Изобретение относится к металлургии, в частности к устройствам для удаления шлака с поверхности расплавленного металла, и может быть использовано для удаления полутвердого и сыпучего шпака из печей и миксеров п-ри плавке цветных металлов
Целью изобретения являются снижение потерь металла со шлаком, а также обеспечение - возможности удаления шлака из закрытых областей поверхности расплава.
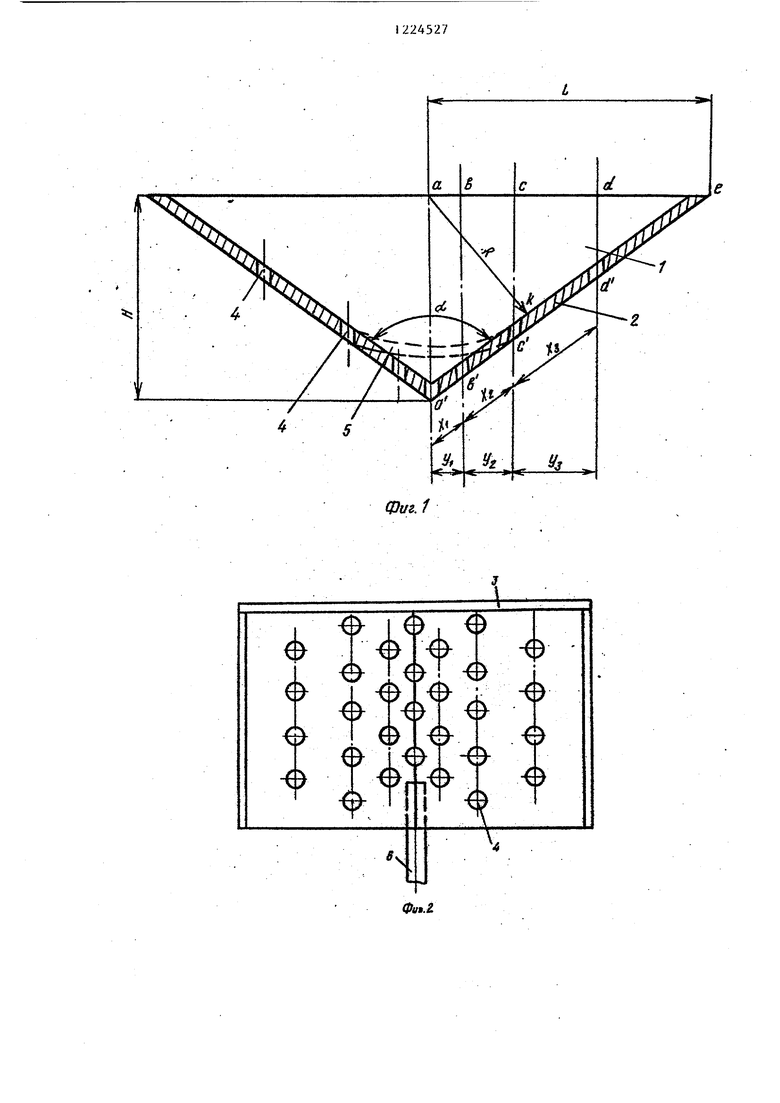
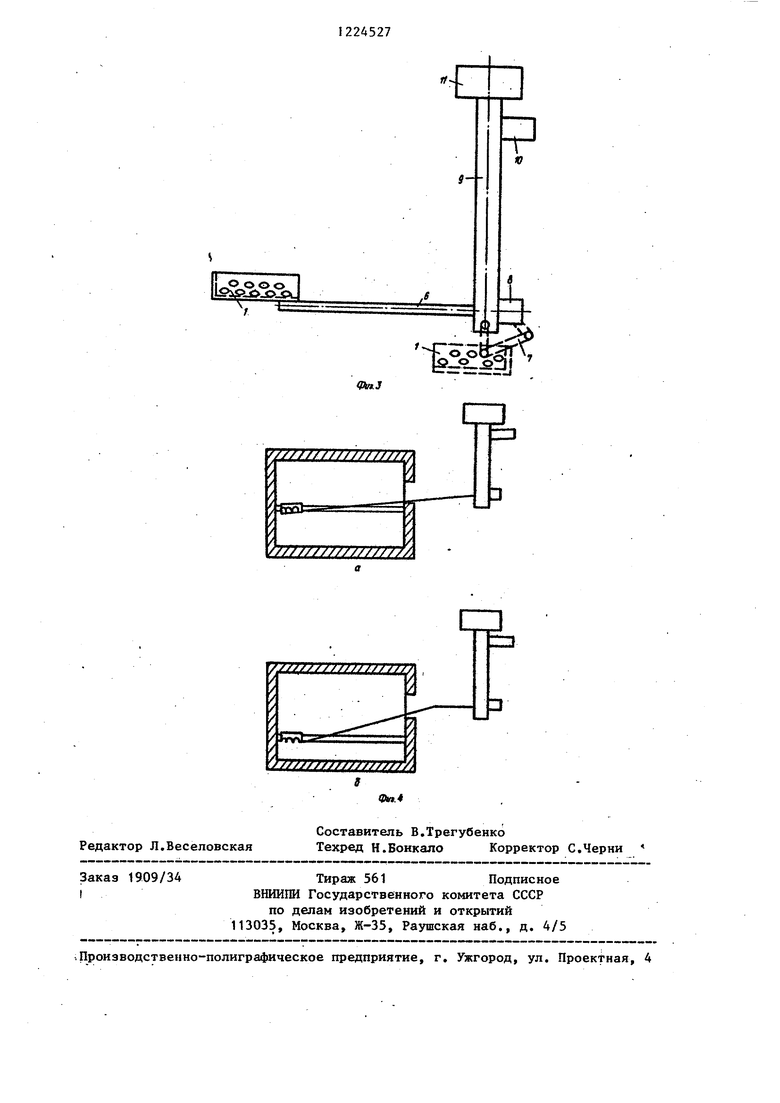
На фиг. 1 представлен ковш, попе- речньй разрез} на фиг. 2 - то же, вид CBepxyi на фиг. 3 - предлагаемое устройство, общий вид; на фиг. 4 - шток (а - пpямoJшнeЙный, б - изогну- тьй) .
Ковш 1 состоит из двух плоских граней 2 и вертикальной торцовой стенки 3. В центральной части и на гранях ковша выполнено несколько параллельных рядов отверстий 4, центры которых смещены на 0,5 шага в каждом ряду относительно предыдущего. Ковш
Iможет быть выполнен с цилиндрическим днищем 5, сопрягаемым с гранями ковша.
Для съема шлака вручную из малых агрегатов (печи ИЛО-600, ИПК-1,2) ковш может быть соединен со штоком 6, который крепится, например, сваркой к нижней поверхности ковша вдол оси с противоположной стороны от торцовой стенки ковша.
Для удаления шлаков из крупных металлургических агрегатов ковш может быть соединен при помощи шарниров 7 с механизмом 8 поворота, находящимся на нижнем торце вертикальной штанги 9, снабженной механизмами вертикального 10 и горизонтального
