Изобретение относится к сварке, а именно к конструкции поточной линии , для сборки и сварки металлоконструкций, преимущественно рамного типа, и может быть использовано в угольном и подъемно-транспортном, машиностроении.
Цель изобретения - повышение производительности.
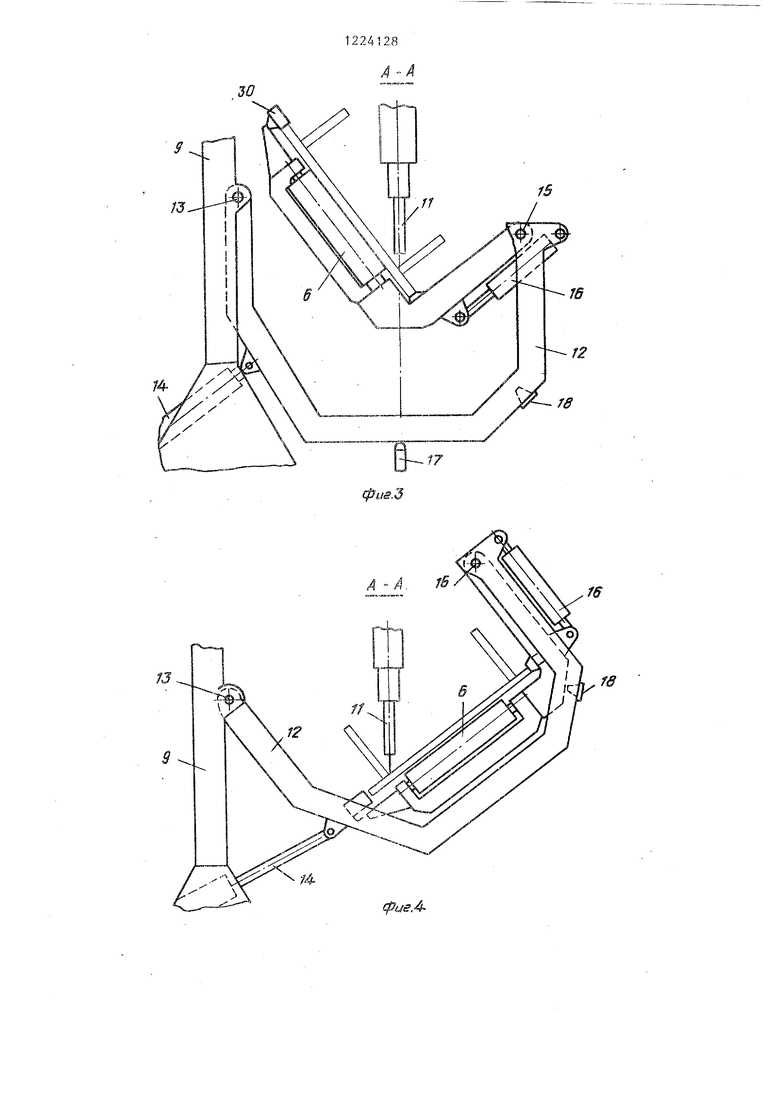
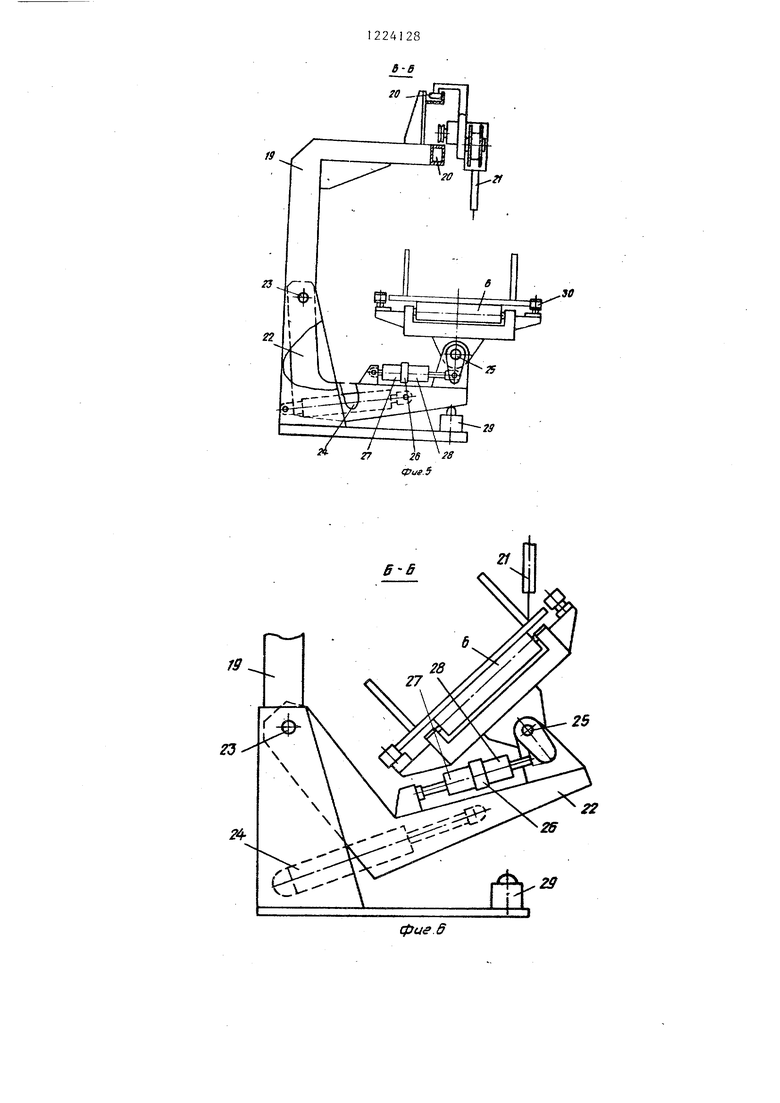
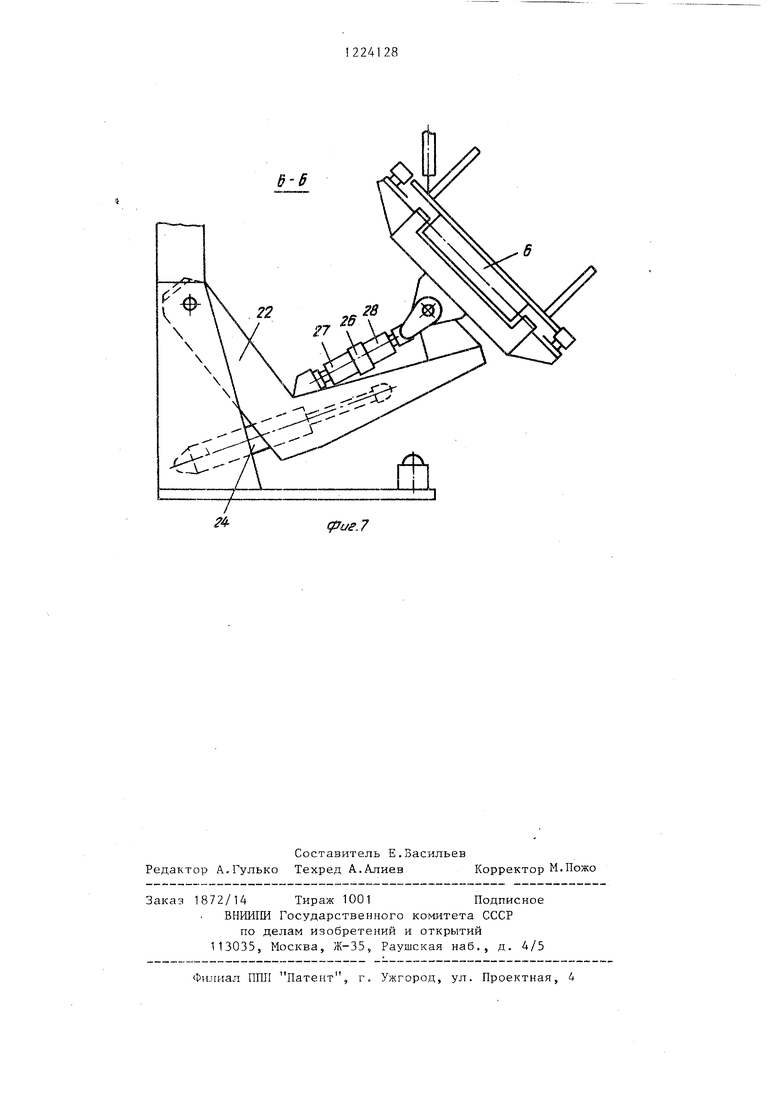
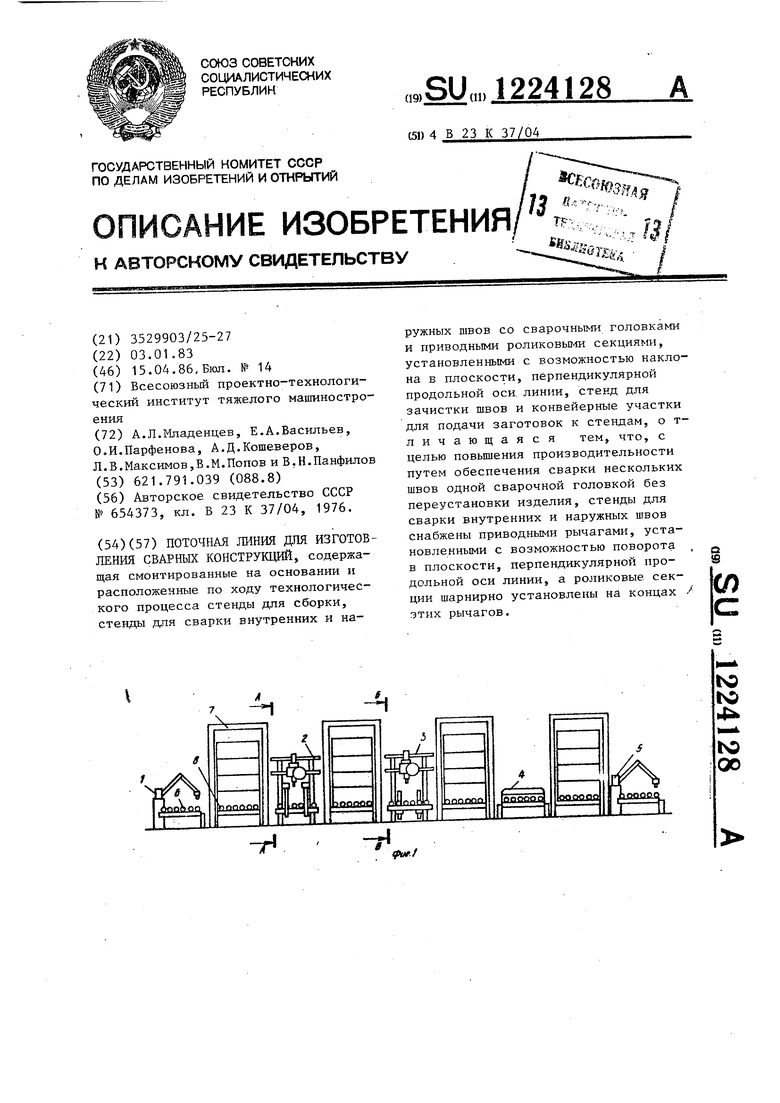
На фиг. 1 изображена предлагаемая линия 5 вид спереди; на фиг. 2 - разрез на фиг, 1; на фиг. 3 - то же, в момент сварки первого внутреннего шва; на фиг. 4 - то же, в момент сварки второго внутреннего шва, на фиг. 5 - разрез Б-Б на фиг. 1; на фиг. 6 - то же, в момент сварки первого наружного шва , на фиг. 7 - ТО же, в момент сварки второго наружного шва.
