Изобретение относится к металлообработке и может быть использовано при закреплении деталей типа втулок при обработке их на токарных станках
Цель изобретения - повьшение надежности рабо.ты.
На фиг, изображена оправка, общий вид; на фиг.2 - сечение А-А на фиг.1.
Оправка состоит из корпуса 1, закрепленного в шпинделе станка, винта 2, ввернутого в резьбовое отверстие 3, На посадочной поверхности Д корпуса 1 расположен нажимной элемент 5, взаимодействующий по коническим поверхностям 6 с разжимными элементами 7, имеющими продольные прорези 8 и 9. В прорези 10 корпуса 1 и пазу 11 нажимного элемента 5 расположена ступенчатая шпонка 12, имеющая упорные ступени 13, В отвертии ступенчатой шпонки 12 закреплен упорный элемент 14, причем расстояние между ступенями 13 и элементом 14 выбрано таким образом, что они взаимодействуют с соответствующими им торцами разжимных элементов 7 и top4aMH пазов нажимных элементов 5 поочередно. Шпонка 12 посредством нажимной втулки 15 и упорного элемента 16 взаимодействует с винтом 2
Зажимная оправка работает следующим образом.
При оатабленном винте 2 и разжатых разжимных элементах 7 на оправку
одевают обрабатываемую деталь 17, базируя ее по базовому торцу 18. Затем перемещением винта 2 посредством нажимной втулки 15 производят разжим разжимных элементов 7 и сжатие нажимных элементов 5, что приводит к точному базированию и надежному закреплению обрабатываемой детали 17.
После обработки детали, перемещением винта 2 в обратную сторону производят раскрепление детали 17. Так как винт 2 связан со шпонкой 12, то она своими упорными ступенями 13 сначала расклинивает крайний разжимной элемент 7, затем нажимной элемент 5
и второй разжимной элемент. 7. Это происходит за счет того, что расстояние между упорными ступенями 13 и упорным элементом 14 больше расстояния между соответствующими торцами
разжимных элементов 7 в их рабочем положении. Для надежной работы оправки достаточно лишь слегка стронуть как нажимные элементы 5, так и разжимные элементы 7 с места, дальше
они возвращаются в исходное положение под действием сил упругой деформации и освобождают деталь 17.
7/
10
ВНИИПИ Заказ 1526/16 Тираж 100Г . Подписное
------ - --------- - ------ - - -- - ---------------- - -.--.-.--.-.. «.«.-
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Фиг. 2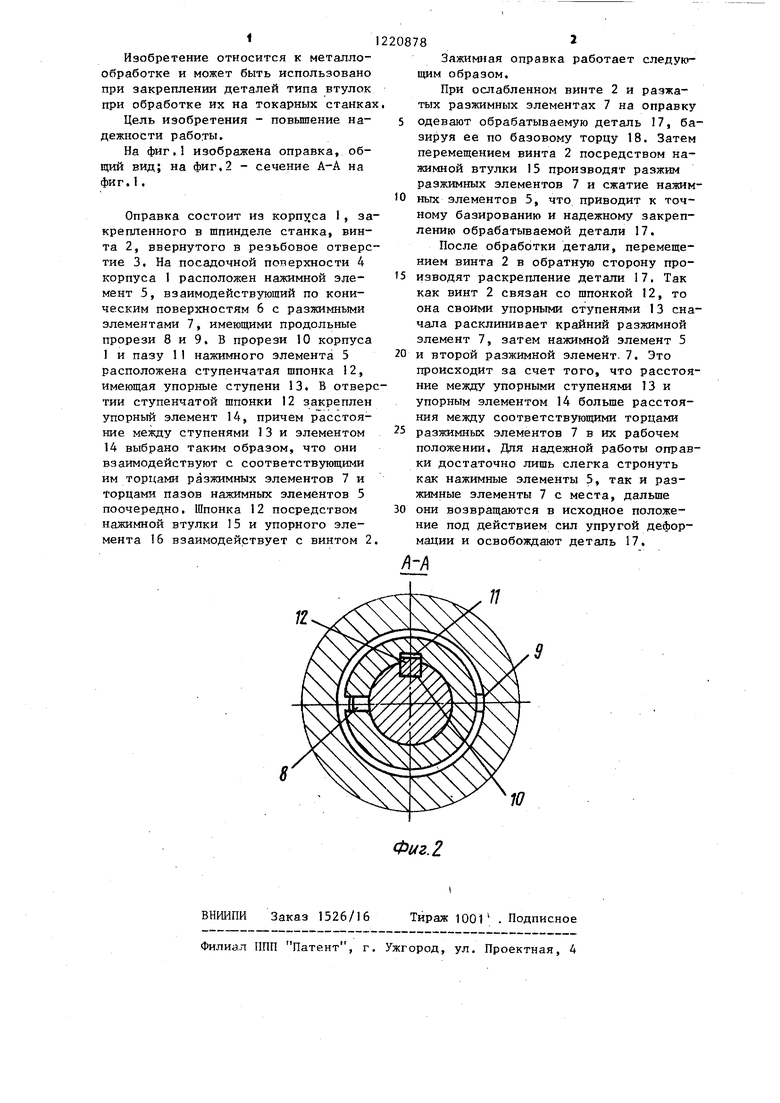
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимная оправка | 1987 |
|
SU1407698A1 |
| Оправка | 1982 |
|
SU1093417A1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Оправка | 1984 |
|
SU1196157A1 |
| Устройство для пробивки отверстий в полых цилиндрических деталях | 1973 |
|
SU454074A1 |
| Устройство для сборки прессовых соединений деталей типа "вал-втулка | 1976 |
|
SU733952A1 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2116149C1 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| Разжимная оправка | 1978 |
|
SU738778A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |

| Устройство для обработки тонкостенных труб | 1981 |
|
SU1025496A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