IIперемещения.
I
Для удаления шлака из закрытых областей ковш 1 может быть соединен с механизмом 8 поворота при помощи штока 6. Вертикальная штанга 9 с механизмами вертикального 10 и горизонтального 11 перемещений служит для установки ковша над поверхностью ванны, подлежащей очистке от шлака. Шток 6 с механизмом поворота предназначен для наклона ковша при сборе шпака и освобождения его от шпака вне агрегата. Кроме того, эти механизмы позволяют йриводить ковш в положение сбора шлака из закрьггых ем- костей ванны поворотом его на .
0
5
Это позволяет обратить вертикальную стенку ковша 3 к расплаву и использовать ее как скребок для очистки малодоступных частей ванны.
Механизм 11 горизонтального перемещения позволяет транспортировать устройство в двух взаимно перпендикулярных направлениях - параллельно и перпендикулярно основной (продольной) оси печи.
Механизм 8 поворота устройства позволяет вращать шток с ковшом относительно оси штока и вертикальной оси (вокруг вертикальной штанги 9 5 устройства) и вертикальной ппоскос- ти относительна оси, пересекающей ось штанги и расположенной перпендикулярно оси штока.
Перечень операций при съеме шлака из печи типа ИЛК-6.
Исходное положение устройства - ковш расположен вне печи.
При помощи механизма горизонтального перемещения шток с ковшом вводится в печь.
При помощи механизма поворота шток с ковшом переводится в крайнее левое (правое) положение.