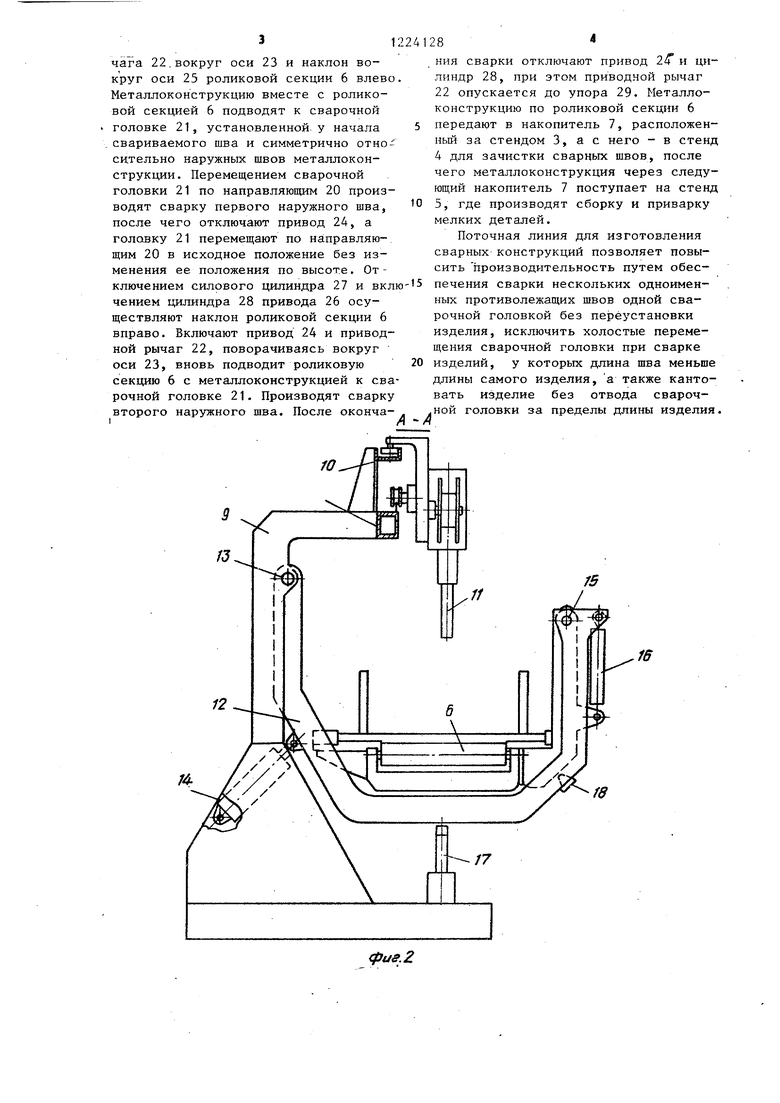
Линия содержит смонтированное на основании и расположенное но ходу технологического процесса рабочее оборудование в виде стенда 1 для сборки, стенда 2 для сварки внутрен них швов, стенда 3 для сварки наружных швов, стенда 4 для зачистки швов и стенда 5 для сборки и сварки с, мелкими деталями, снабженными транспортной системой, состоящей из последовательно расположенных приводных роликовых секций 6. Между стендами 1-5 установлены накопители 7,снаб- л(енные конвейерными участками 8 для подачи заготовок. Стенд 2 для сварки внутренних швов имеет станину 9, на которой смонтированы направляющие 10 для перемещения сварочной головки 11 и приводной рычаг 12, установленньш на оси 13 с возможностью поворота от привода 14 в плоскости, перпендикулярной продольной оси линии. На свободном конце приводного рычага 12 установлена ось 15, расположенная параллельно оси 13. На оси 15 с возможностью поворота от привода 16 в плоскости, перпендикулярной продольной оси линии, смонтирована роликовая секция 6.
Для обеспечения точного исходного гхоложения роликовой секции 6 на станине 9 смонтирован упор 17, а на приводном рычаге 12 - упор 18. Стенд 3 для сварки наружных швов содержит | станину 19, на которой смонтированы направляющие 20 для сварочной головки 21 и приводной рычаг 22, установленный на оси 23 с возможностью по10
15
1224128
ворота от привода 24 в плоскости, перпендикулярной продольной оси линии. На свободном конце приводного рычага 22 установлена ось 25, расположенная параллельно оси 23. На оси 25 с возможностью поворота от привода 26 смонтирована роликовая секция 6. Привод 26 выполнен в виде Двух спаренных цилиндров 27 и 28, Для обеспечения точного исходного положения приводной секции 6 на станине 19 смонтирован упор 29.
Каждая роликовая секция 6 стендов 2 и 3 снабжена боковыми роликами 30 для предотвращения соскальзывания изделия при наклоне секции,
Предлагаемая линия работает следующим образом.
