полней паз, в котором размещена ось 29, которая может перемещаться вдоль рычага, настраивая заданное соотношение плеч. Перед обработкой перемещением оси 29 настраивают заданное соотношение плеч. Включением привода 22 поворачивают рычаг 23. Щуп 15 пе1
Изобретение относится к станкостроению и может быть использовано для копирной обработки деталей, например поршней двигателей внутреннег сгорания.
Цель изобретения - повышение качества и производительности обработк путем обеспечения возможности от одного привода осуществлять раздельную обработку обеих поверхностей поршня, выполненных из разнородных материалов, с условиями, оптимальными для обработки каждого из материалов поршня ,
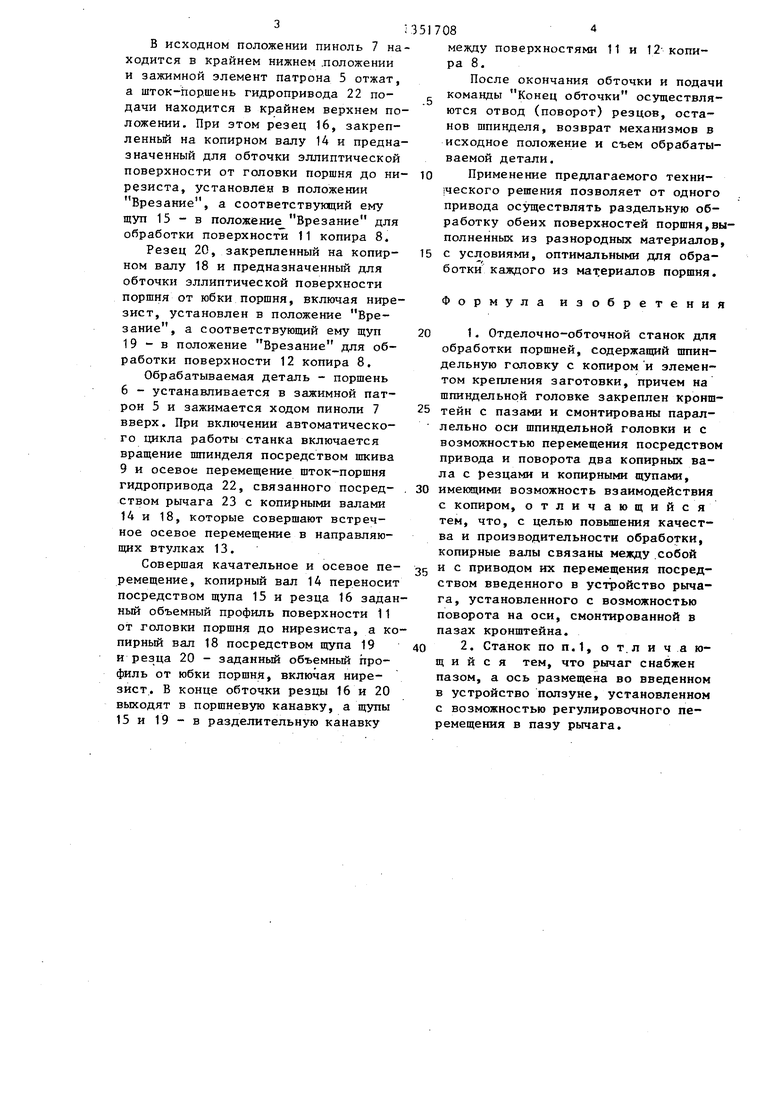
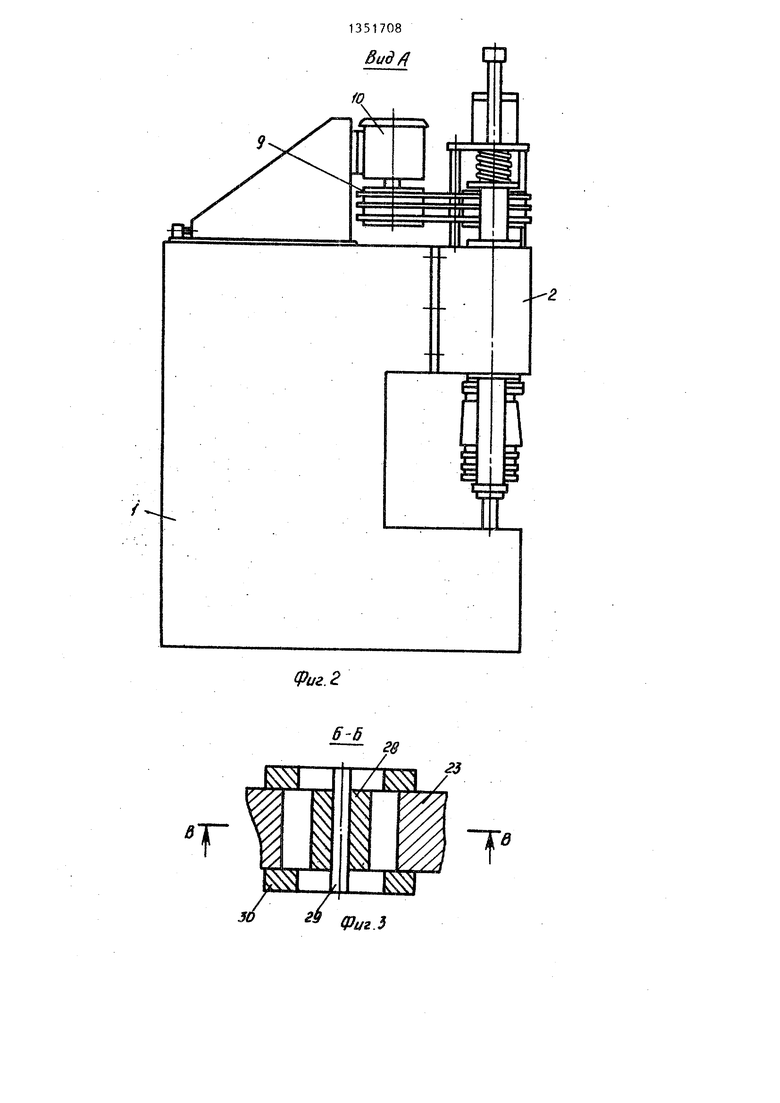
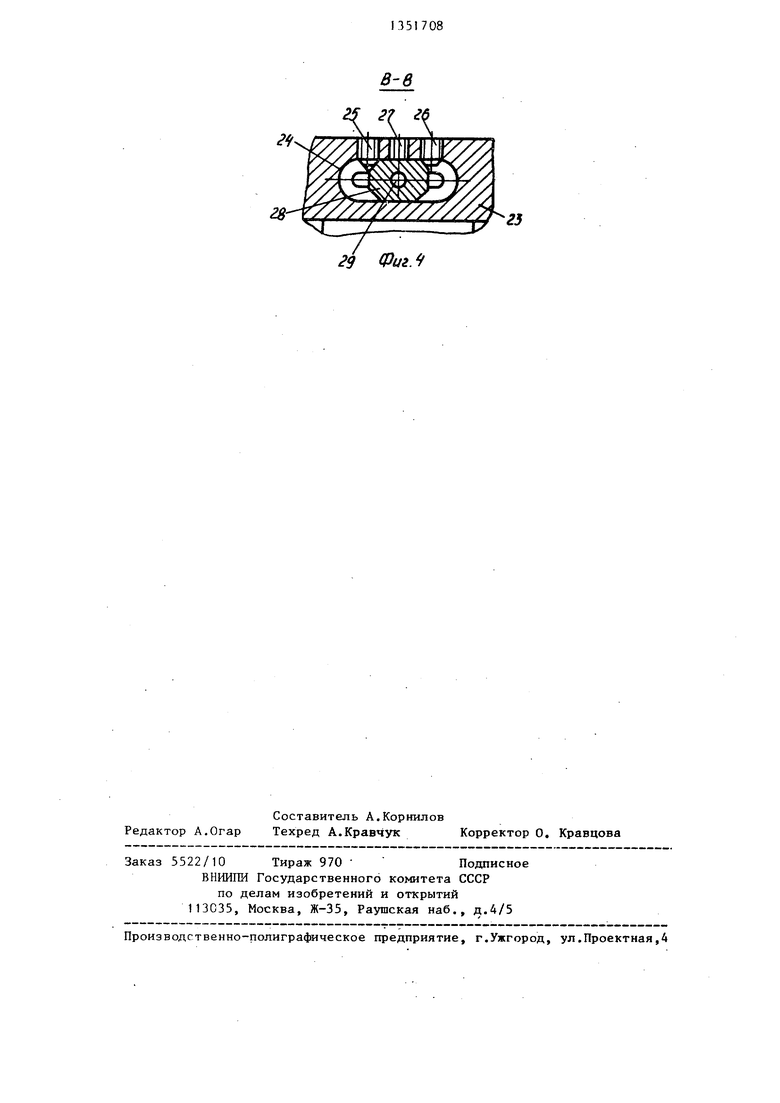
На фиг,1 изображен станок, общий вид; на фиг,2 - вид А на фиг,1; на фиг,3 - сечение Б-Б на фиг,1; на фиг,А - сечение В-В на фиг,3.
