Изобретение относится к механосборочному производству, в частности к оборудованию для сборки деталей, осуществляемой с одновременным переворачиванием их на 180°.
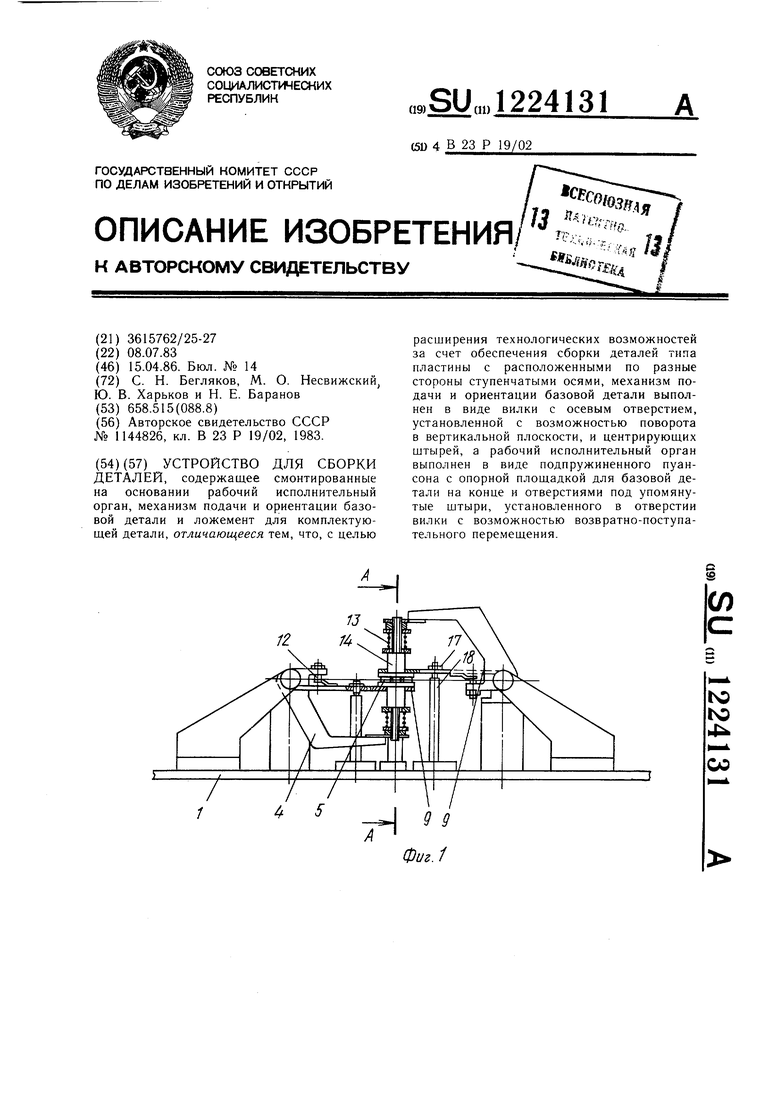
Целью изобретения является расширение технологических возможностей за счет обеспечения сборки деталей типа пластин с расположенными по разные стороны ступенчатыми осями.
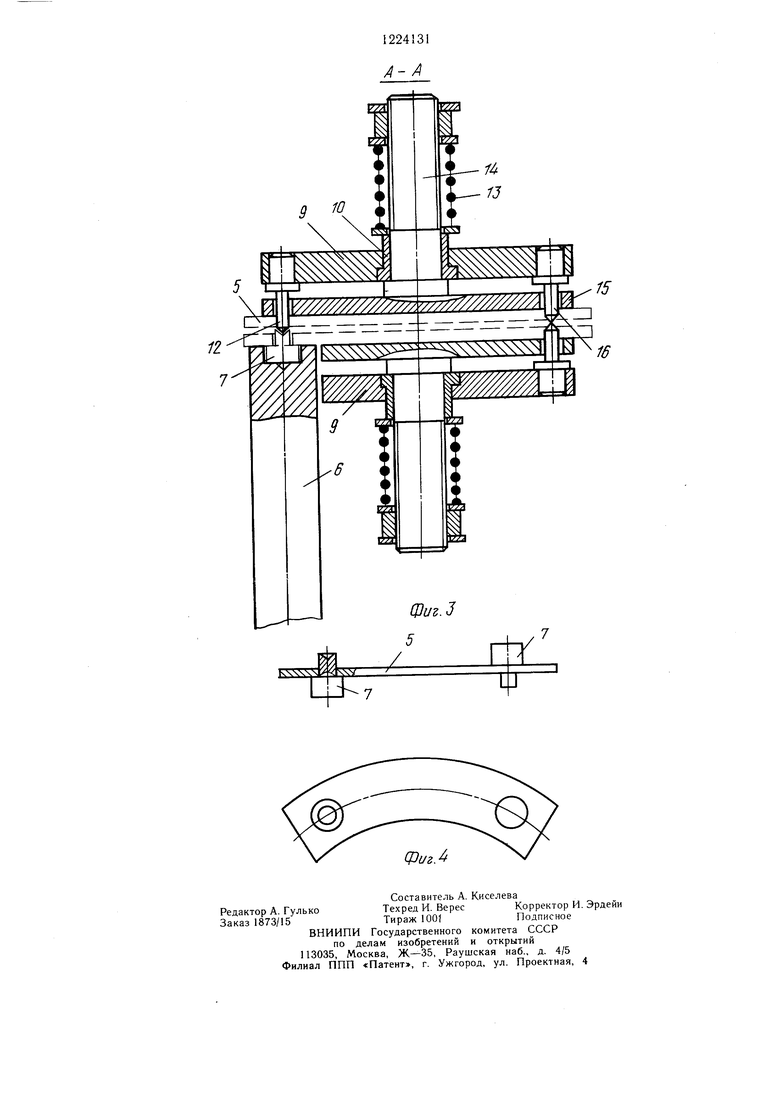
На фиг. 1 изображено устройство в рабочем положении, общий вид; на фиг.. 2 - то же, в исходном положении, вид в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 собираемый узел.
