Изобретение относится к камнеобрабаты- вающей промышленности.
Целью изобретения является повышение производительности и качества обработки разнотолщинных изделий за счет автоматического поддержания оптимального режима обработки.
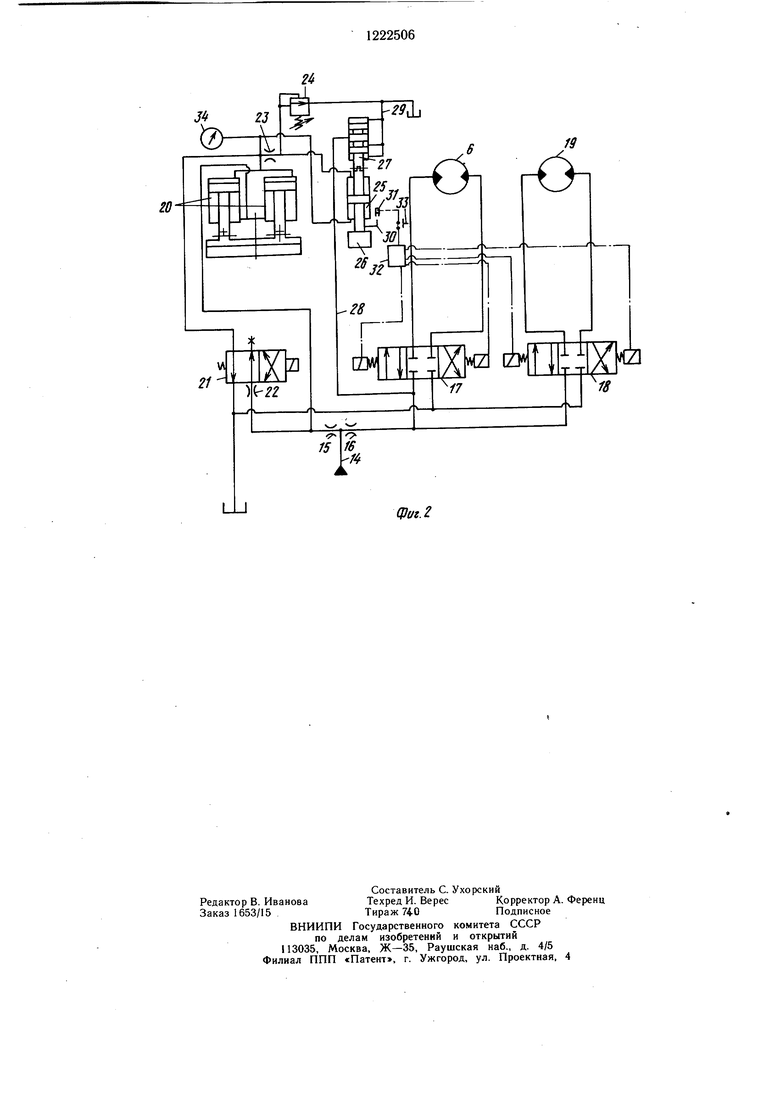
На фиг. 1 показан станок, общий вид; на фиг. 2 - принципиальная гидравлическая схема станка.
Станок содержит опорные стойки 1, образующие основание станка, на которых уложены рельсы 2 и зубчатые рейки 3. На рельсах 2 смонтирован подвижный мост 4, представляющий собой подвижную балку, перемещающуюся на четырех катках 5. Привод перемещения моста 4 осуществляется от гидродвигателя 6 через червячный редуктор 7 и два зубчатых колеса 8, кинематически связанных с рейками 3.
По мосту 4 может перемещаться каретка 9 по направляющим 10, выполненная в виде чугунного корпуса, обхватывающего балку моста 4 с двух сторон, к передней стенке каретки 9 крепится шпиндельная головка 11 с инструментом 12. Станок снабжен пультом 13 управления.