При помопщ механизма поворота вращением штока в вертикальной плоскости ковш опускается к зеркалу расплава и вращением штока вокруг своей оси принимает положение для сбора шлака с поверхности ванны. В то же время для уменьшения угла поворота штока устройство при помощи механизма горизонтального перемещения может транспортироваться в левое положение о
При помощи механизмов поворота и горизонтального перемещения ковш перемещается вдоль поверхности расплава (осуществляя сбор шлака) в крайнее правое положение, а затем при помощи механизма поворота ковш со шлаком вращением штока вокруг своей оси возвращается в транспортное положение, приподнимается при помощи вращения штока в вертикальной плоскости
0 над расплавом и вращением щтока с ковшом в горизонтальной плоскости совместно с перемещением устройства при помощи механизма горизонтального перемещения устанавливается в цент$ ральное положение вдоль продольной оси печи.
При помощи механизма горизонтального перемещения шток с ковшом перед0
5
5
вигается вдоль оси и выводится из печи.
При помощи механизмов поворота и горизонтального и вертикального перемещения ковш со шлаком транспортируется к емкости Для сбора шлака и поворотом штока вокруг своей оси ковш освобождается от шлака.
При помощи механизмов горизонтального и вертикального перемещений и механизма поворота ковш устанавливается в исходное положение. Далее процесс повторяется.
На рис. 4 представлены два возможных способа изготовления штока - прямолинейным (а) и изогнутым (б). Для очистки печей с высоким уровнем металла можно использовать прямолинейный шток, для печей с низким уровнем металла целесообразно исполь зовать изогнутьй шток.
Перечень операций при съеме шлака из открытых металлургических емкостей.
Исходное положение - устройство вне металлургической емкости.
При помощи механизмов горизонтального и вертикального перемещения устройство устанавливается над поверхностью металлической емкости.
При помощи механизмов вертикального перемещения и поворота посредством шарниров ковш устанавливается в наклонное положение для сбора шлака с поверхности ванны.
При помощи механизмов вертикального и горизонтального перемещения и механизма поворота посредством шарниров ковш передвигается вдоль расплава и наполняется шлаком.
При помощи механизма вертикального перемещения ковш приподнимается над расплавом.
При помощи механизмов горизонтального и вертикального перемещения ковш со шлаком транспортируется к емкости дпя сбора шлака и при помощи механизма поворота посредством шарниров ков наклоняется и опорожняется. Далее устройство возвращается в исходное положение, и процесс повторяемся.
Устройство работает следующим образом.
При движении ковша параллельно по верхности расплава одна из его гра- 55 ней, располагаясь в области границы раздела шлак - металл, захватывает шлак, который накапливается в ковше.
10
15
20
25
зо
., ,д
224527
Часть металла
35
40
55
, попавшая в ковш вместе со шлаком, удаляется в это время через отверстия граней ковша.
После наполнения ковша шлаком его поворачивают в транспортное положение поворотом штока или системой рычагов и приподнимают над расплавом. Капли расплава, находящиеся в шлаке, прони- зьюая толщу шлака, достигают поверхности граней ковша и по ним самотеком двигаются к отверстиям и удаляются из ковша в ванну. После освобождения пшака от избыточного количества металла ковш при помощи механизмов горизон-- тального,вертикального перемещения и поворота штока переносят в место сбора шлака и освобождают его там от шлака.
При использовании устройства для очистки малодоступных частей ванны ковш переворачивают на 180° при помощи механизма поворота и опускают его на поверхность расплава. Перемещая ковш в горизонтальном направлении, осуществляют сбор и подтягивание шлака к месту его удаления.
Предложенная конструкция имеет следующие преимущества.
Плоская конфигурация граней ковша позволяет производить сбор шлака с поверхности расплава с минимальным заглублением ковша в расплав,, и предотвращает его избыточное обогащение металлом и тем самым снижает потери металла со ишаком.
Наличие отверстий в гранях ковша обеспечивает разделение шлака и металла в процессе сбора пшака с поверхности расплава, а также освобождение шлака от капель металла после наполнения ковша шлаком, что позволяет снизить содержание металла в шлаке и тем самым снизить потери металла при плавке.
Расположение сливных отверстий в ковше в определенной закономерности обеспечивает освобождение одновременно всего объема шлака в ковше от капель металла независимо от толщины шлакового слоя в различных сечениях ковша, что позволяет снизить потери металла в шлаке.
Возможность изменения угла наклона граней ковша позволяет,регулиро-- вать толщину шлака в ковше с целью полного его освобождения от капель металла при сохранении ими жидкоте- кучести и, таким образом, уменьшить потери металла в шлаке.
