объемный профиль юбки поршня с копира на заготовку поршня,
Поджим щупа 18. и резца 19 к копиру обеспечивается пружиной 20 кручения, а поджим щупа 24 и резца 26 к копиру обеспечивается пружиной 25,
После окончания обточки поршня и подачи команды конец обточки включа- ется перемещение канавочного суппорта 33, осуществляющего калибровку канавок.
После окончания автоматического - цикла производится останов шпинделя, возврат механизмов в исходное положение и съем обрабатываемой детали.
Предложенный станок обеспечивает многоинструментальную обработку поршня - одновременную обточку головки и юбки поршня двумя резцами за один проход. Это позволяет повысить производительность обработки при ко- пирной обточке поршня на 40-45% и сократить количество отделочно-об- точных станков, предназначенных для выполнения заданной программы.
30s
л1
4
ri
sL
33
CflusJ
MA.
tpai.2
Фиг.З
В-В
(PU9,ff
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки поршней | 1986 |
|
SU1315142A1 |
| Отделочно-обточный станок для обработки поршней | 1986 |
|
SU1351708A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1983 |
|
SU1155365A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1985 |
|
SU1256860A2 |
| Шпиндельная головка для копирной обработки поршней | 1984 |
|
SU1235659A1 |
| Шпиндельная головка для копирной обработки деталей | 1988 |
|
SU1516234A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1986 |
|
SU1315146A2 |
| Станок для обработки поршней | 1970 |
|
SU334760A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1986 |
|
SU1328074A1 |
Г-Г
(риг. 5
Составитель Ю.Ельчанин Редактор Н.Слободяник Техред М.Моргентал Корректор , С.Черни
Заказ 1524/14 Тираж 1001 . Подписное ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул.Проектная, 4
цг.В
| Паробензиновая турбина | 1921 |
|
SU988A1 |
| Чертежи Одесского СКВ алмазно-расточных и радиально-сверлильных станков, 1483. | |||