Напорная магистраль 14 связана через разделитель потока в виде дросселей 15 и 16 с приводом перемещения моста, перемещения каретки и прижима инструмента. Привод перемещения моста содержит распределитель 17 и гидромотор 6, привод перемещения каретки - распределитель 18 и гидромотор 19. Привод прижима инструмента состоит из параллельно установленных двух гидроцилиндров 20 прижима, щтоковые полости которых связаны с напорной магистралью 14 непосредственно через дроссель 15, а поршневые полости - через распределитель 21 и дроссель 22 со сливом. Поршневые полости гидроцилиндров связаны также со сливом через дополнительный дроссель 23, рассчитанный на номинальный расход, потребляемый механизмом прижима, и напорный золотник 24 (прибор настройки усилия прижима инструмента). При этом к поршневой полости цилиндров прижима подключена нижняя полость перепускного клапана 25 с грузом 26. К верхней полости перепускного клапана 25 подключена входная линия напорного золотника 24. Шток перепускного клапана 25 шарнирно связан с дополнительным перепускным клапаном 27, подключенным магистралью 28 к напорной магистрали, а магистралью 29 - к сливу. Кроме того, он снабжен упором 30, воздействующим на бесконтактный конечный выключатель 31, который, в свою очередь, сблокирован через пульт 32 управления с электромагнитами распределителей 17 и 18 гидродвигателей 6 и 19. Выключатель 31 подключен к
пульту через кнопку 33 управления. Контроль давления осуществляется при помощи манометра 34.
Станок работает следующим образом. После установки изделия на столе станка вращающийся инструмент при помощи цилиндров 20 опускается и начинается процесс щлифования при определенном усил.ии прижима, заранее отрегулированном напорным золотником 24. Обработка производится при попеременном перемещении то моста (при помощи гидродвигателя 6), то каретки (при помощи гидродвигателя 19). Прижим инструмента осуществляется при включении электромагнита распределителя 21, когда обе полости цилиндра 20 подключаются к напорной магистрали, с усилием, определяемым разностью площадей в поршневой и штоковой полостях. При выключении электромагнита распределителя 21 происходит подъем инструмента.
При реверсировании золотников распределителей 17 и 18 происходит соответственно реверсирование гидродвигателей 6 и 19. Если неплоскостность изделий небольшая, золотник перепускного клапана 25 вместе с грузом находится в нижнем положении, так как в обеих полостях гидроцилиндра давление одинаковое, и наличие груза заставляет его опуститься.
При разнотолщинности плиты в месте перехода с одной толщины на другую инструмент резко приподнимается, приподнимая штоки цилиндров прижима. Наличие- дросселя 23 обеспечивает повышение давления на его входе, а следовательно, и в нижней полости гидроцилиндра перепускного клапана 25. При подъеме штоков цилиндров 20 на входе в дроссель 23 возникает дополнительный поток жидкости. В связи с повыщением давления в нижней полости перепускного клапана 25 его шток приподнимается и переключает дополнительный клапан 27, соединяя напорную магистраль привода подачи инструмента со сливом. Подача замедляется (замедляется вращение гидродвигателя 6 или 19) - инструмент за время замедления подачи более тщательно успевает обработать место перехода поверхности плиты с одной толщины на другую.
В случае, если имеет место большая разнотолщинность, оператор при помощи кнопки управления подключает к пульту управления выключатель 31. В этом случае после срабатывания перепускного клапана 25
система автоматики, расположенная на пульте .управления, обеспечивает через реле времени (не показано) несколько реверсирующих проходов в месте перехода поверхности плиты с одной толщины на другую, что устраняет нежелательную неплоскостность изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический привод камнеобрабатывающего станка | 1985 |
|
SU1300771A1 |
| Станок для обработки камня | 1984 |
|
SU1196241A1 |
| Гидравлический привод шлифовально- полировального станка | 1977 |
|
SU738850A1 |
| Станок для резки труб | 1983 |
|
SU1155378A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД | 1992 |
|
RU2037677C1 |
| Гидравлическое устройство для прижима инструмента | 1979 |
|
SU876361A1 |
| Устройство для производства разделительных операций | 1982 |
|
SU1050819A1 |
| ГИДРОСИСТЕМА КРАНО-МАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2003 |
|
RU2252909C2 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2200087C1 |
| Гидросистема бурильной установки | 1980 |
|
SU907234A1 |

| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК для ОБРАБОТКИ КАМНЯ | 0 |
|
SU334040A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