Наличие в ковше вертикальной торцовой стенки в сочетании со штоком позволяет использовать ковш в качестве скребка для подтягивания пшака из закрытых полостей агрегата в область его сбора и удаления (например, в миксерах, снабженных закрытой разливочной коробкой, в печах и миксерах барабанного типа, в дуговых пе- чах при закрытом своде и т.д.). Это позволяет использовать данное устройство частично взамен устройств типа скребок, но при этом сохранить все преимущества ковша с отверстиями для стока металла и тем самым снизить потери металла в шлаке.
Температура шлаков медного и мед- но-никелевого производства колеблется в пределах 1100-1350°С. Поэтому ковш для съема шлака выполняют из жаропрочного сплава (например, нержавеющей стали). Однако при съеме шлаков медного производства стойкость такого ковша мала, так как он быст- ро прогревается и легко растворяется в расплаве.
Ковш, выполненный из углеродистой стали, показал в этих условиях более высокую стойкость (в 2-3 раза) и обеспечил более полное обеднение шлака от металла. Это связано с тем, что применение такого ковща для съема шлака хромовой бронзы из миксе ра, содержащего в качестве покрытия сажу, приводит к науглероживанию поверхности ковша (цементации), кото- рьм в этом случае прочно покрывается тонким слоем сажи. Этот слой
служит хорошим теплоизолятором и, кроме того, не смачивается медными расплавами. Такая обработка поверхности ковша способствует медленному ее прогреву, предотвращает взаимо- действие ковша с расплавом и ускоряет движение капель по несмачивающейся поверхности, ковша. Поэтому ковши для съема шлаков медного производства целесообразно изготовлять из уг- леродистой стали с последующей цементацией поверхности граней, которая может быть осуществлена в слое горящей сажи при 800-1000 С в течение 5-6 ч.
Пределы изменения параметров ковша определены из следующих соображений.
s
0 5
о
0
,
5
Изменение угла наклона граней ковша 60-160° определено следующим образом. Минимальное значение угла 60 выбрано из условия достижения минимального эффективного значения проекции сливных отверстий на горизонтальную плоскость. Экспериментально установлено, что полутвердые шпаки хромовой бронзы и рассьтчатые шлаки латуней и алюминиевых бронз удерживаются в ковше при диаметре отверстий 0,01-0,02 м. При значениях меньше 0,01 м отверстия забиваются шлаком, при значениях более 0,02 м шлак частично проникает через отверстия. При наклоне граней ковша 60 отверстия диаметром 0,02 м дают живое эффективное сечение 0,01 м, ниже которого появляется опасность их закупорки шлаком.
При значении угла меньше 60° слив металла из отверстий незначителен и резко увеличиваются потери металла в шхаке.При значениях угла больше 160 скорость движения капель металла по поверхности граней ковша к отверстиям мала, поэтому часть металла теряет жидкотекучесть, остается на поверхности граней и удаляется вместе со шлаком.
Выполнение отверстий на гранях ковша со смещением их .центров на 0,5 шага принято из условия более равномерного их расположения и минимального среднего пути движения капель металла по поверхности граней ковша. Это позволяет обеспечить минимальное время обеднения шлака, сохраняет его жидкотекучесть и тем самым снижает потери металла в шлаке.
Выполнение отверстий параллельными рядами с закономерным возрастающим расстоянием между их осями выбрано из условия одновременности удаления жидкого металла из всех объемов шлака, находящегося в областях между двумя ближайшими рядами отверстий. Это oбёcпeчивaeтqя рабенст- вом расстояния движения капель расплава в казвдом объеме, которое состоит из суммы высоты zunaKOBoro слоя и расстояния между рядами отверстий на гранях ковша, ограничивающих этот объем шлакао Из условия равенства пути дйижения капель металла в шлаке на гранях ковша в каждом объеме, ограниченном рядами отверстий, имеем
bb + b a ее + e .b , (см. фиг. 1) или
У L - у - у.;.
-ОС et
sin j tg sin
упрощая, имеем У,
1 - eosl ; подставляя У4 и y
tj
у X, eos(90 --r) x sin-2 y x cos(90 --) . x,jSin-,
имеем
X4
i 1 - cos
Далее, приравнивая се + c b dd + de
или
L - y« - У2 . 7
tgf
sin
2 2 .
L - Ух - Уд - у, У i
tgf
прощая, имеем
Х2
OL.
sin-Y
(2)
3 ч06
1 - COS -
Подставляя (1) в (2), получаем
Х2(3)
3
(1 - cos)
в общей форме
XI
9i.
