«
Изобретение относится к станкостроению, а именно к конструкциям шпиндельных головок для копирной обработки деталей вращения,, в частности пориней двигателей внутреннего сгорания.
Целью изобретения является повышние точности обработки путем исключ ния отбоя щупа от копира и резца от обрабатываемой детали.
На фиг. представлена головка, осевой разрез; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1.
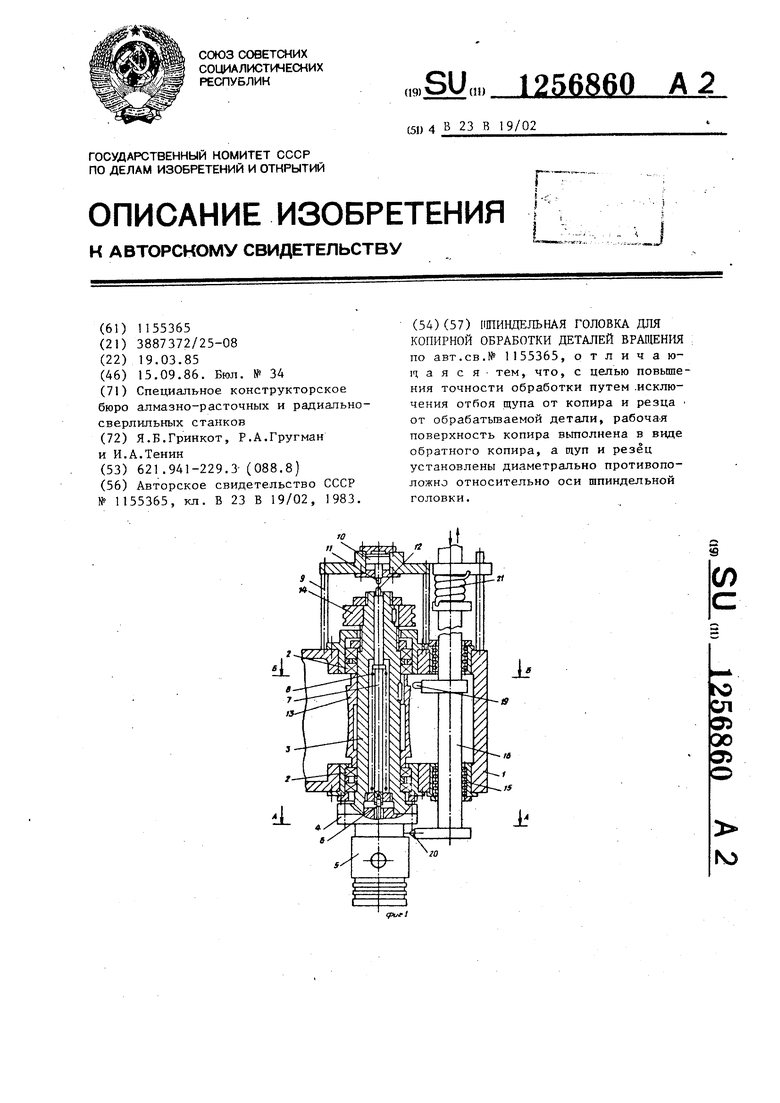
В корпусе 1 головки на двух опорах 2 качения смонтирован полый шпиндель 3, на фланце которого установлено зажимное приспособление 4 для закрепления детали вращения поршня 5.
Зажимной элемент 6 приспособлени соединен посредством тяги 7 с пружиной 8. На колонках 9 смонтирован гидроцилиндр 10, упор 11 которого закреплен соосно к упору 12 тяги 7. Между опорами дна 2 шпинделя устанолена распорная втулка 13, на наруж ной поверхности которой выполнен прфиль объемного обратного копира. На консольном конце шпинделя установлен шкив 14 привода вращения. Параллельно шпинделю в корпусе 1 во втулках 15 установлен с возможностью углового и осевого перемещений копирный вал 16, несущий установленные в диаметрально противоположные стороны рычаги 17 и 18 со щупом 19 и резцом 20, На копирном
56860 о 2
валу 16 установлена пружина 21 кручения, обеспечивающая поджим щупа к пиру.
Шпиндельная головка работает
5 следующим образом.
В исходном положении шток поршня гидроцилиндра 10 упором 11 контактирует с упором 12, перемещая тягу 7 и сжимая пружину 8. При этом зле10 мент 6 зажимного приспособления 4 отжат. Обрабатываемая деталь - поршень 5 устанавливается в зажимное приспособление 4. Подается команда на перемещение поршня гидроцилинд15 ра 10 вверх. При этом упор 1 Г отходит QT упора 2 и пружина 8, перемещая тягу 7, через зажимной элемент 6 закрепляет обрабатьюаемую деталь. При включении автоматического
20 цикла работы головки включается вращение шпинделя посредством шкива 14 и осевое перемещение копирно- го вала 16.