Станок содержит станину 1, на вертикальной плоскости которой смонтирован корпус шпиндельной головки 2, в.котором на двух опорах 3 качения установлен шпиндель 4, на фланце которого закреплен зажимной патрон 5 для установки обрабатываемой детали - поршня 6,
В основании станины 1 соосно с осью шпиндельн ой головки 2 установлена пиноль 7 поджима поршня 6,
Между опорами 3 шпинделя установлен объемный копир 8, а на консольно конце шпинделя - шкив 9 привода 10 вращения.
Копир 8 выполнен в виде двух разделенных канавкой поверхностей 11 и 12, Параллельно шпинделю в корпусе во втулках 13 установлены копирный вал 14 со щупом 15, обточным резцом 16 и пружиной 17 кручения и копирный .вал 18 со щупом 19, обточным резцом 20 и пружиной 21 кручения,
Копирньй вал 14, имеющий рабочую подачу сверху вниз, предназначен для
ремещается по копиру 11, а щуп 19 - по копиру 12, и резец 16 обрабатывает одну часть поршня 6, а резец 20 - другую. Таким образом, от одного привода одновременно обрабатываются обе части поршня с оптимальными режимами обработки, 1 з,п, ф-лы, 4 ил.
5
0
5
0
5
0
обточки эллиптической поверхности поршня от головки поршня до нирези- ста, а копирный вал 18, имеющий рабочую подачу снизу вверх, предназначен для обточки поверхности поршня, включая нирезист.
Оба копирных вала связаны между собой и с гидроприводом 22 подачи посредством рычага 23, Рычаг 23 выполнен с пазом 24, в котором винтами 25-27 крепится ползун 28, Ось 2:9 поворота рычага 23 проходит через ползун 28, который посредством винтов 25 и 26 может перемещаться по пазу рычага 23, и своими концами расположена в пазах кронштейна 30,
Ось 29 поворота смещена относительно оси гидропривода 22 подачи, установленного соосно со шпиндельной головкой 2, таким образом,чтобы разность длин плеч рычага обеспечивала одновременное встречное перемещение обоих копирных валов с различной рабочей подачей.
Станок работает следующим образом.
Предварительно осуществляют настройку рабочей (минутной) гГодачи каждого из копирных валов.
Устанавливают подачу на оборот при обточке алюминия равной, например 0,06 мм/об, а при обточке ни- р езиста - 0,03 мм/об. Следовательно, резец 16 должен совершать резание с минутной подачей (мм/мин) в 2 раза большей, чем резец 20, Для этого устанавливают положение оси 29 поворота рычага 23 таким образом, чтобы отношение дайн плеч рычага обе- спечивало передаточное отношение 1:2, С этой целью перемещают ползун 28 по пазу рычага 23 винтами 25 и 26, после чего ползун крепят винтами 27,
в исходном положении пиноль 7 находится в крайнем нижнем .положении и зажимной элемент патрона 5 отжат, а шток-пор.шень гидропривода 22 подачи находится в крайнем верхнем положении. При этом резец 16, закрепленный на копирном валу 14 и предназначенный для обточки эллиптической поверхности от головки поршня до ни резиста, установлен в положении Врезание, а соответствукщий ему щуп 15 - в положение Врезание для обработки поверхности 11 копира 8.