(4)
(1 - cos р
При малых значениях угла ai между гранями ковша (60-100 ) высота слоя шлака в центральном объеме ковша максимальна. Это приводит к увеличе-t нию длительности процесса удаления
из шлака капель расплава и появляется опасность неполного их удаления вследствие потери металлом жидкоте- , кучести и, таким образом, приводит У к увеличению потерь металла в пшаке. В этом случае для снижения высоты пшакового слоя в ковше его грани м6гут быть сопряжены между собой цилиндрической поверхнос -ью с осью, расположенной на верхней плоскости ковша. Такое расположение оси позволяет иметь минимальную толщину слоя при минимальном угле между гранями
ковша, что позволяет корректировать общую и среднюю толщину слоя шлака в ковше и управлять процессом обеднения шпака в зависимости от его свойств.
Расстояние между осями рядов отверстий в этом случае определяется из следующих соображений (см. фиг. 1). Из треугольников dd e и dd k имеем
oi cos -r-
Н sin у
и Н
R .
(1)
sin тг
30
Подставляя эти значения в формулу (3), имеем
х
c-r
(5)
где R - радиус вписанного цилиндра;
L - расстояние от центра ковша
до его края.
Изготовление ковша начинают с выбора его объема и габаритов. Они за- висят от удельного веса шлака, мощности привода, величины поверхности ванны.агрегата и т.д. Задавшись углом наклона граней, шириной и длиной желоба, определяют величину развернутой поверхности желоба. На металлическом листе (желательно 8 4-6 мм) . проводят разметку отвер гий. Для этого в первую очередь задаются диаметром отверстий и расстоянием х (между центральной осью и осью первого
ряда отверстий). Диаметр отверстий зависит от физических свойств шлака и для шпаков хромовой бронзы, латуни и алюминиевых бронз может быть равен 0,01-0,02 м. Расстояние между центральной осью и осью первого ряда отверстий должно быть не менее 1,5 диаметра отверстий. Это условие обеспе- . чивает жесткость плоскости и отсутст
вне пересечения окружности этих отверстий.
По формулам (4) или (5) рассчитывают расстояние между последующими рядами отверстий. Задавшись расстоянием между отверстиями в ряду, производят разметку их центров со смещением осей в каждом ряду на 0,5 шага. Расстояние между осями отверстий зависит от свойств шпака, механической прочности листа, объема емкости, заданного времени операции удаления шлака и т.д. В емкости, предназначенной для съема шлака хромовой бронзы и сыпучих шпаков латуней и алюминие- вых бронз, расстояние между отверстиями в ряду может быть равно 1,5-2,5 диаметра этих отверстий. Это обеспечивает достаточную жесткость ковша и удовлетворительные параметры обеднения шлаков при минимальном времени проведения операции съема шлака.
После выполнения отверстий лист сгибают по центральной оси до достижения заданного угла об между его гранями и закрепляют на одном торце желоба (например, сваркой) торцовую стенку. К противоположному торцу желоба к его днищу прикрепляют (например, сваркой) шток, которьй соединяется с механизмом поворота или может служить в качестве рычага при ручном съеме шлака в малых печах.