Совершая качате-тьное и осевое перемещение, копирный вал 16 переносит посредством щупа 19 и резца 20 заданный профиль копира на обратный, соответствующий действительному профилю поршня.
30 Так как рычаги 17 и 18 установлены на одном валу, но смонтированы в диаметрально противоположные стороны, то копир - щуп - резец - заготовка образуют жесткую систему, препят35 ствующую отбою щупа от копира или резца от обрабатываемой детали. Возникающие при обточке силы резания дополнительно прижимают щуп к копи- РУ.
S-6
25
Г7
fuff.Z
гз
га
(риг.Э
Составитель Г.Баринов Редактор Л.Повхан Техред М.Ходанич
Заказ 4863/8 Тираж 1001 , Подписное ВНИИПИ Государственного комитета СССР ,
по делам изобретений и открытий 113035, Москва, Ж-35 , Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор Л.Пилипенко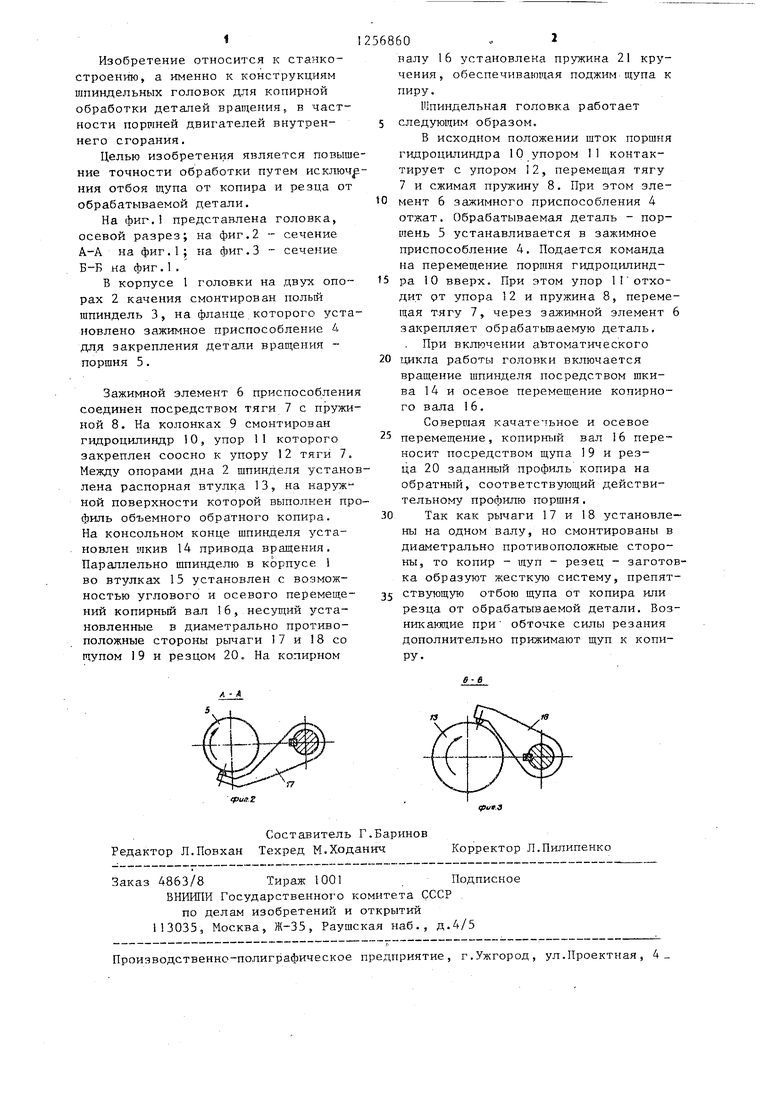
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная головка для копирной обработки деталей вращения | 1986 |
|
SU1328074A1 |
| Шпиндельная головка для копирной обработки поршней | 1984 |
|
SU1235659A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1986 |
|
SU1315146A2 |
| Отделочно-обточной станок для обработки поршней | 1985 |
|
SU1220848A1 |
| Станок для обработки поршней | 1986 |
|
SU1315142A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1983 |
|
SU1155365A1 |
| Шпиндельная головка для копирной обработки деталей | 1988 |
|
SU1516234A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1986 |
|
SU1393530A1 |
| Отделочно-обточный станок для обработки поршней | 1986 |
|
SU1351708A1 |
| Копировальное устройство для обработки изделий сложной формы | 1986 |
|
SU1438948A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1983 |
|
SU1155365A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