Резец 20, закрепленный на копир- ном валу 18 и предназначенный для обточки эллиптической поверхности поршня от юбки поршня, включая нире- зист, установлен в положение Врезание, а соответствующий ему щуп 19 - в положение Врезание для обработки поверхности 12 копира 8.
Обрабатываемая деталь - поршень 6 - устанавливается в зажимной патрон 5 и зажимается ходом пиноли 7 вверх. При включении автоматического цикла работы станка включается вращение шпинделя посредством шкива 9 и осевое перемещение шток-поршня гидропривода 22, связанного посредством рычага 23 с копирными валами
14и 18, которые совершают встречное осевое перемещение в направляющих втулках 13.
Совершая качательное и осевое перемещение, копирный вал 14 переносит посредством щупа 15 и резца 16 заданный объемный профиль поверхности 11 от головки поршня до нирезиста, а копирный вал 18 посредством щупа 19 и резца 20 - заданный объемный профиль от юбки поршня, включая нире- зист. В конце обточки резцы 16 и 20 выходят в поршневую канавку, а шупы
15и 19 - в разделительную канавку
.5
51708
между поверхностями 11 и 12 копира 8,
После окончания обточки и подачи команды Конец обточки осуществляются отвод (поворот) резцов, останов шпинделя, возврат механизмов в исходное положение и съем обрабатываемой детали.
10 Применение предлагаемого технического решения позволяет от одного привода осуществлять раздельную обработку обеих поверхностей поршня,выполненных из разнородных материалов,
15 с условиями, оптимальными для обработки каждого из материалов поршня.
Формула изобретения
20 1. Отделочно-обточной станок для обработки поршней, содержащий шпиндельную головку с копиром и элементом крепления заготовки, причем на шпиндельной головке закреплен кронш25 теин с пазами и смонтированы параллельно оси шпиндельной головки и с возможностью перемещения посредством привода и поворота два копирных вала с резцами и копирными щупами,
30 имеющими возможность взаимодействия с копиром, отличающийся тем, что, с целью повьшхения качества и производительности обработки, копирные валы связаны между .собой
25 и с приводом их перемещения посредством введенного в устройство рычага, установленного с возможностью поворота на оси, смонтированной в пазах кронштейна.
40 2. Станок по П.1, о т.л и ч а ю- щ и и с я тем, что рычаг снабжен пазом, а ось размещена во введенном в устройство ползуне, установленном с возможностью регулировочного перемещения в пазу рычага.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки поршней | 1986 |
|
SU1315142A1 |
| Отделочно-обточной станок для обработки поршней | 1985 |
|
SU1220848A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1983 |
|
SU1155365A1 |
| Способ и станок для обработки фасонных поверхностей деталей | 1975 |
|
SU543460A1 |
| Металлорежущий станок | 1985 |
|
SU1278108A1 |
| Шпиндельная головка для копирной обработки деталей | 1988 |
|
SU1516234A1 |
| Алмазно-обточной станок | 1980 |
|
SU965596A1 |
| Шпиндельная головка для копирной обработки поршней | 1984 |
|
SU1235659A1 |
| Металлорежущий станок | 1985 |
|
SU1284705A1 |
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
Изобретение относится к области станкостроения и может быть использовано для копирной обработки деталей, например поршней двигателей внутреннего сгорания. Целью изобретения является повышение качества и производительности обработки путем обеспечения возможности от одного привода осуществлять раздельную обработку обеих поверхностей поршня, вьтолненных из разнородных материалов, с условиями, оптимальными для обработки каждого из материалов. В корпусе шпиндельной головки 2 установлены два копирных вала 14 и 18, на нервом из которых установлены щуп 15 и резец 16, а на втором - щуп 19 и резец 20. Между копирйыми валами установлен копир 8, состоящий из двух частей 11 и 12. Копирные валы , соединены рычагом 23. В рычаге 23 вы- / гг ту (Л /7 00 сд 00 9otf
Фиг. г
6-5
(Риг.5
29 Фи.
J7
Л
| Отделочно-обточной станок для обработки поршней | 1985 |
|
SU1220848A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