Устройство содержит смонтированные на основании 1 привод 2 с поворотным валом 3, на котором установлена система несущих рычагов 4, исполнительный орган, механизм подачи и ориентации базовой детали, например пластины 5, а также ложемент б для комплектующей детали, например ступенчатой оси 7. Механизм подачи и ориентации пластины выполнен в виде установленной с возможностью поворота в вертикальной плоскости на осях 8, закрепленных на основании 1, вилки 9 с отверстием 10 и центрирующих штырей 11 с заходными конусами. Вилка 9 связана с несущими рычагами 4 посредством упругих элементов, например плоских пружин 12. Рабочий исполнительный орган выполнен в виде подпружиненного пружиной 13 пуансона 14 с опорной площадкой 15 для пластины 5 на конце и отверстиями 16 под центрирующие штыри 11, установленного в отверстии 10 вилки 9 с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном плоскости вилки 9. На конце ступенчатой оси 7 имеется внутреннее коническое отверстие, соответствующее заходному конусу центрирующего штыря 11. На вилке 9 расположен регулируемый упор 17, а на основании 1 - соответствующий ему упор 18. Упоры предназначены для ограничения угла поворота вилки 9. Механизмов подачи и ориентации в устройстве, выстраиваемых в единую линию, может быть выполнено несколько в
5
зависимости от технологического г; десса. Число кантований определяется числом переходов, которые необходимо выполнить с каждой стороны пластины.
Устройство для сборки деталей работает следующим образом.
Пластина 5 укладывается, например, манипулятором (не показан) на опорную площадку 15 пуансона 14, насаживаясь на центрирующие штыри 11, и закрепляется,
0 например, посредством вакуумного захвата. Другая деталь, например ступенчатая ось 7, устанавливается в гнездо ложемента 6. Включается привод 2, от которого через систему несущих рычагов 4 движение передается вилке 9. На осях 8 вилка 9 поворачивается в вертикальной плоскости до соприкосновения упоров 17 с упорами 18. При этом центрирующие щтыри 11 совмещаются: один с внутренним коническим отверстием ступенчатой оси 7, обеспечивая точное ориен0 тирование пластины 5 относительно ступенчатой оси 7, а другой с центрирующим штырем 5 вилки 9 второго механизма подачи и ориентации.
После остановки вилки 9 на упоре 18 за счет деформации пружины 13 пуансон
5 14 совершает перемещение в направлении, перпендикулярном плоскости вилки 9, обеспечивая снятие пластины 5 с центрирующих штырей 11 вилки 9 первого механизма подачи и ориентации и насаживание ее на ступенчатую ось 7, расположенную в гнезде ложемента 6, и на центрирующий щтырь 11 вилки 9 второго механизма подачи и ориентации. Вилка 9 первого механизма подачи и ориентации возвращается в исходное положение, а над сопряженными деталями 5 и 7, установленными в ложементе 6 и на опорной площадке 15, осуществляется сборочная операция, например клепка, после чего вилка 9 второго механизма подачи и ориентации переносит собранный узел на следующую рабочую позицию и т. д.
Устройство позволяет производить сборку соединяемых деталей и производить точную фиксированную передачу с одновременным переворачиванием плоской детали с одной рабочей позиции на другую.
0
5
11
/;
cpus.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки стержневых деталей | 1986 |
|
SU1391796A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для сборки запрессовкой ушковых пуговиц | 1987 |
|
SU1500461A1 |
| Станок для запрессовки штырей в корпус шарошки бурового долота | 1980 |
|
SU887113A1 |
| Устройство для сборки деталей запрессовкой | 1980 |
|
SU921753A1 |
| Устройство для сборки деталей запрессовкой | 1986 |
|
SU1388252A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Устройство для групповой установки деталей типа заклепок в изделие | 1977 |
|
SU719854A1 |
| Роторный станок для сборки узлов с эластичной деталью | 1985 |
|
SU1256905A1 |
| Загрузочно-разгрузочное устройство | 1986 |
|
SU1371850A2 |
фиг.
Составитель А. Киселева
Редактор А. ГулькоТехред И. ВересКорректор И. Эрдейи
Заказ 1873/15Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Устройство для сборки запрессовкой | 1983 |
|
SU1144826A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
