(54) УСТРОЙСТВО ДЛЯ УПРАВЛННИЯ ПРОЦЕССОМ СВАРКИ АРМАТУРНЫХ КАРКАСОВ
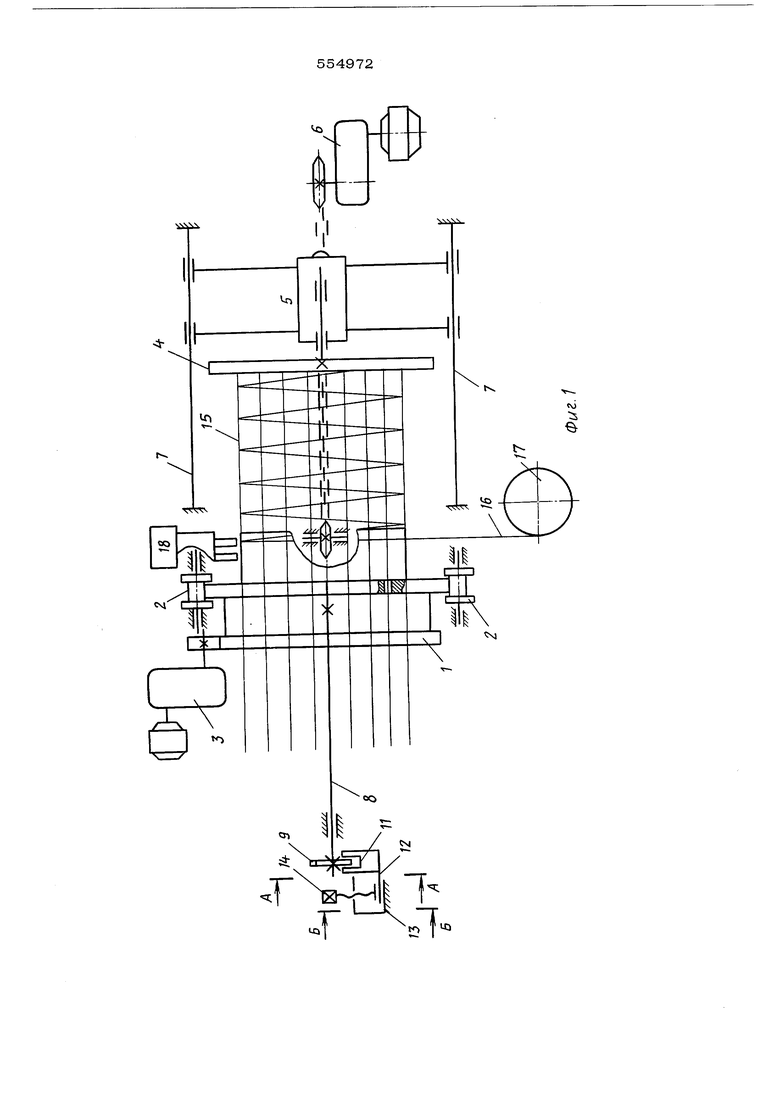
на приводная планшайба 1, опирающаяся на катки 2 и приводимая во вращение от привода 3.
Неприводная планшайба 4 установлена на тележке 5, которая перемешается от привода 6 по направляющим 7. Синхронизация вращения планшайб может быть осуществлена при помощи синхронизирующего вала.
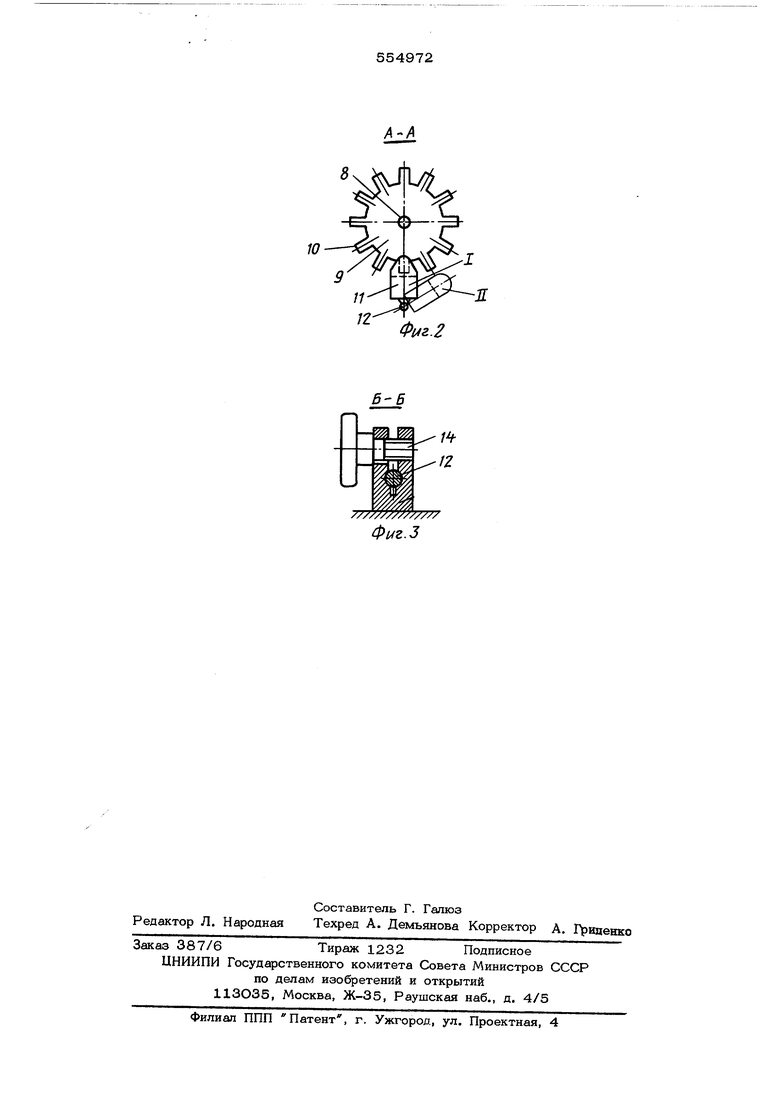
На валу 8 планшайбы 1 например, при помощи торцовой гайки закрепляется сменная звездочка 9, число зубьев 10 которой равно числу продольных стержней в арматурном каркасе, на изготовление которого настраивается установка. Зубья звездочки проходят в прорезь бесконтактного датчика 11, который жестко соединен с горизонтальной осью 12, зажимаемой в кронштейне 13 при помощи винтового зажима 14.
Сварка продольной арматуры 15 с поперечной 16, сматываемой с бухтодержателн 17, осуществляется при помощи сварочной головки 18.
Установка работает следующим образом. Продольные стержни 15 пропускаются через соответствующие распределительные отверстия приводной планшайбы 1 и их концы закрепляются в неприводной планшайбе 4 при перемешении которой они также перемещаются на длину свариваемого каркаса. При вращении планшайбы 1 от привода 3 на продольные стержни 15 по спирали навивается поперечная арматура 16,
Пересечения арматуры свариваются при помощи сварочной головки 18, команда на включение которой в работу ( с последующим автоматическим включением сварочного тока, подводом электрода к свариваемому пересечению, выдержкой времени сварки, отключением сварочного тока и отводом электрода) осуществляется от команды, подаваемой звездочкой 9, при проходе ее очередного зуба 10 по прорези датчика 11
Звездочка 9, благодаря установке на валу 8 планшайбы 1, вращается с планшайбой совместно, имея то же число оборотов. При необходимости переналадки установки на изготовление каркасов с иным количеством и расположением продольных стержней звездочка 9 заменяется на другую сменную звездочку с числом зубьев 10, равным числу продольных стержней в каркасе.
