Фиг. 1
1
Изобретение относится к литейному производству, а именно к технологии изготовления разовых песчано - глинистых форм прессованием, и может быть использовано в формовочных машинах и автоматах.
Цель изобретения - улучшение качества отливок за счет повышения равномерности распределения плотности и влажности формовочной смеси по сечению формы, повьшгение экономичности процесса -и расширение номенклатуры формуемых деталей.
На фиг.1 приведено устройство для осуществления способа, исходное положение; на фиг.2...6 - такты процесса изготовления литейных форм.
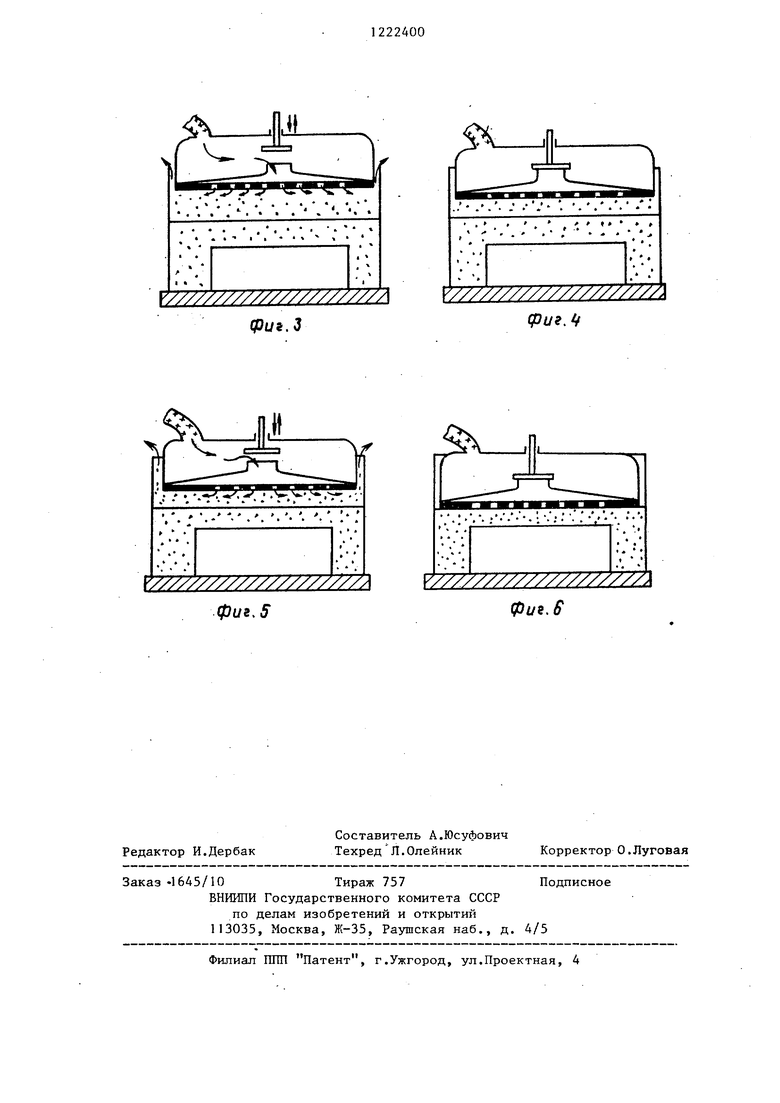
По истечении некоторого времени чистого прессования (фиг.2) подают импульс сжатого воздуха (фиг,.3). Под прессовой колодкой быстро нарастает давление, создавая усилие противодавления (Р„а ) , по величине равное или больше усилия прессования („- ) . Взаимосближение прессовой колодки и подмодельной доски в этот момент прекращается, возникают условия их взаимоудаления. Импульсно поданные струи воздуха быстро разрушают в поверхностном слое порядок взаиморасположения частиц смеси, сблизившихся с опережением, происходит псевдосжижение смеси в этом слое и возникает тенденция растекания ее частиц
2224002
к периферии прессовой колодки,
10
15
20
25
вследствие утечки воздуха прессовой колодки, становится
Dje Р,
30
rtp
наступает новый такт п
вания (фиг.4). Чередованием та объемного прессования колодкой псевдосжижения с помощью имп сжатого воздуха поверхностного уплотненного слоя смеси под не печивается послойное дифференц ное уплотнение формы, а следов и универсальность способа для личной высоты. Последним такто цесса является чистое прессо (фиг.6).
Пре;дд1агаемый способ осущес следующим образом.
Пример. В опоку с нап ной рамкой, установленную-на дельной плите с моделью, засьш смесь, в прессовый цилиндр по тый воздух и при соприкоснове си с прессовой колодкой через стия в ней периодически подаю пульсы сжатого воздуха, котор дится из формы наружу через з по периметру между ней и напо тельной рамкой. Последние 0,2 уплотнение смеси ведут без пр сжатым воздухом. После уплотн смеси производят вытяжку моде формы и цикл повторяют, при п на формовку по другой модели ладка не требуется.
Когда
вследствие утечки воздуха из-под прессовой колодки, становится мень
5
0
5
Dje Р,
0
rtp
наступает новый такт прессования (фиг.4). Чередованием тактов объемного прессования колодкой и псевдосжижения с помощью импульсов сжатого воздуха поверхностного переуплотненного слоя смеси под ней обеспечивается послойное дифференцированное уплотнение формы, а следовательно, и универсальность способа для форм различной высоты. Последним тактом процесса является чистое прессование (фиг.6).
Пре;дд1агаемый способ осуществляют следующим образом.
Пример. В опоку с наполнительной рамкой, установленную-на подмодельной плите с моделью, засьшают смесь, в прессовый цилиндр подают сжатый воздух и при соприкосновении смеси с прессовой колодкой через отверстия в ней периодически подают импульсы сжатого воздуха, который отводится из формы наружу через зазор по периметру между ней и наполнительной рамкой. Последние 0,2 времени уплотнение смеси ведут без продувки сжатым воздухом. После уплотнения смеси производят вытяжку модели из формы и цикл повторяют, при переходе на формовку по другой модели переналадка не требуется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1980 |
|
SU908483A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| АВТОМАТ ДЛЯ СТОПОЧНОЙ ФОРМОВКИ | 1973 |
|
SU384284A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Устройство для протяжки модели | 1972 |
|
SU441092A1 |
| Формовочная машина | 1982 |
|
SU1065074A1 |
| Способ двухсторонней прессовой формовки без кантовки опок | 1960 |
|
SU133196A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Способ изготовления литейных форм | 1988 |
|
SU1565572A1 |
#
(/г. 2
Y//////////////////////A
(pU9.3
. . .../;
, k
, . .,.,.
Y///////7/////////////X fpuz.ff
. .
Y/////////////////////A фиг.5
Редактор И.Дербак
Составитель А.Юсуфович
Техред Л.Олейник Корректор О.Луговая
Заказ -1645/10Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытш 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
Y///////777//////////A Фи.В
| Крымский Д.М | |||
| Разработка и исследование прессовопродувочного метода уплотнения форм | |||
| - Киев: Технология и организация производства, 1966, № 1, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
