Изобретение относится к оборудованию для контактной сварки, в частности для изготовления арматурных каркасов, и может быть использовано на заводах железобетона, а также для армирования пенобетонной тепловой изоляции труб.
Цель изобретения - повышение надежности и производительности устройства.
На фиг. 1 изображена кинематическая схема предлагаемого устройства; на фиг. 2- схематическое изображение планшайбы с отверстиями.
Устройство состоит из установленной на станине 1 приводной планшайбы 2, на которой закреплены предназначенные для образования каркаса сменные барабаны 3, каретки 4 с расположенной на ней торцовой планшайбой 5, предназначенной для закрепления концов продольных стержней. Планшайбы 2 и 5 приводятся во вращение приводом 6 через вал 7, на котором расположена шестерня 8 для привода планшайбы 2 и по которому перемещается шестерня 9, закрепленная на каретке 4. Каретка 4 приводится в поступательное перемещение приводом 10 посредством троса 11. Фиксатор продольных стержней 12 состоит из неподвижно закрепленной направляющей 13, в которой перемещается штанга 14 с закрепленными на ней подшипниками 15. В последних вращается ось 16 диска 17. Через отверстия, например, квадратной формы в оси 16 проходит синхронизирующий вал 18, форма которого повторяет форму отверстия в оси. Другой конец синхронизирующего вала 18 закреплен на оси приводной планшай
бы 2. Штанга 14 опирается на направляющую 13 посредством роликов 19.
Для поступательного перемещения штанги 14 служит привод 20 с тросами 21, концы которых закреплены на штанге 14. Механизм сварки 22 расположен у сменного барабана 3. Планшайбы 2 и 5 и диск фиксатора 17 выполнен с концентрическими рядами отверстий 23. Это позволяет переналадить устройство на другой диаметр свариваемого каркаса только заменой барабана 3.
Предлагаемое устройство работает следующим образом.
Диск фиксатора 17 и каретку 4 приводят в крайнее ближнее к приводной планшайбе 2 положение. Продольные арматурные стержни пропускают в отверстия приводной планшайбы 2 диска фиксатора 17, вставляют в отверстия торцовой планшайбы 5 и закрепляют их там. Затем приводом 20
и тросами 21 диск фиксатора 17 отводят в крайнее дальнее от приводной планшайбы 2 положение. Конец поперечной проволоки подают под механизм сварки 22, и устройство включают. Привод 6 осуществляет при
этом вращение планшайб 2 и 5, привод 10- поступательное перемещение каретки 4, а привод 20 - поступательное движение штанги 14 с диском 17. Вращение диску 17 передается через синхронизирующий вал 18. После окончания сварки каркаса освобождают зажатые в торцовой планшайбе 5 концы продольных стержней, готовый каркас удаляют, а каретку 4 передвигают в крайнее ближнее к приводной планшайбе 2 положение.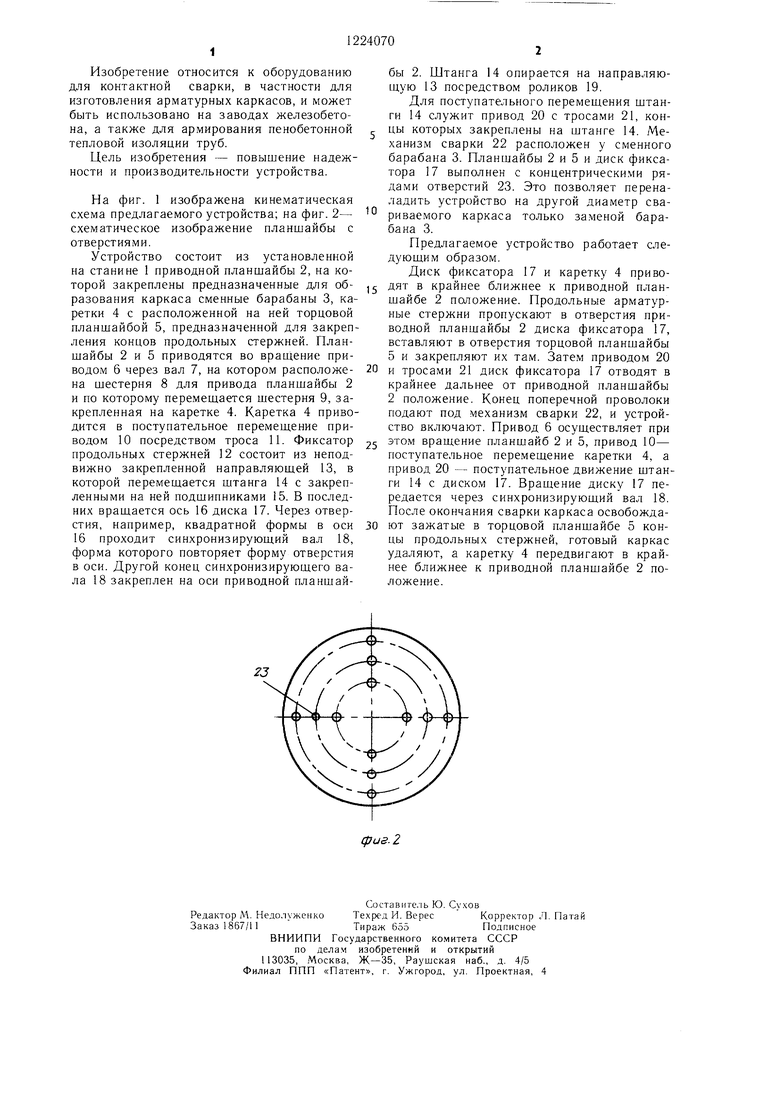
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления арматурных каркасов | 1981 |
|
SU958058A1 |
| Станок для контактной сварки пространственных арматурных каркасов | 1983 |
|
SU1143549A1 |
| Станок для контактной сварки пространственных арматурных каркасов | 1971 |
|
SU497112A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Устройство для управления процессом сварки арматурных каркасов | 1976 |
|
SU554972A1 |
| Станок для контактной сварки пространственных арматурных каркасов | 1987 |
|
SU1459866A2 |
| Установка для изготовления арматурных каркасов труб | 1985 |
|
SU1298324A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU315554A1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1951 |
|
SU99480A1 |

| Станок для изготовления арматурных каркасов | 1981 |
|
SU958058A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