Заготовки со склада транспортным устройством подают на стенд 1 для сборки, где их фиксируют и прихватывают . Собранную металлоконструкцию роликовой секцией 6 передают в накопитель 7, а из него по конвейерному участку 8 на стенд 2 для сварки внутренних швов. Включают привод 16, при этом роликовая секция 6, поворачиваясь вокруг оси 15, подводит собранную металлоконструкцию к сварочной головке 11, установленной у начала
свариваемого шва и симметрично относительно .внутренних швов металлоконструкции. Перемещением сварочной головки 11 по направляющим 10 производят сварку первого внутреннего шва. При подходе сварочной головки 11 к концу шва дается команда на отключение привода 16 и включение привода 14, При этом сварочную головку 11 перемещают по направляющим 10 в исходное
20
. 25
30
35
40
положение, не меняя ее положения по высоте. Роликовую секцию 6 опускают до упора 18, а приводной рычаг 12, поворачиваясь вокруг оси 13, смонти45 рованной на станине 9, подводит металлоконструкцию к сварочной головке 11 другой стороной. Производят сварку второго внутреннего щва. Головку 11 возвращают в исходное положение, а
50 приводной рычаг 12 опускают до упора 17,
Металлоконструкцию по роликовой секции 6 передают в накопитель 7, расположенньш за стендом 2, откуда
55 она поступает в стенд 3 для сварки наружных швов. Включением привода 24 и силового цилиндра 27 привода 26 осуществляют поворот приводного рыположение, не меняя ее положения по высоте. Роликовую секцию 6 опускают до упора 18, а приводной рычаг 12, поворачиваясь вокруг оси 13, смонтированной на станине 9, подводит металлоконструкцию к сварочной головке 11 другой стороной. Производят сварку второго внутреннего щва. Головку 11 возвращают в исходное положение, а
приводной рычаг 12 опускают до упора 17,
Металлоконструкцию по роликовой секции 6 передают в накопитель 7, расположенньш за стендом 2, откуда
она поступает в стенд 3 для сварки наружных швов. Включением привода 24 и силового цилиндра 27 привода 26 осуществляют поворот приводного ры
чага 22.вокруг оси 23 и наклон вокруг оси 25 роликовой секции 6 влево Металлоконструкцию вместе с роликовой секцией 6 подводят к сварочной головке 21, установленной у начала свариваемого шва и симметрично относительно наружных швов металлоконструкции. Перемещением сварочной головки 21 по направляющим 20 производят сварку первого наружного шва, после чего отключают привод 24, а головку 21 перемещают по направляющим 20 в исходное положение без изменения ее положения по высоте. От - ключением силового цилиндра 27 и вкл чением цилиндра 28 привода 26 осуществляют наклон роликовой секции 6 вправо. Включают привод 24 и приводной рычаг 22, поворачиваясь вокруг оси 23, вновь подводит роликовую секцию 6 с металлоконструкцией к сва рочной головке 21. Производят сварку второго наружного шва. После оконча
10
- 5
20
-А
ния сварки отключают привод 24° и цилиндр 28, при этом приводной рычаг 22 опускается до упора 29. Металлоконструкцию по роликовой секции 6 передают в накопитель 7, расположенный за стендом 3, а с него - в стенд 4 для зачистки сварных швов, после чего металлоконструкция через следующий накопитель 7 поступает на стенд 5, где производят сборку и приварку мелких деталей.
Поточная линия для изготовления сварных конструкций позволяет повысить производительность путем обеспечения сварки нескольких одноименных противолежащих швов одной сварочной головкой без переустановки изделия, исключить холостые перемещения сварочной головки при сварке изделий, у которых длина шва меньше длины самого изделия, а также кантовать изделие без отвода сварочной головки за пределы длины изделия.
А
/5
фи&.2
;j
15
Г8
фиа.5
фце.429
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки под сварку и сварки продольных швов балок коробчатого сечения | 1983 |
|
SU1165547A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| АВТОМАТИЧЕСКАЯ линия для свАрКи КОЛЁС | 1968 |
|
SU219721A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
В б
фц& S
(ffue.7
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
