элементов 14-16, выполненных из материалов различной степени износа и фиксируемых относительно друг дру-, га посредством шпонки 17. Контакт
1
Изобретение относится к станкостроению, а именно к конструкциям шпиндельных головок для копирной обработки деталей вращения, в частности поршней двигателей внутреннего сгорания и является усовершенствованием известного устройства по авт.св № 1155365.
Так, например, в поршнях с нире- зистовой вставкой, материал которой отличен от материала обрабатываемого поршня, в связи с чем обработка ни- резиста и поршня осуществляется на разных режимах резания, износ копира на участке соответствующем нире- зисту больший, чем на остальных участках поверхности копира. Однако вследствие износа какой-либо одной поверхности копира замене подлежит весь копир.
Кроме того, наружная поверхность копира, иммитирующая наружную поверхность поршня, на разных своих участках может иметь форму цилиндра, эллипса и т.д. Ошибка в изготовлении одного из участков сложного профиля копира приводит к бракированию всего копира.
Целью изобретения является снижение эксплуатационных расходов за счет сокращения подготовительно-заключительного времени.
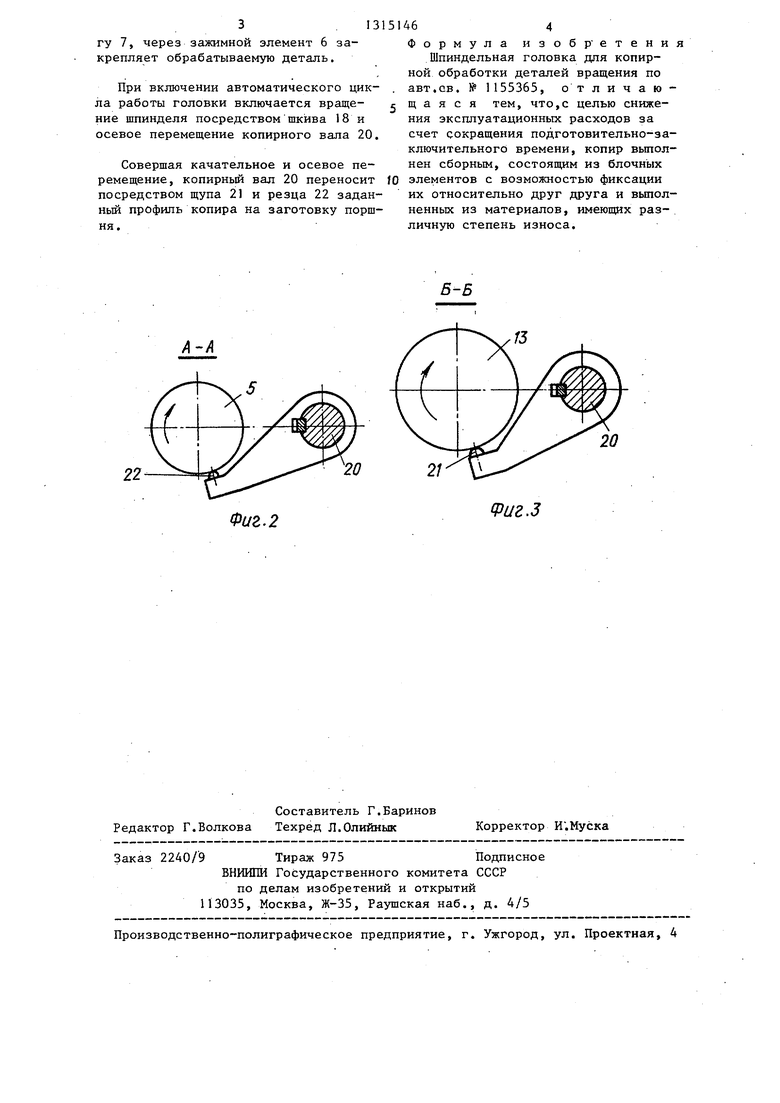
На фиг. 1 дана головка, осевой разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг . 1..