Испытание предлагаемого устройства было осуществлено в промьшшенных
условиях при выгшавке хромовых бронз
10
22452710
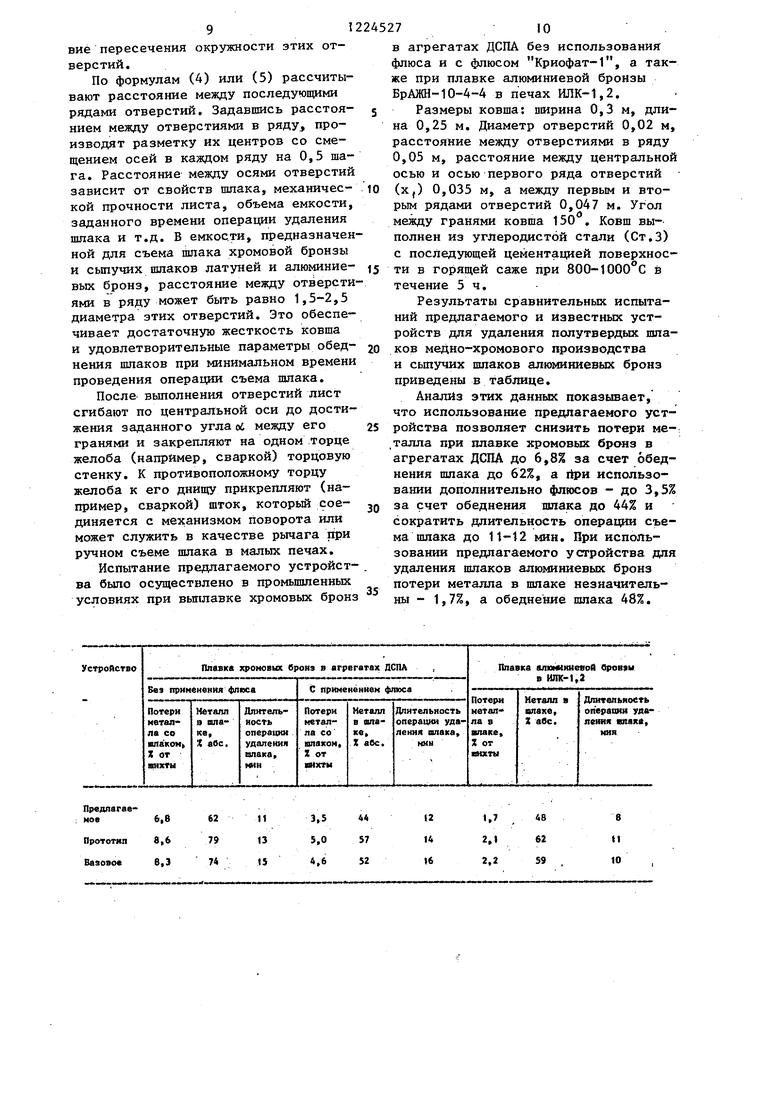
в агрегатах ДСПА без использования флюса и с флюсом Криофат-1, а также при плавке алюминиевой бронзы БрАЖН-10-4-4 в печах ИЛК-1,2.
Размеры ковша: ширина 0,3 м, длина 0,25 м. Диаметр отверстий 0,02 м, расстояние между отверстиями в ряду 0,05 м, расстояние между центральной осью и осью первого ряда отверстий (Xj) 0,035 м, а между первым и вторым рядами отверстий 0,047 м. Угол между гранями ковша 150 . Ковш выполнен из углеродистой стали (Ст.З) с последующей цементацией поверхности в горящей саже при 800-1000°С в течение 5ч.
Результаты сравнительных испытаний предлагаемого и известных устройств для удаления полутвердых шпаков медно-хромового производства и сьтучих ошаков алюминиевых бронз приведены в таблице.
Анализ этих данных показывает, что использование предлагаемого устройства позволяет снизить потери ме- ,талла при плавке хромовых бронз в агрегатах ДСПА до 6,8% за счет обеднения шлака до 62%, а использовании дополнительно флюсов - до 3,5% за счет обеднения шлака до 44% и сократить длительность операции съема шлака до 11-12 мин. При использовании предлагаемого устройства для удаления шлаков алюминиевых бронз потери металла в шпаке незначительны - 1,7%, а обеднение шлака 48%.
20
25
30
35
1,7 z. 2,2
48 62 59
8 It 10
О
-еФиг,1
Ф
т Ф
-е
г-,3


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления шлака с поверхности расплава | 1986 |
|
SU1471052A1 |
| Шихта для обеднения металлургического шлака | 1984 |
|
SU1154352A1 |
| Способ обеднения конвертерных шлаков | 1988 |
|
SU1601165A1 |
| Способ выпуска расплава из подового сталеплавильного агрегата | 1983 |
|
SU1135766A1 |
| Печь для плавки алюминиевого скрапа | 1984 |
|
SU1263719A1 |
| Способ обеднения шлаков никелевого и медноникелевого производств | 1982 |
|
SU1055783A1 |
| Устройство для перевода струи металла на разливочном конвейере | 1989 |
|
SU1664458A1 |
| Способ выпуска ферросплавов из печи | 1985 |
|
SU1323577A1 |
| Устройство для удаления шлака с поверхности расплава | 1987 |
|
SU1471053A1 |
| Устройство для удаления шлака с поверхности расплава в металлургической емкости | 1989 |
|
SU1696830A1 |
Редактор Л.Веселовская
Составитель В.Трегубенко
Техред Н.Бонкало Корректор С.Черни
Заказ 1909/34
Тираж 561Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для скачивания шлака из ковша | 1976 |
|
SU569832A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Устройство для удаления шлака с расплавленного металла из металлургической емкости | 1977 |
|
SU718685A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