Для этого ослабляется винтовой зажим 14 и датчик 11 с осью 12 откидывается вручную из положения 1 в положение II , после чего диск 9 может быть легко снят с вала 8, а на его место поставлен новый диск. Затем датчик 11 возвращается в положение I и его ось 12 зажимается винтовым зажимом 14,
Датчик может быть зафиксирован в любом промежуточном положении между положениями I и 11, чем может регулироваться начало сварки пересечений арматурных стержней. Такая регулировка бывает необходима в эксплуатации установки (опережение включения сварочного тока до подхода к свариваемому пересечению стержней).
Таким образом , в предлагаемой установке достигается быстрота и удобство ее переналадки при изготовлении арматурных каркасов различных типо-размеров.
25
Формула изобретения
Устройство для управления процессом сварки арматурных каркасов, содержащее программный диск с выступами и взаимодействующий с ним бесконтактный датчик, отличающееся тем, что, с целью обеспечения быстрой переналадки устройства при изготовлении разных форм каркасов, бесконтактный датчик снабжен смонтированной на станине горизонтальной осью, установленной с возможностью продольного перемещения, поворота и фиксации ее при взаимодействии датчика с программным диском.
Источники информации, принятые во вн№мание при экспертизе:
1,Авторское свидетельство СССР
№ 259344, М. 04(а21/12, 1968.
2,Авторское свидетельство СССР № 326331, М. Кл, Е O4Q 21/12, 1970 (прототип).
чччч
LQ
8
.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Установка для изготовления пространственных каркасов | 1987 |
|
SU1440647A1 |
| Загрузочное устройство | 1976 |
|
SU659333A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1983 |
|
SU1119807A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1440648A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU298445A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1974 |
|
SU595043A1 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
77777777777////
.3