В корпусе головки 1 на двух опорах 2 качения смонтирован полый шпиндель 3, на фланце которого установлено зажимное приспособление 4 для закрепления детали вращения - поршня 5. Зажимной элемент 6 приспособления соединен посредством тяги 7 с пржиной 8, На колонках 9 смонтирован гидроцилиндр 10, упор 11 которого закреплен соосно упору 12 тяги 7. Между опорами 2 шпинделя установлен
блочньк элементов осуществляется по- линии, соответствующей прерывистой поверхности (канавке) поршня. 3 ил.
объемный копир 13, выполненный наборным из блочных элементов 14-16, фиксируемьк относительно друг друга посредством шпонки 17.
Блочные элементы изготовлены из материалов, имеющих различную степень износа, экспериментально подобранных таким образом, чтобы копир на всех участках имел одинаковый износ, а контакт блочных элементов осуществляется по линии, соответствующей прерывистой поверхности (канавки) поршня.
Например, материал заготовки поршня - алюминий, материал нирезистовой вставки - спецчугун. Поверхность копира, соответствующая нирезисту, подвергается большему износу, чем осталь ные поверхности копира. Поэтому материал блочного элемента, соответствующего нирезистовой вставке, должен иметь твердость наружной позерхности большую и подобран таким образом, чтобы износ всех поверхностей копира был одинаков.
На консольной части шпинделя установлен шкив 18 привода вращения. Параллельно шпинделю в корпусе 1 во втулках 19 установлен с возможностью углового и осевого перемещения копир- ный вал 20, несущий щуп 21, резец 22 и пружину 23 кручения, обеспечивающую поджим щупа к копиру.
I
Шпиндельная головка работает следующим образом.
Б исходном положении шток поршня гидроцилиндра 10 упором 11 контактирует с упором 12, перемещая тягу 7 и сжимая прулшну 8. При этом, элемент 6 зажимного приспособления 4 отжат. Обрабатываемая деталь - поршень 5 устанавливается в зажимное приспособление 4. Подается команда на перемещение поршня гидроцилиндра 10 вверх. При этом упор 11 отходит от-, упора 12 и пружина 8, перемещая тя3. I315I
ГУ 7у через зажимной элемент 6 закрепляет обрабатываемую деталь.
При включении автоматического цик- . ла работы головки включается враще- с ние шпинделя посредством шкива 18 и осевое перемещение копирного вала 20,
Совершая качательное и осевое перемещение, копирный вал 20 переносит }0 посредством щупа 21 и резца 22 задан- ньй профиль копира на заготовку поршня.
464
Формула изобр етени
Шпиндельная головка для копир- ной обработки деталей вращения по авт.св. № 1155365, отличающаяся тем, что,с целью снижения эксплуатационных расходов за счет сокращения подготовительно-заключительного времени, копир вьшол- нен сборным, состоящим из блочных элементов с возможностью фиксации их относительно друг друга и выполненных из материалов, имеющих различную степень износа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная головка для копирной обработки деталей вращения | 1986 |
|
SU1328074A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1983 |
|
SU1155365A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1985 |
|
SU1256860A2 |
| Шпиндельная головка для копирной обработки поршней | 1984 |
|
SU1235659A1 |
| Станок для обработки поршней | 1986 |
|
SU1315142A1 |
| Отделочно-обточный станок для обработки поршней | 1986 |
|
SU1351708A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1986 |
|
SU1393530A1 |
| Отделочно-обточной станок для обработки поршней | 1985 |
|
SU1220848A1 |
| Станок для обработки деталей сложной формы | 1986 |
|
SU1318349A1 |
| Шпиндельная головка для копирной обработки деталей | 1988 |
|
SU1516234A1 |
Изобретение относится к станкостроению, а именно к конструкциям шпиндельных головок для копирной обработки деталей вращения, в частности поршней двигателей внутреннего сгорания. Целью изобретения является снижение эксплуатационных расходов за счет сокращения, подготовительно- заключительного времени. Копир выполнен сборным, состоящим из блочных t о ю
А-А
20
20
21
Фиг.з
Составитель Г.Баринов Редактор Г.Волкова Техред Л.Олийнык
Заказ 2240/9 Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор И .Муска
| Шпиндельная головка для копирной обработки деталей вращения | 1983 |
|
SU1155365A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
